Содержание
Изготовление откатных ворот своими руками: с поворотом, сдвижные
Постепенное повышение уровня жизни и развитие промышленного производства привело к тому, что многие изделия перешли из разряда роскоши в категорию доступных каждому. В качестве примера можно привести откатные ворота, которые 10-15 лет назад мог позволить себе только человек с достатком выше среднего.
Ворота такого типа придают частному дому или даче презентабельный внешний вид и позволяют сэкономить пространство внутри двора и снаружи. Эти факторы стали основной причиной нарастающей популярности откатных сдвижных ворот среди жителей Москвы и Подмосковья.
Для приобретения доступны готовые модели и отдельные комплектующие, поэтому у многих возникает оправданное желание сделать откатные ворота своими руками. Чтобы изготовить их самостоятельно, от исполнителя требуется знание основ слесарно-сборочных и строительных работ, а также умение обращаться со сварочным аппаратом и компонентами электронного управления.
Преимущества откатных ворот
Практическое использование откатных моделей для установки в составе ограждения характеризуется следующим набором достоинств:
- Минимум помех для въезда и выезда автомобилей на участок.
- Экономия полезной площади во внутреннем пространстве и отсутствие препятствий для заезда с поворотом снаружи.
- Возможность подъезда непосредственно к воротам, что позволяет не бросать машину на проезжей части, чтобы открыть проём.
- Дистанционное управление. Покупка и установка комплекта автоматики для откатных ворот позволяет управлять проездом, не выходя из автомобиля.
- Проём ворот открывается и закрывается без помех даже в условиях обильного снегопада и сугробов.
- Механизмы и элементы автоматики надёжно защищены от атмосферного воздействия, не подвержены коррозии и устойчивы к низким температурам.
- Надёжность конструкции подтверждается устойчивыми показателями противодействия ветровой нагрузке, механическим повреждениям и попыткам взлома злоумышленниками.

- Возможность изготовления откатных ворот с индивидуальными размерами ширины проёма и длины полотна, уникальным дизайном и различным конструктивным исполнением. Каркас ворот из металлической трубы можно обшить любыми материалами, включая металл, дерево или пластик.
- Отсутствие проблемы с постепенным провисанием петель и перекосом полотна ворот.
- Продолжительный срок эксплуатации. Сварная рама из металла, обшитая листовым профилем гарантирует долговечность конструкции, а комплект автоматики заводского изготовления — работоспособность на протяжении многих лет.

К недостаткам откатных ворот относится увеличение затрат на приобретение и монтажные работы, что связано с необходимостью заливки дополнительного фундамента и стоимостью оборудования для автоматического управления. В определённых случаях затруднён монтаж калитки, если её требуется расположить с той стороны, в которую откатывается полотно.
Конструктивное устройство и принцип работы
В состав конструкции откатных ворот входят следующие обязательные элементы:
- створка или полотно — каркасная рама из стального профиля, обшитая профлистом, панелями или деревом;
- роликовые каретки — несущие тележки с роликами, которые крепятся к направляющей и обеспечивают передвижение створки;
- направляющий рельс — металлическая балка с сечением в виде швеллера, забетонированная в фундаментном основании, на которую устанавливается привод и тележки с роликами;
- направляющая балка — устанавливается по нижнему краю створки по всей ширине ворот, определяет перемещение створки по прямой;
- опорные столбы — не входят в состав ворот, но являются обязательным атрибутом проёма, на них закрепляются вертикальные стойки, удерживающие конструкцию;
- верхний и нижний уловители — элементы, отвечающие за фиксацию створки в открытом и закрытом состоянии;
- автоматика — привод и система управления для автоматизации работы механизма.

Принцип работы заключается в перемещении полотна по прикреплённым к направляющему швеллеру роликовым тележкам. Защиту от опрокидывания и перекоса обеспечивают верхние ролики. Прямолинейность перемещения определяет прикреплённый к направляющей балке концевой ролик, который в закрытом положении упирается в нижний уловитель.
Проектирование
Перед началом изготовления нужно определиться с требуемыми размерами готового изделия. Основной исходный параметр — ширина имеющегося проёма, то есть расстояние между опорными столбами. Направление отката определяется по наличию свободного места вдоль забора. Длина секции должна быть в 1,5 раза больше, чем расстояние между столбами.
