Содержание
Фуговальные станки — Энциклопедия по машиностроению XXL
Фуговальные станки — Направляющие угольники 9 — 765
[c.327]
Фрезерование производится на различных станках в зависимости от характера обработки древесины. На фуговальных станках (здесь процесс фрезерования называют также стро- [c.652]
Фуговальные станки. . Рейсмусовые. ….. [c.672]
На фиг. 13 приведена конструкция фуговального станка —одного из наиболее распространённых в группе строгальных станков. Станок модели СФ4-3 Курганского завода имеет следующие параметры наибольшая [c.716]
Существуют фуговальные станки и более простой конструкции, у которых оба стола перемещаются по наклонным направляющим.
[c.717]
Изображённый комбинированный станок (ДХ-21) совмещает фуговальный станок 1 с шириной строгания 280 мм, рейсмусовый станок 2 с шириной строгания 2йО мм и горизонтально-сверлильный станок 5—для выработки гнёзд и пазов. На этих станках одновременно могут работать трое рабочих. Кроме того, на конце вала со стороны фуговального станка может быть установлена дисковая пила 4 или фреза.
[c.735]
На этих станках одновременно могут работать трое рабочих. Кроме того, на конце вала со стороны фуговального станка может быть установлена дисковая пила 4 или фреза.
[c.735]
Специальные виды гусеницы автоматических фуговальных станков для подачи криволинейного материала (щитов) или за- [c.762]
На фиг. 62 изображены угольники для фуговальных станков простейшего типа с креплением на лапах (фиг. 62, й) и с направле- [c.765]
| Фиг. 62. Направляющие угольники для фуговальных станков. |
Параллельно перемещаемая плита 1 на фиг. 81 для привода фуговального станка перемещается по направляющим станины 2 и связана со станиной посредством замыкаю-
[c.769]
Подразделённые электродвигатели применяются для привода длинных ножевых головок, не всегда используемых во всю длину (фуговальные станки). Вследствие сложности устройства их применение ограничено.
[c.771]
Вследствие сложности устройства их применение ограничено.
[c.771]
Фуговальный станок с ручной подачей СФ4-4 Точная обработка нижней плоскости (базы). Обработка в угол досок и брусков Наибольшая ширина строгания 400 мм, число ножей 2. п — 5000 об мин [c.371]
Фуговальный станок с автоматической подачей СФА-6 Обработка широких и длинных заготовок, щитов Наибольшая ширина строгания 630 мм, толщина до 200 мм, наименьшая длина 400 мм, п = 6000 об мин [c.371]
Станки круглопильные с ручной подачей Станки строгальные рейсмусовые Станки фуговальные Станки фрезерные по дереву Станки ленточно-пильные [c.283]
Фуговальные станки. Фуговальный станок (фиг. 129) состоит из чугунной станины 1, закрепляемой на бетонном фундаменте передней 2 н задней 3 плит стола вверху в средней части станины в шариковых подшипниках установлен ножевой вал 4 с ножевой головкой 5. В некоторых станках вал с ножевой головкой сделан задело, что крайне неудобно, так как при износе и поломке вала или ножевой головки необходимо менять весь узел. [c.115]
[c.115]
Широко применяются фуговальные станки типа СФ-5 завода IIG
[c.116]
| Фиг. 132. Фуговальный станок типа СФ-5 завода им. Кагановича. |
Ограждения на фуговальных станках
[c.138]
Причиной травматизма при работе на фуговальных станках является ручная подача древесины. Поэтому для предупреждения несчастных случаев должна быть механизирована подача материала на [c.138]
Механизация подачи на фуговальных станках осуществляется толкателями. На фиг. 163 изображен рычажный шарнирно укрепленный толкатель типа Леке, смонтированный на направляющей линейке и имеющий возможность перемещаться вдоль нее. Материал на ножевую головку подается толкателем при помощи упирающегося в него штифта и прижимается к столу прижимом. Над линейкой установлен винтовом упор, ограничивающий опускание толкателя.
[c.138]
Над линейкой установлен винтовом упор, ограничивающий опускание толкателя.
[c.138]
| Фиг. 166. Веерное ограждение ножевой головки фуговального станка. |
Скорость подачи до 30 м/мин на рейсмусовых станках и до 25 м/мин на фуговальных станках (механическая подача).
[c.29]
Фуговальные станки СФ4-3 9—716 Супортн с ножевым валом 9 — 716 Фуко токи 1 (1-я) — 517 Фундаментальное число первое — Вычисление 1 (1-я)-260 Фундаментные плиты вертикально-сверлильны] станков 9 — 358 [c.327]
Круглопильный с ручной подачей. …. Круглопйльный с механической подачей Ленточная столярная пила……… Фуговальный станок. ……….. Рейсмусовый……………. Четырёхсторонний строгальный…… Автошпунтовальный и фрезерный станки. I-I.5 I 1—1.5 0,5—1,0 1,0—1,5 I—1.5 [c.666]
При расчёте деталей фуговального станка обычно задаются мощностью электро 1вига-теля, которая подбирается путём сравнения со станками аналогичной конструкции.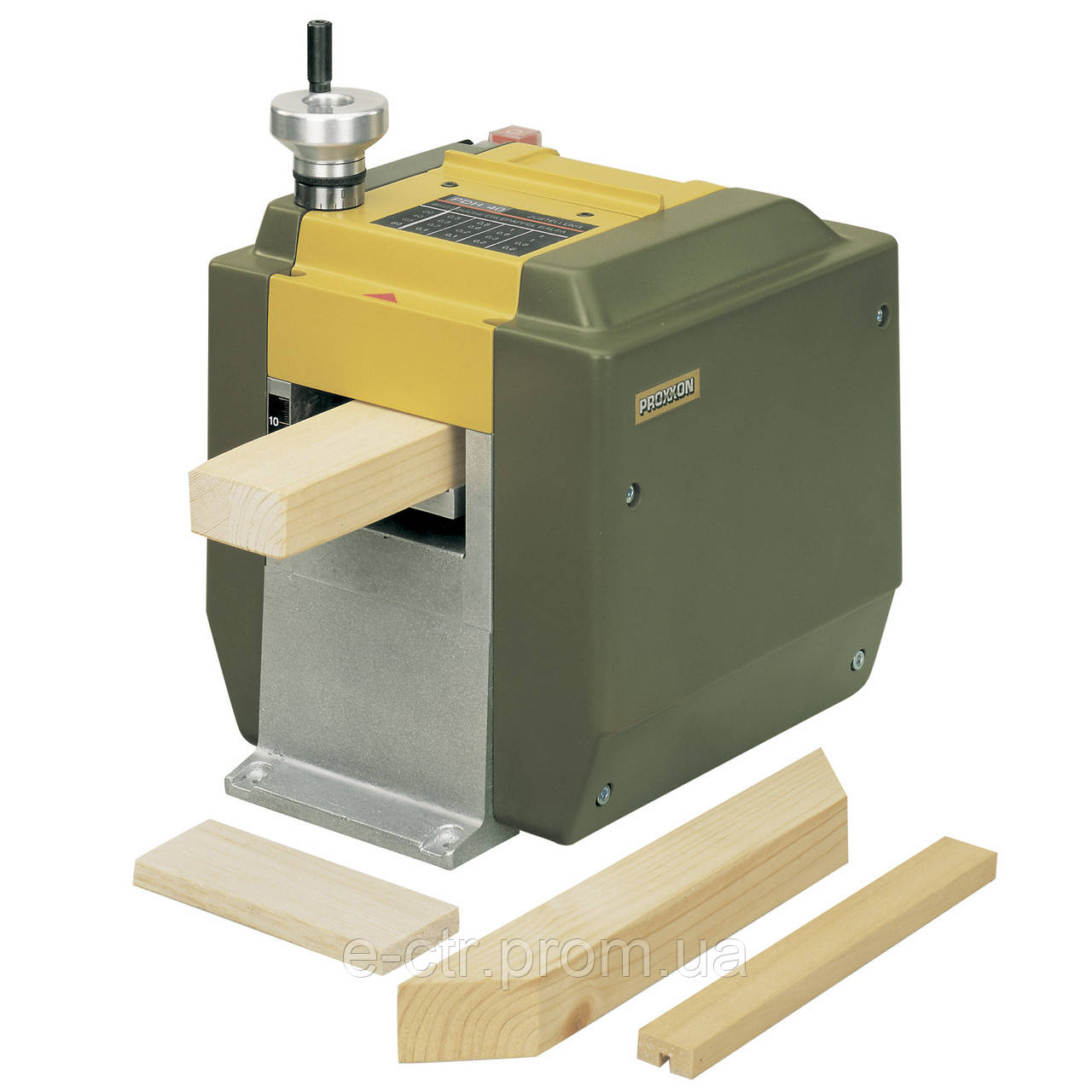 Для ширины строгания 400 мм при ручной по даче достаточна мощность 3—3,5 Исходя из этого, ведут обычным путём расчёт шкивов и ремня (плоского или трапецоидального).
[c.717]
Для ширины строгания 400 мм при ручной по даче достаточна мощность 3—3,5 Исходя из этого, ведут обычным путём расчёт шкивов и ремня (плоского или трапецоидального).
[c.717]
На фиг. 14 показан супорт фуговального станка СФ4-3 с ножевым валом. Соединение подшипников в один блок делает конструкцию этого узла более надёжной, чем у тех станков, у которых подшипники размещены раздельно. Ножевой вал — цельный с выфре-зерованными двумя пазами для ножей. Ножи крепятся с помощью клиньев, прижатых разжимными болтами. [c.717]
Рейсмусовый станок применяется во всех деревообделочных производствах — обычно для строжки на определённую толщину щитов досок и брусков после того, как они пропущены через фуговальный станок, точно прострогавщий одну сторону. [c.718]
Станок имеет только один рабочий вал (фиг. 37). На вал слева насажен шкив 1, в торец вала ввёрнута насадка 2 для сверлильного патрона. Дальше идёт утолщённая ножевая головка рейсмусового станка 3 и такая же головка фуговального станка . На конец вала насаживается фрезерная головка 5 или пила 6. Вал делает 4U00 об,мин. Рейсмусовая часть станка им ет подъёмный стол и автоматическую вальцевую подачу верхними вальцами 9 и 14 м/мин. Привод рабочего вала и механизма подачи осуществляется от общего электродвигателя. Механизм подачи получает движение от двухступенчатого шкива. Привод вальцов осуществляется роликовой цепью от промежуточной пары цилиндрических колёс. Ремни и электродвигатель накрыты щитом. который одновременно служит столом для выходящего из рейсмусового станка строганого материала.
[c.735]
На конец вала насаживается фрезерная головка 5 или пила 6. Вал делает 4U00 об,мин. Рейсмусовая часть станка им ет подъёмный стол и автоматическую вальцевую подачу верхними вальцами 9 и 14 м/мин. Привод рабочего вала и механизма подачи осуществляется от общего электродвигателя. Механизм подачи получает движение от двухступенчатого шкива. Привод вальцов осуществляется роликовой цепью от промежуточной пары цилиндрических колёс. Ремни и электродвигатель накрыты щитом. который одновременно служит столом для выходящего из рейсмусового станка строганого материала.
[c.735]
На фиг. И показаны столы фуговальных станков, перемещаемые по вертикали на 10—12 мм. Столы по фиг. 11, а перемеща- [c.751]
Фиг. 37. Автоматическая линия БЛ-1 для обработки брусковых деталей / — автоукладчик УА-3 2 — двусторонний щиторезный станок ШД-10 3 — перекладчик 4 — четырехсторонний строгальный станок С164 3 — транспортер 6 — двусторонние фуговальные станки С2Ф-4 7 — автоподатчики УПА-3 3 — прижим 9 — автопитатель П. 3. 3.
|
Фуговальный станок с ручной подачей СФ6-2 Точная обработка плоскостей щитов, досок, брусков Наибольшая ширина строгания 600 мм. Число ножей 2, п — 5000 о61мин
[c.371]
Фрикционные ролики в устройствах для подачи лент с рулонных катушек В 65 Н 16/10, 18/(16—18), 20/(02—04, 36—40) Фуговальные станки В 27 С 1/02 Фундаменты для тяжелых грузов на судах В 63 В 3/70 Фуникулеры В 61 В 9/00 Фургоны В 60 Р 3/32-3/38 Фурмы производства стали С 21 С 5/48 шахтных печей, устройства F 27 В 1/16 кузнечных горнов В 21 J 19/02) Футеровка [F 23 (дымоходов J 13/02 камер сгорания (топок) М 5/00-5/04) конвертеров для получения стали С 21 С 5/44 литейных ковшей, черпаков и т. п. В 22 D 41/02 нагревательных, обжиговых, плавильных или ретортных печей F 27 (В 1/14, 3/14, 5/08, 7/28, 9/34, 13/10, 15/06, D 1/00, 1/(10, 14, 16) сопел реактивных двигателей F 02 К 1/82 трубчатых печей для крекинга углеводородных масел В 01 J 19/02] Футляры (как принадлежности для письма или черчения В 43 К 31/00 для ручных режуших инструментов В 26 В 29/(00—04)) Фюзеляжи летательных аппаратов, конструкция и элементы В 64 С 1/00-1/40, 35/02, 39/04
[c. 205]
205]
При механизированных поточных линиях на участках раскроя пиломатериалов на заготовки из круглопильных станков для поперечного и продольного раскроя типов ЦПА-2, ЦЦК-5 и общелинейном оборудовании (роликовые и ленточные транспортеры) плотность обслуживания линии уменьшается на 35% по сравнению с позиционным оборудованием. Полуавтоматическая линия из питателя фуговального станка, четырехстороннего строгального, шипорезного двустороннего станка и общелинейного оборудова- [c.102]
Наладка фуговального станка. В наладку фуговального станка входнт [c.119]
Наладка рейсмусовочного станка. Ножи в ножевой головке рейсму-совочиого стайка устанавливают и фугуют точно так же, как в фуговальных станках. [c.121]
| Фиг. 164. Когтевое приспособление Фиг. 165. Щиток для ограждения ножевой для устранения обратного выбрасы- головки фуговального станка. |
Ограждения ножевых головок фуговальных станков разнообразны, п — чем более совершенны автоматические ограждения. Для ограждения ножевой головки при фугованнн одной пласти брусков рскоме -дуется устанавливать автодматнчески действующий щиток (фнг. 165). Но при таком ограждении независимо от ширины обрабатываемого материала открывается вся ножевая головка, что представляет опасность для рабочего.
[c.139]
Для ограждения ножевой головки при фугованнн одной пласти брусков рскоме -дуется устанавливать автодматнчески действующий щиток (фнг. 165). Но при таком ограждении независимо от ширины обрабатываемого материала открывается вся ножевая головка, что представляет опасность для рабочего.
[c.139]
Более сложными, но компактными и надежными в работе являются клавишные ограждения ножевых головок фуговальных станков. На фиг. 168 изображено клавишное ограждение типа Книзель, в котором [c.139]
Jet 54 A HH Фуговальный станок, 230 В
Описание
Фуговальный станок JET 54A HH с валом HELICAL (кукуруза) – улучшенное качество работы
Главное отличие от обычного фуганка 54A наличие наборного вала Хеликал, дающего серьезную экономию на ножах, станок начинает работать тише и качество обработки заготовки увеличивается. Не рекомендуется для работы со смолистыми породами древесины.
Фуговальный станок JET 54A HH позволяет каждому, кто с ним работает ощутить себя профессионалом и с легкостью добиться желаемого результата, независимо от породы из которой изготовлена обрабатываемая заготовка. Стационарный тип устройства подходит под многие виды цеховых производств.
JET 54A HH — фуговальный станок, состоящий из прочного основания — чугунного рабочего стола, служащего основой фугования. С его размерами 1700,00х187,00мм – станок становится удобным место для расположения на нем заготовок. Чтобы обеспечить высокую точность с впечатляющим качеством обрабатываемых деталей, столу придали идеальную плоскостность с простой регулировкой. Благодаря упору 950,00×120,00мм., достигается надежная фиксация обрабатываемой заготовки с возможностью её наклона до 45° по обеим сторонам. По ширине строгание может составлять максимально150,00мм.
Сравнение фуговальных станков
Наладка строгального станка
Мы расскажем, как обнаружить и исправить наиболее часто встречающиеся проблемы.
Характеристики
| Габариты | 2000х900х400 мм |
| Масса | 130 кг |
| Зона обработки | 150 мм |
| Частота вращения | 5500 об/мин |
| Мощность потребляемая | 1,35 кВт |
| Мощность выходная | 0,75 кВт |
| Напряжение | 230 В |
| Вал | 63 мм |
| Количество ножей | 28 |
| Глубина обработки | 0-3 мм |
| Размер столов | 1700х180 мм |
| Упор | 120х960 мм |
| Поворот упора | +45° / 90° / -45° |
| Размер ножей | 15х15х2,5 мм |
| Почитать | Сравнение фуговальных станков JET |
Комплектация
- Комплект, установленных на валу, ножей
- Фуговальный упор
- Ограждение ножевого вала
Принадлежности
|
Для обработки лицевой части деревянной заготовки, а также ее лицевой кромки используется фуговальный станок. Выбор подходящего агрегата
Выбирая фуговальный станок, обратите внимание на следующие его характеристики:
Также при выборе фуговального станка нужно учесть его габариты и стоимость. В таком случае вы сможете подобрать оборудование, которое действительно подходит вам и устраивает по всем параметрам. |
 Его часто используют не только на производствах, но и в быту. В частности, он необходим для изготовления мебели. Если присутствует необходимость в обработке не только лицевых частей заготовки, то в таком случае мастер может предпочесть фуговально-рейсмусовый станок, объединяющий в себе возможности фуговального и рейсмусового оборудования.