Ширина проёма — важный аспект, на который нужно обратить внимание владельцам дач и домов, расположенных на узких улицах, где заезжать в откатные ворота нужно с поворотом. Если ширина проёма составляет 4 метра, то габарит полотна принимаем равным 6 м, разница в 2 м обеспечивает фиксацию створки в направляющем рельсе. При таких параметрах для отката необходимо оставить 6 м вдоль ограждения участка.
При таких параметрах для отката необходимо оставить 6 м вдоль ограждения участка.
Высота конструкции подбирается по уровню забора, чтобы конструкция выглядела однородной. Эстетическая составляющая не имеет под собой технического обоснования, но на практике играет существенную роль. Если расстояние от земли до верхнего края забора составляет 2 м, то габарит откатных ворот следует принять как 2 м за вычетом размеров направляющей, роликовых тележек, прочих вспомогательных элементов и зазора между нижним краем полотна и поверхностью.
Для изготовления силового каркаса полотна можно использовать прямоугольную стальную трубу. Для типовых размеров подойдёт профиль с размерами 60х30х2 мм. В качестве альтернативы допускается применять трубы 60х40 или 50х50 мм. Материал заготовок для внутренней обрешётки — труба прямоугольного сечения с размерами 40х20 или 30х20.
Разработка чертежа рамы позволяет раздеталировать проект и подсчитать количество необходимого материала, исходя из заданных размеров. Все соединительные элементы — крепёж и фурнитуру рекомендуется приобрести в готовом виде, их изготовление требует наличия специфического оборудования и навыков работы с ним.
Все соединительные элементы — крепёж и фурнитуру рекомендуется приобрести в готовом виде, их изготовление требует наличия специфического оборудования и навыков работы с ним.
Изготовление и установка
Ворота представляют собой сложное и ответственное устройство, от нормального функционирования которого зависит уровень комфорта и довольства жизнью для владельцев. Этим объясняется повышенное внимание, которое уделяется воротам среди собственников дачных участков и загородных домов. Самостоятельное изготовление — популярный тренд и попытка оценить свои возможности.
Если вы решились сделать откатные ворота своими руками без привлечения наёмной рабочей силы, то подумайте о напарнике. Один человек не справится с задачами, которые приходится решать при индивидуальном проектировании и изготовлении. Даже не надейтесь на качественное решение вопроса без помощи со стороны близких и друзей — в одиночку может справиться только человек с гигантским запасом физического и психологического здоровья.
Монтаж опорных столбов по периметру
Оптимальный вариант конструкции фундамента — устройство единого основания для опорных стоек и направляющего рельса. Такое исполнение будет дороже раздельного бетонирования, но значительно надёжнее. Это объясняется движением грунтовых вод и постепенным размыванием грунта, которые могут сместить фундаменты друг относительно друга, что грозит фатальными последствиями для работоспособности откатных ворот.
Заливка фундамента подразумевает работы в несколько этапов:
- Выкопать траншею с ровными краями, габариты которой соответствуют ширине опорных столбов, протяжённости проёма и глубине стандартного промерзания почвы. В случае обилия грунтовых вод и плавучести грунта, конструкцию основания необходимо увеличить на 15-20% по каждому показателю.
- Засыпать дно амортизационными слоями щебня и песка. Толщина каждого слоя должна быть не меньше 12-15 см. Наличие подушки предотвращает попадание влаги в бетонное основание, увеличивая срок его службы. Также слои компенсируют давление веса фундамента и изготовленной конструкции на грунт.
- После укладки подушки устанавливают армирующий каркас для бетона, который представляет собой воткнутые в землю вертикально стальные прутки диаметром 6-8 мм. Для придания жёсткости основанию, прутки связывают между собой отожжённой стальной проволокой.
- Поверх металлокаркаса укладывается опорная закладная, в качестве которой применяют швеллер, полки которого погружены в бетон. Верхняя плоскость закладной должна быть выше уровня бетонирования, на неё впоследствии устанавливаются роликовые тележки. Швеллер необходимо выставить в горизонте и отслеживать его положение на протяжении всего монтажа. Это позволяет избежать поворота, уклона и перекоса ворот во время работы.
- Установка опалубки и столбов. Для изготовления опалубки лучше всего применять дерево — доски укладываются по периметру выкопанной траншеи и скрепляются между собой гвоздями. Стойки выставляются по месту, выравниваются по вертикали и горизонтали.