Его часто используют не только на производствах, но и в быту. В частности, он необходим для изготовления мебели. Если присутствует необходимость в обработке не только лицевых частей заготовки, то в таком случае мастер может предпочесть фуговально-рейсмусовый станок, объединяющий в себе возможности фуговального и рейсмусового оборудования.

 Также помните, что от заточки ножей зависит конечный результат, а значит, их необходимо периодически отдавать на заточку.
Также помните, что от заточки ножей зависит конечный результат, а значит, их необходимо периодически отдавать на заточку.
Фуговальные станки по дереву: видео, фото, СФ
При обработке обрезной доски фуговальный станок находится в начальной стадии создания базовой ровной поверхности. Плоскость формируют на одной или двух, расположенных под углом 90°, сторонах заготовки. Деревянный элемент, проходя этот подготовительный строгальный этап, становится пригоден для дальнейшей обработки уже на рейсмусовых устройствах.
Фуговальный станок Proma HP-200C
Назначение фугования
Черновая база доски получается волной при распиловке, подвергается короблению при сушке. На станках другого типа исправить такой дефект не удастся. Во время фугования на станке СФ нажим действует в продольном направлении для получения ровной плоскости. Давление сверху даст временное выравнивание, которое уйдет после снятия нагрузки. Заготовка будет гладкой, но не станет ровной.
Давление сверху даст временное выравнивание, которое уйдет после снятия нагрузки. Заготовка будет гладкой, но не станет ровной.
Чтобы убрать неровности значительного размера делают несколько проходов до получения нужной геометрии. Усилие прижима распределяют так, чтобы первоначальная форма не менялась, выравнивание происходило строгальным устройством.
От качества базовой стороны зависит точность/искажение других трех сторон.
- Схема фугования
- Рекомендация по фугования
Устройство
Фуганки различают по способу подачи заготовки;
- ручная;
- механическая (толкатель, фрикцион).
Устройства СФ, на которых доска подается на обработку вручную, обладают меньшей производительностью. Самостоятельная работа на них имеет определенные ограничения. Максимальная длина изделия 1,5 м. Увеличение размера приводит к изгибу материала из дерева при свисании с края стола. Ограничения минимального габарита при удерживании рукой:
- длина – 0,4 м;
- толщина – 0,03 м;
- ширина – 0,05 м.


Строгальный процесс древесины меньших размеров выполняют, используя специальные приспособления – толкатели, колодки. Сложные фасонные поверхности на СФ выбирать запрещается!
На крупногабаритном оборудовании, оснащенном приспособлениями с механической подачей, вальцы находятся на самом столе или выполнены в виде приставных автоматов. Регулировка прижима должна исключать выпрямление имеющегося коробления. Мощные стационарные аппараты для фугования по дереву оснащаются конвейерами с системой пружин, пальцев, упоров, вакуумным захватом.
Основные узлы
Любой фуговальный станок состоит из следующих основных частей:
- Станина. Объединяет все детали в одну конструкцию. Основное назначение, не зависимо от материала изготовления, – фуговальный станок должен обладать устойчивостью при работе. В легких фуганках неподвижность достигается ручной регулировкой нескользящих опор. Другой вариант – анкерное крепление к полу.
- Стол. Состоит из передней и задней плиты. Материалом у СФ промышленного производства является серый чугун. Литейная форма нерабочей стороны плиты задает ребра жесткости, снижающие вибрации фуговального станка. Кромку, обращенную к ножам, наращивают стальной накладкой, выполняющей задачи обрыва стружки, выставления зазора до режущей части, сопротивления истиранию от шероховатостей скользящего дерева.
 Материалом у СФ промышленного производства является серый чугун. Литейная форма нерабочей стороны плиты задает ребра жесткости, снижающие вибрации фуговального станка. Кромку, обращенную к ножам, наращивают стальной накладкой, выполняющей задачи обрыва стружки, выставления зазора до режущей части, сопротивления истиранию от шероховатостей скользящего дерева.
Материалом у СФ промышленного производства является серый чугун. Литейная форма нерабочей стороны плиты задает ребра жесткости, снижающие вибрации фуговального станка. Кромку, обращенную к ножам, наращивают стальной накладкой, выполняющей задачи обрыва стружки, выставления зазора до режущей части, сопротивления истиранию от шероховатостей скользящего дерева.Основные узлы фуговального станка
В малых, самодельных станках ставят цельные стальные плиты со шлифованной поверхностью. Встречаются строгальные устройства ручной работы из толстой фанеры. Вибрации, истирание, малая механическая прочность делают выполнение ручной работы на них низкокачественным и опасным.
- Ножевой вал. Цилиндрическая форма с шипами на торцах для опорных подшипников. В прорези трапециевидного сечения вставляются ножи. Крепление режущего инструмента обеспечивают клиновыми вставками и фиксацией болтами. Разгон центробежных сил создает усилие клина на запирание. Высота выхода из корпуса одинаковая. Масса вставок подбирается одинаковая для балансировки вращения. Применение наружных накладок не рекомендуется из-за опасности ослабления крепления и отрыва во включенном состоянии.
 Масса вставок подбирается одинаковая для балансировки вращения. Применение наружных накладок не рекомендуется из-за опасности ослабления крепления и отрыва во включенном состоянии.
Масса вставок подбирается одинаковая для балансировки вращения. Применение наружных накладок не рекомендуется из-за опасности ослабления крепления и отрыва во включенном состоянии.- Электродвигатель. Располагают на станине в нижней части для смещения центра тяжести, придания устойчивости. Вращающий момент подводит ременная передача. В действующем СФ все вращающиеся элементы закрыты кожухом. Кнопки управления выносятся в удобное место.
- Направляющая линейка. Крепится болтами над ножевым валом в прорезях плит. Перемещается поперек стола в зависимости от требуемой ширины строгальной заготовки. По вертикали отклоняется до 45° (при ручной обработке не прямоугольных изделий из дерева).
Регулировка
Плоскости фуговальных станков, по которым двигают материал, выставляются с помощью кривошипного механизма. При вращении рукоятки эксцентрик проворачивается в подшипнике, поднимая (опуская) плиту. После установки заданного параметра фиксируется стопором. Находясь в одном горизонте, смещение передней части составляет толщину выбранного слоя. Задняя плоскость – по касательной к поверхности вращения ножей. Ручной регулировкой выставляют разницу в 1,25 – 1,5 мм. В среднем для строгания будет достаточно 2 прохода.
После установки заданного параметра фиксируется стопором. Находясь в одном горизонте, смещение передней части составляет толщину выбранного слоя. Задняя плоскость – по касательной к поверхности вращения ножей. Ручной регулировкой выставляют разницу в 1,25 – 1,5 мм. В среднем для строгания будет достаточно 2 прохода.
Технические условия эксплуатации СФ требуют устанавливать ножи без перекоса по длине. Выступ равномерный, в пределах от 0,7 мм до 1 мм. Ось вращения совпадает с валом. Выработка по высоте, толщине детали контролируется перед началом работы, превышающая допуски выбраковывается. Подкладка под основную планку запрещена. Для быстроты, точности установки пользуются контрольными приспособлениями (шаблонами-скобами с заданным размером).
Скорость подачи регулируют в прямой зависимости от дефектов дерева. Чем больше, тем медленнее строгание.
От режущей части до кромки стола зазор менее 2 мм приводит к быстрому износу режущей области деталей фуговальных станков, больше 3 мм – к вырыванию кусков дерева.
Варианты оснастки
Некоторые фуганки строгают сразу две перпендикулярные стороны. Для этого у СФ установлена вертикальная ножевая головка. Привод ременной.
С подающей стороны на фуговальный станок для безопасности ставят веерное ограждение. Пружинный механизм зарывает вращающуюся часть до направляющей линейки. Смещается надвигаемой заготовкой.
В комплекте может выпускаться аппарат для фугования и заправки ножей, роликовый конвейер для подачи. Фуганки оснащаются стружкоприемником, местами подключения аспирации.
Скорость вращения у разных моделей фуговальных станков от 2850 до 6000 об/мин.
Мощность двигателя варьируется от 0,3 до 18 КВт.
Ширина ножа в среднем 0,26 м, малые специализированные – 0,15 м, промышленные стационарные 0,6-1 м. Равномерность выработки достирают смещением по столу направляющей планки. Угол резания на валу 50—65°; наклон 10—15°; заточка 40—50°. Ставят 2, 4 и больше шт, в зависимости от средней скорости подачи досок.
Ставят 2, 4 и больше шт, в зависимости от средней скорости подачи досок.
Параметры выбора
Основным размером СФ, влияющий на чистоту и скорость строгания, является диаметр ножевого вала. Частота вращения улучшает качество обработки. Наличие сервисных мастерских, качественных расходных материалов, запчастей обеспечат долгосрочную эффективную эксплуатацию устройства.
Для чего нужны рейсмусовые и фуговальные станки?
Среди деревообрабатывающих станков выделяется категория продольно-фрезерных, к которым относятся фуговальные и рейсмусовые.