- Заливка бетона. После завершения подготовки, внутрь опалубки медленно заливают готовый бетонный раствор таким образом, чтобы не сместить положение закладной и столбов. Забетонированное основание необходимо оставить на несколько дней, в течение которых периодически проливать водой. Это позволяет избежать появления поверхностных трещин.
 Также слои компенсируют давление веса фундамента и изготовленной конструкции на грунт.
Также слои компенсируют давление веса фундамента и изготовленной конструкции на грунт.

Продолжить работу с застывшим фундаментом можно спустя 15-20 дней после того как установили опорные стойки и закладную.
Сборка и сварка каркаса
Изготовление рамы обязательно требует наличия сварочного аппарата. Альтернативные варианты существуют, но с ними процесс установки сдвижных ворот становится более трудоёмким. В сравнении с любым вариантом, сварка позволяет надёжно и прочно скрепить между собой части каркаса, что в будущем даст преимущество в прочности долговечности конструкции.
- Нарезка заготовок. Разметка, отрезка и зачистка торцов профильных труб в соответствии с размерами на предварительно составленной схеме.
- Сборка под сварку. Заготовки укладывают на ровную поверхность и стыкуют между собой, закрепляя соединения прихватками. Помимо прямоугольной рамы устанавливают усиливающий раскос, который придаёт конструкции дополнительную жёсткость.
- Сварка каркаса. Собранные детали поочерёдно сваривают с соблюдением основных требований качества сварки. Средняя толщина металла, небольшие размеры профиля и марки материалов гарантируют, что сварка пройдёт очень легко, но для гарантии необходимо доверить эту работу специалисту.
- Подготовка к монтажу. К нижней части воротной рамы крепится направляющий рельс, вся конструкция покрывается первым слоем грунта.

Сборка ворот
На опорных стойках наносится разметка под установку роликовых тележек и улавливателей. Детали раздвижных ворот устанавливаются в соответствии с нанесённой разметкой. Точность установки проверяется по уровню или нивелиру. Для крепления элементов следует применять анкерные болты наивысшего класса прочности, они способны выдержать большой уровень нагрузки.
Следующий этап — проверка работоспособности ходовой части сдвижных ворот. Убедившись в нормальном функционировании роликов, нужно установить раму на кареточный профиль и закрепить прихватками. Обваривать прихваченные сварные швы можно только после контроля соответствия уровня для обеих составляющих откатных ворот.
После завершения установочных операций необходимо проверить работоспособность конструкции несколько раз прокатив их по рельсовому пути в обе стороны. Эта основная проверка, результаты которой станут ответом на вопрос о том, настолько ли хороши ворота собственного изготовления.
Окрашивание и отделка
Готовое изделие окрашивают под цвет приобретённого для обшивки профилированного листа. Окрашивание определяет итоговый внешний вид конструкции и защищает её на протяжении длительного времени.
Выбор состава должен опираться на технические характеристики, отдельное внимание стоит уделить антикоррозионным свойствам, устойчивости к отрицательным температурам, воздействию влаги и солнечных лучей. Наносить краску следует в два или три слоя, предварительно окрасив кистью сварные швы и болтовые соединения.
Наносить краску следует в два или три слоя, предварительно окрасив кистью сварные швы и болтовые соединения.
После полного высыхания краски приступают к обшивке каркаса профлистом. Лист прикладывают к каркасу, выравнивают и крепят специальными саморезами с шестигранной головкой и резиновой шайбой. Использование такого крепежа гарантирует защиту от образования вмятин, попадания влаги и образования ржавчины.
По завершении монтажных работ, на откатные ворота устанавливают необходимые функциональные элементы, монтируют и подключают комплект автоматики, фотоэлементы, замки, защёлки и ручки с возможностью поворота.
Предложения от компании «Заборово»
Самостоятельная сборка-сварка и установка откатных или консольных ворот — трудоёмкий и сложный процесс, который требует немалых финансовых затрат. На практике разработка и реализация проекта своими силами может растянуться на несколько месяцев.