С их помощью можно осуществлять обработку пиломатериалов на чистовую. Станки убирают все виды дефектов, если они возникли при обработке дерева. Для них нужно брать только ту древесину, что была хорошо высушена. Чем отличаются друг от друга данные виды инструментов, и для каких целей лучше всего использовать фуговальные, а для каких рейсмусовые станки?
Для досок, щитов и брусков необходимо использовать рейсмусовые станки. Они позволяют выстругивать материалы определённого размера, ориентируясь на нужную толщину изделия и разделывая его на две полоски, параллельные друг другу. Они очень похожи на фрезерные станки с ЧПУ. Ножевой вал находится над столом. Эта группа инструментов нужна для серийного или мелкосерийного создания различных столярных изделий, когда нужно точно соблюдать сохранение параметров. Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Они позволяют выстругивать материалы определённого размера, ориентируясь на нужную толщину изделия и разделывая его на две полоски, параллельные друг другу. Они очень похожи на фрезерные станки с ЧПУ. Ножевой вал находится над столом. Эта группа инструментов нужна для серийного или мелкосерийного создания различных столярных изделий, когда нужно точно соблюдать сохранение параметров. Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Фуговальные станки для обработки дерева необходимы для создания ровной поверхности без единой шероховатости. На них установлен ножевой вал, который оборачивается внутри стола. Инструмент может обстругивать материал по углам или по плоскости. Станки этого типа, как и рейсмусовые, могут быть односторонними и двусторонними. Последние примечательны тем, что позволяют обстругивать одновременно кромку и пласт изделия. В функции фуговальных станков входит предварительная обработка материала, которые имеют значительные покоробленности. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
На них установлен ножевой вал, который оборачивается внутри стола. Инструмент может обстругивать материал по углам или по плоскости. Станки этого типа, как и рейсмусовые, могут быть односторонними и двусторонними. Последние примечательны тем, что позволяют обстругивать одновременно кромку и пласт изделия. В функции фуговальных станков входит предварительная обработка материала, которые имеют значительные покоробленности. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
Существует смешанная разновидность станков, фуговально-рейсмусовые, которые объединяют в себе преимущества обоих видов инструментов.
Автоматическая подача заготовок на оба вида станков осуществляется благодаря трём типам механизмов: конвейерного, каретного или вальцового. Возможно и подавание заготовок вручную.
Возможно и подавание заготовок вручную.
Уход за станками нужно осуществлять регулярно. Перед тем как начать работу на станке, необходимо проверить состояние фрезов и ножей, насколько они правильно установлены. Если они затупились, то их нужно заточить. В противном случае на изделии появится неприятная мшистость, сколы и вырывы.
Фуговальные станки для фрезерования древесины
Фуговальные станки с ручной подачей находят широкое применение в модельных цехах. Они предназначены для строгания одной плоскости или двух, расположенных друг к другу под углом (пласть и кромки).
Фуговальный станок (рис. 65, а) имеет станину, на которой укреплены две чугунные, хорошо отшлифованные плиты стола (передняя и задняя). Плиты при помощи винтов можно опускать и поднимать, регулируя толщину срезаемой стружки. Вдоль стола имеется съемная чугунная направляющая линейка, которую можно передвигать по ширине стола и придавать нужный наклон к столу.
Передняя плита обычно длиннее задней на 30—50%, ее устанавливают ниже задней на толщину h снимаемой стружки, заднюю плиту располагают на одном уровне с лезвием ножа.
Между плитами стола находится ножевой вал цилиндрической формы с пластинчатыми ножами. Ножи изготовляют из углеродистой инструментальной стали. Угол резания ножей на валу 50—65°; угол наклона а=10—15°; угол заточки р = 40—50°. На валу может быть установлено два, четыре и больше ножей, в зависимости от скорости подачи материала. У станков со скоростью подачи до 20 м/мин на ножевых валах закрепляют два или четыре ножа. Ножевой вал, приводимый в движение от электродвигателя, вращается в подшипниках, вмонтированных в боковые стенки станины. Концы плит ножевого вала имеют накладные планки-губки для уменьшения зазора (не более 3 мм) между лезвиями ножей и краем накладки, что необходимо для поддержания волокон при срезании стружки, а также предохранения концов плит от истирания и выкрашивания.
Над ножевым валом устанавливают предохранительный щиток или предохранительную штору, которые во время работы самой обрабатываемой деталью отодвигаются в сторону, а затем после прохода ее под действием пружины вновь закрывают весь нож. На ножевом валу винтами закрепляется ножевая головка с ножами. Тонкие ножи крепят на валу при помощи накладок (рис. 65, б), а толстые при помощи горбушек ножевой головки. Первым способом крепят ножи без пазов толщиной 3—5 мм и шириной 25—30 мм. Их вставляют обушком в небольшое углубление вала и закрепляют винтами зажимных накладок. При этом винты не ввинчивают, а вывинчивают из отверстия накладки до упора в стенку паза. Ножи и накладки с винтами должны л меть одинаковую массу, чтобы во время работы не было биения ножевого вала.
На ножевом валу винтами закрепляется ножевая головка с ножами. Тонкие ножи крепят на валу при помощи накладок (рис. 65, б), а толстые при помощи горбушек ножевой головки. Первым способом крепят ножи без пазов толщиной 3—5 мм и шириной 25—30 мм. Их вставляют обушком в небольшое углубление вала и закрепляют винтами зажимных накладок. При этом винты не ввинчивают, а вывинчивают из отверстия накладки до упора в стенку паза. Ножи и накладки с винтами должны л меть одинаковую массу, чтобы во время работы не было биения ножевого вала.
Для обеспечения точной и чистой обработки поверхности древесины необходимо произвести тщательную наладку ножей на валу станка. При наладке фуговальных станков сначала надо отбалансировать вал с ножами, которые должны быть установлены так, чтобы лезвия их располагались на одинаковом расстоянии от центра вала и равномерно выступали за кромки стружколомателя на 1—2 мм, а также на одинаковой высоте выступали над столом. При отбалансировке вал несколько раз приводят во вращение вокруг оси и останавливают. Если вал после остановки сохранит полную неподвижность и не делает дополнительного вращательного движения, его считают отбалансированным. Затем проверяют крепление вала и общую прямолинейность передней и задней плит стола. После этого производят проверку правильности установки ножей по высоте при помощи контрольного бруска, выстроганного из твердой древесины, который кладут на заднюю плиту и подводят к лезвию одного из ножей. Если при проворачивании вала лезвия всех ножей одинаково касаются поверхности линейки, то ножи по высоте установлены правильно, если же неодинаково, то надо ослабить винты и добиться точной установки их. После тщательной выверки и установки ножи наглухо затягивают сначала средними болтами, затем остальными.
Если вал после остановки сохранит полную неподвижность и не делает дополнительного вращательного движения, его считают отбалансированным. Затем проверяют крепление вала и общую прямолинейность передней и задней плит стола. После этого производят проверку правильности установки ножей по высоте при помощи контрольного бруска, выстроганного из твердой древесины, который кладут на заднюю плиту и подводят к лезвию одного из ножей. Если при проворачивании вала лезвия всех ножей одинаково касаются поверхности линейки, то ножи по высоте установлены правильно, если же неодинаково, то надо ослабить винты и добиться точной установки их. После тщательной выверки и установки ножи наглухо затягивают сначала средними болтами, затем остальными.
Некоторые станки имеют специальное приспособление для установки и правки ножей, например, станок СФ-6.
При работе на фуговальном станке подают вручную пиломатериал на вращающиеся ножи, и когда передний конец пройдет за ножи, обрабатываемую деталь (доску, брусок) прижимают левой рукой к поверхности задней плиты. При строгании усилие прижатия досок и щитов к плите должно составлять примерно 6—8 кгс. Ровные доски строгают с одного-двух приемов. Если доска покоробленная, то рекомендуется сначала за два-три прохода снять стружку с выступов, а затем строгать ее пб всей длине. На фуговальном станке СФ-6 можно строгать доски шириной до 600 мм. Наибольший угол наклона направляющей линейки 45°.
При строгании усилие прижатия досок и щитов к плите должно составлять примерно 6—8 кгс. Ровные доски строгают с одного-двух приемов. Если доска покоробленная, то рекомендуется сначала за два-три прохода снять стружку с выступов, а затем строгать ее пб всей длине. На фуговальном станке СФ-6 можно строгать доски шириной до 600 мм. Наибольший угол наклона направляющей линейки 45°.
Применение приставных автоподатчиков для механической подачи заготовок позволяет облегчить труд рабочего, повысить производительность работы на станке и сделать работу на нем безопасной.
Скорость резания на фуговальных станках составляет около 26 м/с, а скорость подачи 0,2 м/с.
При ручной подаче заготовки, а также при строгании заготовок малой длины нужно пользоваться ручной деревянной прижимной колодкой — толкателем или ручным металлическим толкателем (рис. 66, а, б).
Рис. 65. Фуговальный станок СФ4-4:
а — общий вид, б — схема крепления ножей в головке накладками; 1 — станина, 2 — ножевой вал, 3 —задняя плита стола, 4 — штора, ограждающая ножевой вал, 5 — направляющая линейка, 6 — ручка эксцентрикового механизма настройки переднего стола по высоте, 7 — передняя плита стола, 8 — кнопочный переключатель, 9 — нижи, 10 — зажимные накладки с винтами, 11 — стальные накладки на плитах, 12 — задняя плита стола, 13 — передняя плита стола
Рис. 66. Приспособления для ручной подачи коротких заготовок при строгании на фуговальных станках:
66. Приспособления для ручной подачи коротких заготовок при строгании на фуговальных станках:
а — деревянная прижимная колодка-толкатель, б — металлический толкатель; 1 — паз направляющей линейки, 2 — прижим толкателя, 3 — рукоятка, 4 — упор толкателя, 5 — заготовка
Назначение рейсмусно-фуговальных станков
Среди большого количества деревообрабатывающего оборудования существует такая категория, к которой стоит отнести рейсмусно-фуговальные станки.
При помощи таких агрегатов выполняется чистовая обработка пиломатериалов. Они качественно устраняют все типы дефектов, которые часто наблюдаются при деревообработке. В качестве особенности эксплуатации стоит отметить то, что для таких станков используется только высушенная древесина.
Как работает фуговально-рейсмусовый станок?
Оборудование является комбинированным агрегатом, сочетающим в себе функциональные возможности рейсмусового и фуговального станка. Преимущество техники в повышенной функциональности.
Преимущество техники в повышенной функциональности.
После распила и обработки материала он поступает для обработки. Задача универсального агрегата в том, чтобы устранить имеющиеся недостатки. Основой станка выступает рабочий стол, который надежно закреплен со станиной, на которую и осуществляется подача заготовки.
Подача заготовки осуществляется на станину через автоматическую либо ручную подачу. При этом взаимодействует с вращающимися лезвиями, которые очищают плоскость изделия. Особенность оборудования такого типа в том, что она позволяет выполнять строгание на требуемую глубину.
Режущая часть агрегата находится в верхней части, но существуют модели, у которых ножи находятся под поверхности рабочего стола. Регулировку высоты обеспечивает линейка, имеющаяся на корпусной части.
Станок такого типа производит одновременно две операции, поэтому его использование оправдано при промышленном производстве. Его часто используют при масштабном строительстве. Качественная обработка пиломатериала при этом гарантируется.
Качественная обработка пиломатериала при этом гарантируется.
Важно обеспечить за оборудованием регулярный уход и тогда оно прослужит в долгосрочной перспективе.
ООО «Стальбрус»
ИНН: 5262360987
ОГРН: 1195275001096
Юридический адрес 603098, Нижегородская область, город Нижний Новгород, Артельная улица, дом 31, офис 16
На правах рекламы
Строгальный станок | MachineMfg
Введение
Рубанок — это станок, который использует строгальный станок для строгания плоскости, канавки или формующей поверхности заготовки.
Строгальный станок используется для создания относительного линейного возвратно-поступательного движения между инструментом и заготовкой с целью строгания поверхности заготовки.
Возвратно-поступательное движение — это основное движение строгального станка.
Помимо основного движения, станок также имеет вспомогательное движение, также называемое движением подачи.
Подача строгального станка — это прерывистое движение стола (или строгального станка).
Строгальные станки можно использовать для строгания горизонтальных, вертикальных, наклонных, криволинейных, ступенчатых, ласточкиных хвоста, Т-образных, V-образных канавок, а также для вырезания отверстий, шестерен и стоек.
Если строгальный станок правильно модифицирован, его объем может быть расширен.
Обладает высокой производительностью при строгании узких и длинных поверхностей строгальным станком. Подходит для малых и средних серийных производств и ремонтных мастерских.
Рубанок — это станок с линейным перемещением, который использует строгальный станок для строгания плоскости, паза или формующей поверхности заготовки.
При использовании строгальной обработки инструмент проще, но производительность ниже (за исключением длинных и узких плоскостей), поэтому он в основном используется в цехах штучного, мелкосерийного производства и ремонта машин и часто заменяется фрезерные станки в серийном производстве.
Принцип строгания
Ползун имеет строгальный и строгальный станок для прямолинейного движения.Поскольку револьверная головка на переднем конце гидроцилиндра имеет форму буровой головки, она также известна как рубанок с прямой головкой.
Строгальный станок в основном используется для строгания, формирования поверхности и канавки на малых и средних заготовках при штучном мелкосерийном производстве.
Основное движение строгального станка малого и среднего размера в основном приводится в движение кривошипно-коромысла (см. Кривошипно-ползунковый механизм), поэтому скорость движения цилиндра неодинакова.
Крупногабаритные строгальные станки с закругленной головкой в основном имеют гидравлический привод, а гидроцилиндр в основном движется с постоянной скоростью.
Скорость обратного хода цилиндра больше, чем скорость рабочего хода.
Производительность головного строгального станка ниже из-за использования однолезвийного строгального станка и отсутствия резки при возврате ползуна.
Главный параметр станка — максимальная длина строгания.
Строгальный станок перемещается горизонтально с помощью цилиндра с рубанком.
Держатель инструмента можно поворачивать на угол в вертикальной плоскости и подавать вручную. Стол несет заготовку для прерывистой боковой или вертикальной подачи.
Обычно используется для обработки плоскостей, канавок и «ласточкин хвост».
Профилирующий строгальный станок предназначен для добавления механизма профилирования к обычному строгальному станку для обработки фасонных поверхностей, таких как лопатки турбины.
Ползунки и суппорты передвижного строгального станка с прямой головкой можно также перемещать по станине (горизонтально) или вертикально (вертикально) для строгания частичной плоскости очень больших заготовок.
Поделиться — это забота!
▷ Купить б / у строгальные станки по хорошей цене на аукционе
Рубанки и оконная техника
Индекс
- Рубанки для точных и высококачественных поверхностей
- Как работают строгальные станки
- Оконные станки для стабильной работы качество
- Типы оконных и деревообрабатывающих станков
- Строгальные станки
- Рейсмусовые станки
- Комбинированные строгальные станки
- Строгальные станки для снятия фасок
- Роликовые станки
- Оконные станки
- На что следует обратить внимание при покупке строгальных станков?
- Производители строгальных станков и оконных машин
Строгальные станки для получения прецизионных и высококачественных поверхностей
Строгание — это процесс, при котором внешние слои твердого материала постепенно изнашиваются или отслаиваются для создания новой поверхности или заготовка с высочайшим уровнем точности и размерной точности. Рубанки позволяют допускать точность до десятых долей миллиметра. Строгать можно только основные древесные материалы. Доски, балки и массив дерева, в лучшем случае конструкции из клееной древесины, можно обрабатывать на строгальном станке.
Рубанки позволяют допускать точность до десятых долей миллиметра. Строгать можно только основные древесные материалы. Доски, балки и массив дерева, в лучшем случае конструкции из клееной древесины, можно обрабатывать на строгальном станке.
ДСП и аналогичные материалы, однако, не подходят для строгальных станков, но, учитывая, что эти материалы обычно производятся с размером, требуемым с самого начала, это вряд ли неудобство.
Как работают строгальные станки
Строгальный станок по дереву — один из старейших инструментов в области деревообработки.Прежде всего, он состоит из широкого лезвия, которое направляется вдоль волокон данного куска дерева.
Наиболее распространенные типы ручных рубанков имеют жесткое лезвие. С другой стороны, электрические строгальные станки по дереву работают с использованием вращающегося строгального ролика, который оснащен по меньшей мере двумя лезвиями и может быстро строгать излишки поверхностного материала, пока заготовка не приобретет желаемую форму.
Строгание позволяет достичь трех целей: во-первых, оно снимает внешние слои грубо распиленной заготовки с точностью до десятых долей миллиметра.Во-вторых, он выравнивает поверхность и уравновешивает небольшие радиусы и дуги. И, наконец, строгание позволяет получить гладкую поверхность без сколов и сколов. Это означает, что заготовка тщательно подготовлена к дальнейшим процессам, таким как нанесение покрытия или облицовка.
Фрезы — это следующий шаг после строгальных станков, и оба варианта используются в тесном взаимодействии в процессах деревообработки.
Оконные машины для неизменно высокого качества
Оконное производство ставит множество задач для любого плотника.В настоящее время окна должны соответствовать ряду строгих требований, касающихся точности и теплоизоляции. Древесина идеально подходит для изготовления окон, поскольку обладает выдающимися статическими свойствами и обеспечивает приемлемый уровень теплоизоляции. Однако для деревянных окон, конечно же, используется ряд других материалов, в том числе стекло, резиновые уплотнители, металлическая фурнитура и замковые механизмы (а также рама, которая удерживает их все вместе). Необходимо следить за тем, чтобы рама не претерпевала каких-либо серьезных искажений формы после сборки, иначе окно сразу же потеряет большую часть своей функциональности: оно больше не будет закрываться должным образом, будет пропускать холодный воздух или всегда будет застревать.