Причины задержек — отсутствие опыта, мастерства и необходимого оборудования. На подбор, приобретение и доставку комплектующих на объект также уходит немало времени. Но основная причина — недостаток опыта. Если с механической частью могут справиться слесари-сборщики и сварщики, то для установки автоматики потребуются навыки электромонтажных работ, которые есть далеко не у всех. Результатом самостоятельных усилий нередко становится напрасно потраченное время и выброшенные на ветер деньги. Разочарование от таких потерь дополняется утратой веры в собственные силы.
На подбор, приобретение и доставку комплектующих на объект также уходит немало времени. Но основная причина — недостаток опыта. Если с механической частью могут справиться слесари-сборщики и сварщики, то для установки автоматики потребуются навыки электромонтажных работ, которые есть далеко не у всех. Результатом самостоятельных усилий нередко становится напрасно потраченное время и выброшенные на ветер деньги. Разочарование от таких потерь дополняется утратой веры в собственные силы.
Всех перечисленных проблем можно избежать, обратившись за помощью в компанию «Заборово». Мы специализируемся на изготовлении и доставке всех составляющих комплекта, а также установке откатных ворот любых размеров и любой степени сложности для частных лиц и предприятий. Обращение к нам потребует минимальных усилий от владельца участка — необходимо предоставить доступ замерщика и рабочих на объект, а также детально изложить требования при составлении проекта.
Для предварительной оценки стоимости воспользуйтесь формой заявки на расчёт, размещённой в соответствующем разделе нашего сайта. По указанным в заявке координатам с вами свяжется менеджер компании, который огласит результат расчёта и предложит обсудить детали будущего проекта. В отличие от самостоятельного проектирования за дело берутся профессионалы, которые в короткий срок составят и раздеталируют проект откатных ворот на базе типовых моделей или в соответствии с индивидуальными пожеланиями заказчика.
По указанным в заявке координатам с вами свяжется менеджер компании, который огласит результат расчёта и предложит обсудить детали будущего проекта. В отличие от самостоятельного проектирования за дело берутся профессионалы, которые в короткий срок составят и раздеталируют проект откатных ворот на базе типовых моделей или в соответствии с индивидуальными пожеланиями заказчика.
Согласовав проект ворот с заказчиком, мы немедленно приступаем к комплектации изделия материалами, изготовлению деталей и сборочных единиц. Отработанный алгоритм действий сводит срок изготовления к минимуму, параллельно монтажная бригада занимается заливкой фундамента. Непосредственно установка, регулировка, обшивка, отделка и подключение системы автоматизированного управления производится в один день. Слаженные действия монтажников и отработанная технология гарантируют положительный результат — уже к концу дня заказчик принимает пусконаладочные испытания и получает комплект для управления новыми воротами.
Мы предлагаем задуматься о целесообразности траты личного времени и сил на монтаж откатных ворот. Обратитесь в «Заборово» — доверьте дело профессионалам, чтобы избежать риска и лишней нервотрёпки.
чертежи, видео и цены от производителя Vorata750
Популярным вариантом оснащения въездного проема являются сдвижные/раздвижные воротные системы. Если предприятия и организации выбирают готовые конструкции и профессиональный монтаж, то владельцы частных домов и дач предпочитают выполнять изготовление откатных ворот и их установку своими руками. Чтобы максимально облегчить рабочий процесс собственникам закрытых участков, компания «Ворота 750» предлагает комплекты составляющих конструкций, чертежи и схемы, полезную информацию с фото и видео.
Видео производства и установки ворот
 youtube.com/embed/nxEqmrawMmQ?rel=0″/>
youtube.com/embed/nxEqmrawMmQ?rel=0″/>
Существует несколько этапов работы
Подготовительный этап
- Измерение ширины проема и створки, длины противовеса и зоны отката, высоты и веса рамы.
- Создание чертежа и схемы.
- Разметка территории в соответствии с чертежом.
- Установка несущих столбов.
Изготовление фундамента для откатных ворот
- Выкапывается траншея (глубина на 20 – 25 см ниже уровня промерзания грунта), куда поочередно насыпается слой песка и щебня (каждый в 5 – 10 см толщиной).
- К 18 – 20-му швеллеру (длина в половину ширины проема) привариваются «ножки» из 12 – 16 арматуры с ребрами жесткости – прутья с диаметром в 12 мм, расположенные шагом в 40 см.
- Конструкция опускается в траншею «ножками» вниз так, чтобы швеллер располагался на одном уровне с дородным покрытием.