Необходимо следить за тем, чтобы рама не претерпевала каких-либо серьезных искажений формы после сборки, иначе окно сразу же потеряет большую часть своей функциональности: оно больше не будет закрываться должным образом, будет пропускать холодный воздух или всегда будет застревать.
Таким образом, выбранная древесина должна быть подходящей и способной к очень точной обработке. В деревообрабатывающей промышленности разработан ряд оконных станков, которые до некоторой степени похожи на строгальные станки по дереву, но основаны на других принципах проектирования.
Типы оконных и строгальных станков
Помимо рамных прессов, кромкообрезных станков и фрезерных станков для окон и строгания разработаны следующие виды оборудования:
- Строгальные станки для обработки поверхностей
- Рейсмусовые станки
- Комбинированные строгальные станки
- Роликовые станки
- Оконные станки
- Строгальные станки для снятия фасок
Строгальные станки для наплавки
Эти строгальные станки Surafce представляют собой стационарные станки с широким строгальным столом. Они разработаны с учетом простоты: в основном они состоят из стального стола, в центре которого находится вращающийся строгальный валок, расположенный крест-накрест. Заготовка продвигается по столу, в то время как вальцовочный станок выполняет свою работу, удаляя сплошной слой древесины с поверхности.
Они разработаны с учетом простоты: в основном они состоят из стального стола, в центре которого находится вращающийся строгальный валок, расположенный крест-накрест. Заготовка продвигается по столу, в то время как вальцовочный станок выполняет свою работу, удаляя сплошной слой древесины с поверхности.
Ножевой ролик строгального станка можно отрегулировать по мере необходимости, что означает, что его можно переместить вниз к рабочему столу на определенную высоту, а затем вернуть обратно. Создание деревянной заготовки определенной толщины требует использования этой настройки.
рейсмусовые станки
рейсмусовые станки — следующий шаг в развитии строгальных станков. Если заготовка уже достаточно выглажена и распараллелена на строгальном станке, ее можно обработать с точностью до десятых долей миллиметра на рейсмусе.
Рейсмусовые станки имеют базовую раму, в которую входят рабочий стол и интегрированный строгальный нож. Толщина машины позволяет регулировать весь рабочий стол, а не только вальцовочный станок. Рама и строгальный стол вместе используются для определения толщины всей заготовки.
Рама и строгальный стол вместе используются для определения толщины всей заготовки.
Комбинированные строгальные станки
Комбинированные строгальные станки или комбинированные строгальные станки для наплавки / придания толщины могут обрабатывать все стороны заготовки, используя методы распараллеливания и сглаживания для удаления внешних слоев до тех пор, пока заготовка не достигнет желаемой толщины. Комбинированные устройства очень популярны, поскольку они занимают мало места и работают очень эффективно.
Фрезы для снятия фасок
Снятие фаски можно сравнить с «вертикальным строганием».Вместо горизонтального строгального ролика на станках для снятия фасок используется вертикальный режущий ролик. Однако он не может свободно перемещаться, как в настольной мельнице. В станке для снятия фасок используется непрерывный упор, на котором можно надежно закрепить заготовку.
Преимущество станка для снятия фасок состоит в том, что режущий ролик является взаимозаменяемым, что позволяет создавать радиальные или многослойные фаски на кромке заготовки.
Шипорезные соединения
Лучшим способом соединения тяжелых деревянных балок является использование пазов и шипов.Это точно изготовленные соединения, используемые в заранее подготовленных глухих и сквозных отверстиях. Станки, используемые для создания шиповых швов, называются шипорезными станками, и в основном они состоят из строгального станка для снятия фасок и небольшой циркулярной пилы. Поперечные сечения шипорезных соединений относительно малы, а это означает, что шипорезные устройства являются одинаково компактными устройствами.
Станки для производства окон
Станки для производства окон — это специальные станки для снятия фасок и строгальные станки, которые работают с профилированной древесиной. Он сглаживает, полирует, режет, фрезерует и проделывает канавки в этой древесине, а затем разрезает ее под углом до нужной длины.Для выполнения этих задач оконным станкам требуется ряд обрабатывающих станций, но после установки деревянные планки можно обрабатывать со всех сторон всего за один рабочий цикл.
Станки предназначены для больших серий и, таким образом, могут поддерживать постоянную точность на многих заготовках. После обработки на оконном станке окно крепится к кронштейну и прочно скрепляется в рамном прессе.
На что нужно обращать внимание при покупке рубанков?
В области деревообработки нет более прочного и жесткого станка, чем строгальный станок по дереву.Его простая конструкция и прочная конструкция означают, что даже очень старые машины этого типа могут найти хорошее применение.
Основным слабым местом является двигатель, который время от времени требует капитального ремонта и замены деталей. Направляющие по высоте также могут со временем изнашиваться, как и подшипники строгальных роликов, но замену обычно легко найти. Помимо этих аспектов, подержанные строгальные станки — беспроигрышный вариант, особенно если покупатель готов их разобрать, почистить и отремонтировать.
Таким образом, найти подходящие строгальные станки для продажи на вторичном рынке — легкая задача для плотников, столяров и мастеров внутренней отделки / декораторов. Те, кто ищет строгальный станок для продажи, найдут широкий выбор технически простых станков, которые доступны по цене — даже те, которые имеют значки крупных брендов.
Те, кто ищет строгальный станок для продажи, найдут широкий выбор технически простых станков, которые доступны по цене — даже те, которые имеют значки крупных брендов.
Конечно, когда дело доходит до более сложных вариантов, таких как продаваемые электрические рубанки, работы по техническому обслуживанию становятся более требовательными: оконный станок, способный выполнять многостороннюю обработку за один рабочий цикл, потребует большего обслуживания, чем ручного — строгальный станок.Тем не менее, бывшие в употреблении оконные машины от известных производителей традиционно производятся в соответствии со строгими стандартами, и высокое качество этих машин остается очевидным на протяжении многих лет.
Производители строгальных станков и оконных машин
Среди популярных производителей строгальных станков и оконных станков:
Строгальные станки, а также оконная техника этих производителей всегда могут быть рекомендованы в бывшем состоянии. Машины убеждают высококачественными материалами и компонентами, которые обеспечивают долгий срок службы. Кроме того, большинство из них также поставляется с обширным послепродажным обслуживанием, поэтому всегда можно будет связаться с вашим бывшим в употреблении строгальным станком, если станок выйдет из строя или нуждается в техническом обновлении.
Кроме того, большинство из них также поставляется с обширным послепродажным обслуживанием, поэтому всегда можно будет связаться с вашим бывшим в употреблении строгальным станком, если станок выйдет из строя или нуждается в техническом обновлении.
Высококачественные бывшие в употреблении строгальные и оконные станки этих и других производителей часто можно найти на наших многочисленных промышленных аукционах. Тем не менее, предложение продукции очень динамично, поэтому стоит также заглянуть на наш рынок подержанной техники, чтобы не пропустить интересное предложение.
станок — определение и значение
Тем не менее, время от времени, чисто по характеру, индиец действительно превосходит нашу правительственную строгальную машину — не из-за нашей системы, а в ее прямом вопреки.
Индийский торговец
Среди них были кран, строгальный станок , бездымная свеча и пороховой двигатель — помимо его действительно большого и заметного изобретения первого железного моста.
Гринвич-Виллидж
Те же средства во многих случаях можно использовать для фиксации тонких работ на строгальном станке .
Джеймс Нэсмит: инженер, автобиография.
Многие из них требовали труда самых умелых мастеров, так как упомянутые детали не допускали того, чтобы их выполняли на токарном станке или строгальном станке в их обычном режиме работы.
Джеймс Нэсмит: инженер, автобиография.
Я оставил незамеченным сам по себе важный вопрос производства машин — изобретение скользящей опоры, строгального станка и многих других приспособлений, с помощью которых можно построить двигатели с почти математической точностью.
История конфликта между религией и наукой
Работа Plumier особенно сложна, она касается конструкции токарного станка в его различных частях, изготовления инструментов и резцов, а также различных движений станка с помощью колес, эксцентриков и других приспособлений. среди которых можно упомянуть один очень похожий на суппорт и строгальный станок вместе взятый.
среди которых можно упомянуть один очень похожий на суппорт и строгальный станок вместе взятый.
Промышленная биография
Roberts, and Co. была производством железных бильярдных столов, которые были сконструированы с почти абсолютной точностью с помощью строгального станка г-на Робертса и стали крупным предметом экспорта.
Промышленная биография
Ролики, на которых передвигался строгальный станок , были настолько правдивыми, что сам Клемент говорил о них: «Если бы вы положили только бумажную стружку под один из роликов, это сразу остановило бы все остальные.«
Промышленная биография
Roberts, and Co. была производством железных бильярдных столов, которые были сконструированы с почти абсолютной точностью с помощью строгального станка г-на Робертса и стали крупным предметом экспорта.
Промышленная биография, рабочие-металлисты и инструментальщики
Ролики, на которых передвигался строгальный станок , были настолько правдивыми, что сам Клемент говорил о них: «Если бы вы положили только бумажную стружку под один из роликов, это сразу остановило бы все остальные. «
«
Промышленная биография, рабочие-металлисты и инструментальщики
Высокоточный большой строгальный станок для деревообработки
Повысьте эффективность деревообрабатывающего бизнеса с помощью эффективных и жестких. большой строгальный станок от Alibaba.com. Эти машины, известные своей чрезвычайно прочной и точной работой, идеально подходят для всех типов коммерческих и промышленных предприятий деревообрабатывающей промышленности. Разнообразные диапазоны. большой строгальный станок , представленный здесь, от ведущих производителей, предлагающих гарантии качества и множество послепродажных услуг.Получите эти гениальные. большой строгальный станок для оптимального функционирования и выполнения различных операций по правке и обрезке древесины.
Исключительные категории из них. большой строгальный станок , доступный на Alibaba.com, построен с использованием модернизированных технологий, которые заботятся как о внешних, так и о внутренних узлах станков. Произведены, разработаны и изготовлены из жестких материалов для обеспечения прочной внешней оболочки и невероятно модернизированных встроенных функций. Большой строгальный станок — это энергосберегающие станки, которые идеально подходят для бизнеса и являются экологически чистыми.Эти. Большой строгальный станок также экономичен, прост в эксплуатации и оснащен высокоточными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Произведены, разработаны и изготовлены из жестких материалов для обеспечения прочной внешней оболочки и невероятно модернизированных встроенных функций. Большой строгальный станок — это энергосберегающие станки, которые идеально подходят для бизнеса и являются экологически чистыми.Эти. Большой строгальный станок также экономичен, прост в эксплуатации и оснащен высокоточными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Выберите из множества разновидностей. большой строгальный станок , который доступен в нескольких цветах, характеристиках, мощностях и моделях в зависимости от ваших требований. Эти станки оснащены современными бесступенчатыми регуляторами скорости, мощными режущими двигателями, регулировками шпинделя и износостойкими рабочими поверхностями с гальваническим покрытием.Файл. Большой строгальный станок также оснащен полностью закрытыми защитными экранами для предотвращения попадания пыли и гранул и обеспечивает эффективную скорость подачи.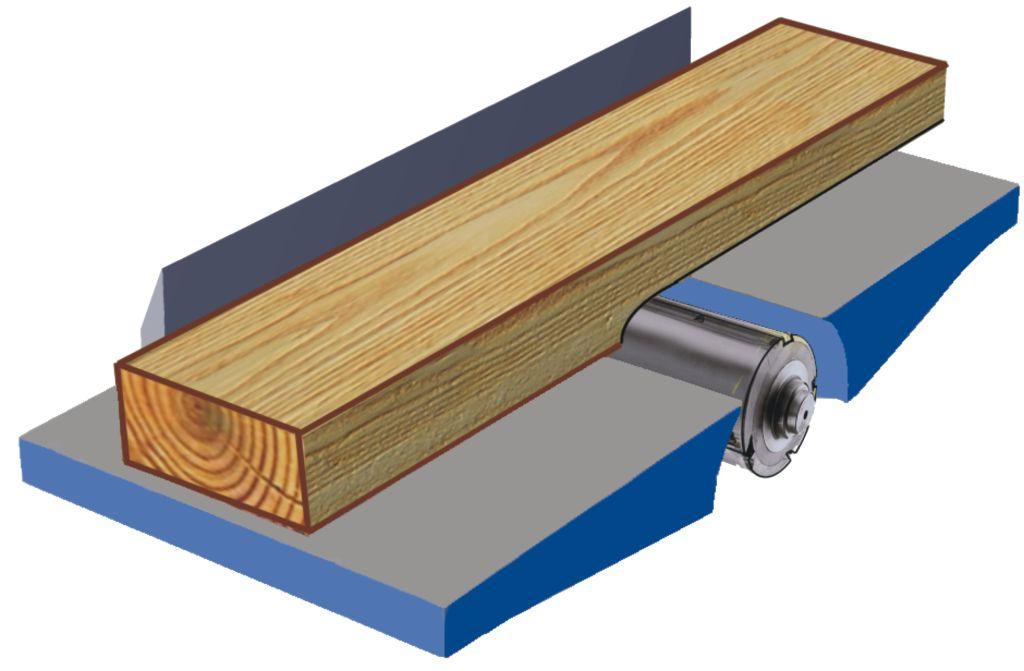 Блестящий. Большой строгальный станок — это малошумные варианты, которые поставляются со вспомогательными приспособлениями, обеспечивающими повышенную гладкость древесины.
Блестящий. Большой строгальный станок — это малошумные варианты, которые поставляются со вспомогательными приспособлениями, обеспечивающими повышенную гладкость древесины.
Alibaba.com предлагает широкий выбор. большой строгальный станок поможет вам покупать продукцию в рамках вашего бюджета. Эти продукты протестированы и сертифицированы ISO для обеспечения качества и безопасной работы.Вы также можете выбрать послепродажное обслуживание, которое может включать недорогое техническое обслуживание и установку на месте с видеоуроками.
Машины
Строгальный станок Ben’s Mill был изготовлен компанией C.M. Бакстер, Ливан, штат Нью-Хэмпшир с датой патента 1879 года. Фентон Джадкинс приобрел строгальный станок где-то между 1900 и 1938 годами. Это была первая машина, которую Эрик Эссер очистил и вернул в рабочее состояние.
До появления строгальных станков с вращающимися головками вся древесина «фрезеровалась» ровно и до толщины подмастерьями, плотниками, столярами и мебельщиками с помощью ручных рубанков. Самый ранний зарегистрированный патент на строгальный станок был выдан в 1776 году в Англии. Патент был просто на грубые наброски, которые никогда не были развиты в работающую машину. В 1791 и 1793 годах сэр Сэмюэл Бентам в Англии получил патенты на основные принципы, используемые в большинстве деревообрабатывающих станков, в особенности на вращающиеся фрезы.
Самый ранний зарегистрированный патент на строгальный станок был выдан в 1776 году в Англии. Патент был просто на грубые наброски, которые никогда не были развиты в работающую машину. В 1791 и 1793 годах сэр Сэмюэл Бентам в Англии получил патенты на основные принципы, используемые в большинстве деревообрабатывающих станков, в особенности на вращающиеся фрезы.
Первый строгальный станок по дереву был построен Малкольмом Мьюром из Глазго, Шотландия, в 1827 году. Строгальный станок предназначался специально для фрезерования полов с шипами и пазами.Он включал в себя режущую головку для сглаживания обеих сторон доски и для обработки шпунтов и пазов по краям доски. Со стороны штата аналогичная машина была изобретена и запатентована в 1828 году Уильямом «дядей Билли» Вудвортом. Машина Вудворта описывалась как «комбинация вращающихся фрез и подающих роликов, а также вращающихся согласованных фрез, чтобы образовать гребень и канавку на обоих краях пиломатериала при одновременном строгании основных поверхностей». Эти первые строгальные станки не понравились плотникам, поскольку на фабриках требовалась круглосуточная охрана для защиты станков.Вудворт сохранял патент и монополию на машины в течение 14 лет.
Эти первые строгальные станки не понравились плотникам, поскольку на фабриках требовалась круглосуточная охрана для защиты станков.Вудворт сохранял патент и монополию на машины в течение 14 лет.
Woodworth продлил патент еще на 7 лет. Он продал его Сэмюэлю Скенку, Джону Гибсону и Сэмюэлю Питтсу. Каждый человек контролировал производство и продажу машин в разных частях страны. Джон Гибсон основал производственный завод в Олбани, штат Нью-Йорк, рядом со строгальным станом, где он мог продемонстрировать строгальный станок в действии.
В 1843 году патент был переиздан с добавлением «небольшого прижимного ролика.«На этом этапе истории плотники начали осваивать эту новую технологию, и спрос на строгальные станки увеличился.
В 1856 году срок действия оригинального патента истек, и его нельзя было продлевать. Между 1856 и 1866 годами в строгальный станок было внесено много улучшений. Помните, что на данный момент строгальный станок по-прежнему представляет собой машину с четырьмя вращающимися головками для изготовления полов с шипами и пазами. Рубанок с одной вращающейся головкой для простой обработки древесины не появлялся до 1860 года. Рубанок Серого и Вуда был модификацией предыдущих рубанков, которая позволяла просто обрабатывать поверхности досок.
Рубанок с одной вращающейся головкой для простой обработки древесины не появлялся до 1860 года. Рубанок Серого и Вуда был модификацией предыдущих рубанков, которая позволяла просто обрабатывать поверхности досок.
C.M. Бакстер начал свою деловую карьеру в качестве производителя мебели в Норвиче и Вудстоке, штат Вирджиния. В 1872 году он переехал в Ливан, штат Северная Каролина, и переключился на производство деревообрабатывающего оборудования. Согласно переписи населения Ливана 1884 года, Н.Х. назвал его производителем ленточных пил, строгальных станков и печей.
10 мая 1887 года пожар, названный в статье New York Times «самым разрушительным пожаром, который когда-либо знал северный Нью-Гэмпшир», прокатился по Ливану, штат Нью-Хэмпшир, разрушив восемьдесят зданий, включая цех Baxter Machine.После этого К. Бакстер путешествовал между Редлендсом, Калифорния, и Ливаном, штат Нью-Хэмпшир.В конце концов он поселился в Редлендсе, Калифорния, в 1892 году как владелец ранчо и вкладывал средства в восточные связи.
Информация в статье была взята из выдержки из издания 1920 года «Справочника по деревообрабатывающему оборудованию» компании William H. Field Company, опубликованного на веб-сайте Old Wood-Working Machinery, веб-сайте ASME. , Веб-сайт Исторического общества Редлендса и архивы New York Times.Осенний информационный бюллетень 2007, автор Салли Фишберн
Автоматические строгальные станки Rex из Германии
Автоматические строгальные станки по дереву — Сделано в Германии
Для точной калибровки пиломатериалов, клееного бруса, LVL, пластмасс, мягкого металла. Прямой или изогнутый материал, даже конические формы можно строгать под управлением ЧПУ, шириной до 10 футов.
Независимо от того, делаете ли вы купола, арки, мосты, фермы, стропила или прямые балки, строгальные станки REX — ваш ответ, при какой бы производственной скорости ни работали ваши заводы.
REX может поставить строгальные станки и производственные принадлежности для полной заводской обработки.
Выбирайте из трех серий:
- SuperMaster (высшая ступень, высочайшая производительность, часто разрабатывается специально для конкретных приложений)
- BigMaster (для многосменного производства)
- TimberMaster (станок для односменного производства)
Каждая серия разработана для определенных рабочих циклов, сохраняя при этом абсолютное высочайшее качество обработки поверхности при номинальной скорости вращения.
Они могут быть сконфигурированы практически одинаково, начиная с 2 валов, и каждый может быть расширен до более чем 12 рабочих валов.
Видео: TimberMaster за работой на лесопилке.
Ключевые различия между этими тремя моделями заключаются в конструкции и весе рамы, а также в размере соответствующих режущих блоков, а также в их системах противодействия и подачи, которые определяют, насколько быстро машины могут обрабатывать, обеспечивая стабильное качество поверхности деревянных изделий. в зависимости от скорости других дополнительных производственных линий.
Четырехсторонние строгальные станки REX решают задачи профилирования, сначала выполняя калибровку с помощью горизонтальных режущих головок, а затем добавляя несколько шпинделей для достижения желаемого процесса профилирования. Это обеспечивает высочайшее качество поверхности при равномерном распределении мощности для любого применения. Больше не нужно забивать машину маломощными двигателями!
Строгальные станки REX имеют особую конструкцию, например, регулируемый верхний рейсмус для древесины и пластика. С помощью станков Rex можно обрабатывать поверхность даже металла, но компания действительно производит большое впечатление благодаря этим деревянным системам.
В строгальных станках REX используется система карданных приводных валов, которая обеспечивает подачу даже влажной и замороженной древесины. Взаимозаменяемые системы инструментов (конус или гидравлическое натяжение, реверсивные ножи и спиральные системы) делают переустановку, замену и техническое обслуживание быстрыми и эффективными, сокращая время простоя и обеспечивая очень высокую производительность.
О покупке строгального станка REX
По запросу все строгальные и формовочные машины Rex будут поставляться с индивидуальной защитной кабиной для защиты от пыли и шума.
Справа: кабина безопасности и шумоподавления
Рубанки Rex доступны в стандартной конфигурации, но, как правило, они разрабатываются специально для соответствия вашим технологическим требованиям, например мультишпиндели, для снятия фасок и профилей или продольной резки. Это действительно исключительные машины, и это действительно избранная группа клиентов, которые принимают решения о покупке каждый год. Срок выполнения заказа приближается к 12 месяцам.
Заказчик проведет осмотр машины перед окончательной доставкой, а обучение будет проводиться на заводе в Германии.
Возможна установка и дополнительное обучение.
Строгальные станки с ручным приводом | WorkSafe
Названный по положению рук оператора, горизонтальный строгальный станок представляет собой горизонтальный цилиндрический режущий блок, установленный между двумя столами, с ножами, закрепленными в режущем блоке. Его иногда называют «фуганком», потому что при изготовлении плоских кромок он подготавливает древесину для стыковки кромок с целью получения более широких досок.
Хотя это руководство не было обновлено для отражения действующего законодательства в области охраны труда и техники безопасности (Закон о здоровье и безопасности на рабочем месте 2015 г. и нормативные акты), оно может по-прежнему содержать соответствующую информацию и методы обеспечения здоровья и безопасности работников и других лиц.
Пожалуйста, прочтите это руководство вместе со всеми соответствующими отраслевыми стандартами, которые применимы к вам как к печатной плате. Это руководство будет постепенно пересматриваться и либо обновляться, либо заменяться другими рекомендациями, либо отменяться.
Выходной стол установлен выше входного стола из-за толщины пропила, чтобы древесина оставалась устойчивой. Пиломатериалы вручную передаются от подающего стола через резаки к разгрузочному столу.
Цилиндрические фрезы минимизируют зазор между столами.Цилиндрические фрезерные блоки были обязательными в Новой Зеландии в течение нескольких десятилетий. Квадратные фрезы больше не используются, так как они считаются опасными из-за риска выброса резцов.
Рисунок 1: Ручной строгальный станок
Опасности
- Контакт с резцами
- Контакт или удар брошенной древесиной
- Шум
- Пыль
- Поскользнуться, споткнуться и упасть
- Контакт, удар или запутывание в результате неожиданного движения (во время обслуживания, очистки и ремонта)
Средства индивидуальной защиты (СИЗ)
- Средства защиты органов слуха
- Пылезащита
Задачи
Задача — Закрепить заготовку и подать пиломатериал на фрезы
Опасность
Вред
Элементы управления
- FIX ограждение.
- СОХРАНИТЕ проем между концом ограждения и деревом как можно меньше.
- ЗАПРЕЩАЕТСЯ класть руки на пиломатериалы непосредственно над фрезами.
- УДЕРЖИВАЙТЕ короткие деревянные бруски с помощью толкающего блока, с ручками на стороне, противоположной брусу, и плечом, чтобы толкать брус (см. Рисунок 2).
- Если время торможения превышает 10 секунд, ПОВТОРИТЕ торможение.
Защитное ограждение должно включать:
Защитное ограждение моста (легко регулируемое без использования инструментов) над резаками, ширина которого в 1 1/2 раза больше ширины отверстия для резцов.Охранник над режущим блоком за забором.
Опасность
Контакт или удар брошенной древесиной
Вред
Элементы управления
- СОХРАНЯЙТЕ фрезы острыми, чтобы их энергия использовалась для резки, а не прижатия к древесине.
- Настоящая древесина ПРОТИВ направления резцов.
- Когда древесина проходит ПОД ограждением, проем над деревом ДОЛЖЕН быть максимально закрыт.
- Когда древесина проходит МЕЖДУ ограждением и ограждением, проем между концом ограждения и древесиной ДОЛЖЕН быть как можно меньше.Защитный кожух должен находиться НЕ БОЛЕЕ 10 мм над столом.
- Когда древесина сбрасывается для возврата, вырезов или снятия фаски, ДОЛЖЕН быть ограничитель обратного хода, прикрепленный к упору на подающем столе для контроля отдачи.
- ПОЛОЖЕНИЕ строгального станка, чтобы древесина не попадала на людей.
Рисунок 2: Толкающий блок, используемый с коротким деревянным бруском
Прочие (немеханические) опасности
Опасность
Вред
Элементы управления
- УМЕНЬШИТЬ уровень шума, изолировав машины или поместив их в шумозащитные экраны.
- ОЦЕНИТЬ уровни шума.
- ЗАКАЗЫВАЙТЕ проверки слуха.
- ВСЕГДА ИСПОЛЬЗУЙТЕ средства защиты органов слуха.
Безопасный уровень шума в течение восьмичасового рабочего дня составляет 85 дБ (A). Строгальный станок с ручным приводом может превышать этот уровень шума.
Опасность
Вред
- Раздражение или повреждение глаз
- Проблемы с дыханием, поражение легких или рак
- Обострение имеющихся проблем со здоровьем
Элементы управления
- ИСПОЛЬЗУЙТЕ оборудование для удаления пыли, чтобы минимизировать попадание пыли в зону дыхания оператора.
- ВСЕГДА ИСПОЛЬЗУЙТЕ средства защиты органов дыхания.
- ВСЕГДА ИСПОЛЬЗУЙТЕ защитные очки.
Опасность
Вред
Элементы управления
- ПОДДЕРЖИВАЙТЕ современные процедуры уборки.
- СОХРАНЯЙТЕ зону вокруг долбежных валов вдали от опасностей поскользнуться и споткнуться.
Задача — Техническое обслуживание, очистка и ремонт
Опасность
Контакт, удар или запутывание в результате неожиданного движения
Вред
Элементы управления
- ЗАБЛОКИРУЙТЕ все источники питания перед техобслуживанием, очисткой и ремонтом.