- Если планируется комплектация ворот автоматикой, то под рельсом прокладывается кабель для электропривода, заключенный в защитную оболочку.
- Ров заливается бетоном.

Фото производства
Монтаж фундамента из винтовых свай
Такой вариант фундамента для откатных ворот собственного производства более выгодный по стоимости и времени – выдерживать его не нужно, но сразу приступать к дальнейшим работам.
- Пустотелый металлический стержень, длиной от 2-х метров (конец с лопастями должен располагаться на 20 см ниже уровня промерзания грунта) и диаметром в 5,7 см (для легких материалов заполнения полотна) – 7,6 (если рама зашивается деревом, ковкой, металлическими листами), вворачивается в грунт при помощи бригады из трех человек.
- Предварительно наружная часть столба покрывается битумом или порошковой краской, чтобы предупредить развитие коррозии.
- Если не планируется изменять местоположения фундамента, то полость сваи заливается бетоном.
Этапы производства створок откатных ворот
- Каркас составляется из профильной трубы 60х30х2 мм или 60х40х2 мм методом сварки элементов, устраиваются и ребра жесткости из трубы 40х20х2 мм.
- По низу рамы приваривается несущая балка.
- Сварка деталей не сплошная, лишь прихватами. После выставления конструкции по уровню, выполняются сварочные швы.
- Последние зачищаются, вся конструкция обрабатывается грунтовкой, щели заделываются акриловым герметиком.

Устанавливается автоматическая система управления, проверяется работа всей конструкции.
Компания «Ворота 750» предлагает изготовление откатных, распашных и гаражных ворот под ключ. Кроме того, у нас можно купить готовые конструкции от известных проверенных производителей по доступным ценам. Обеспечивается доставка по Москве и Московской области, а также всей РФ. Задать интересующие вопросы, узнать, сколько стоят услуги и подать заявку можно по телефонам: +7(495) 532-98-42; +7(925) 474-71-75. Или оставьте в специальной форме на сайте заявку на обратный звонок.
Откатные ворота своими руками — конструкции, эскиз, схемы, чертежи откатных ворот.
 Цена. Бесплатные чертежи. Монтаж откатных ворот. Изготовление ворот. Самодельные откатные ворота.
Цена. Бесплатные чертежи. Монтаж откатных ворот. Изготовление ворот. Самодельные откатные ворота.
Откатные ворота своими руками
Читати українською
Как сделать откатные ворота своими руками — подробный план изготовления.
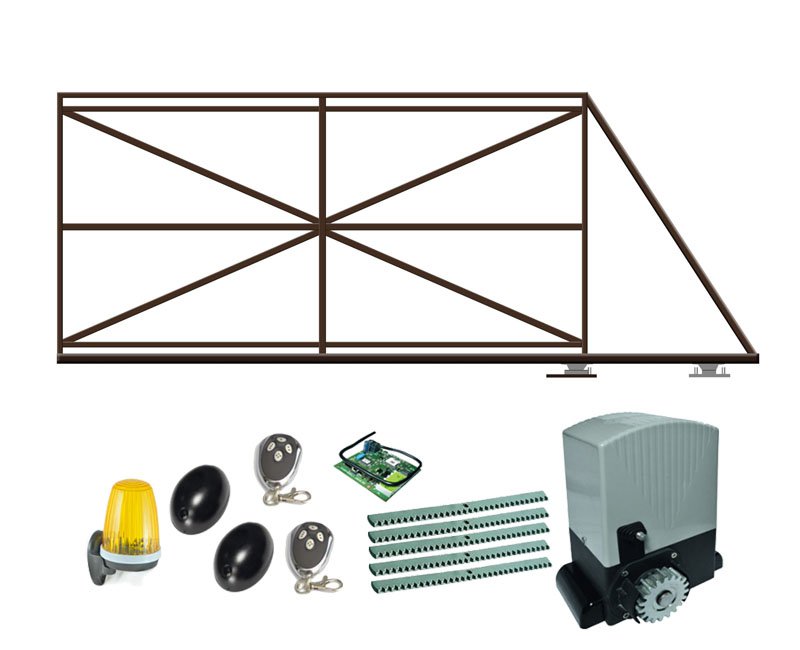
Здравствуйте, друзья, давайте знакомиться, меня зовут Александр, я работаю в сфере откатных ворот с 2006 года. В этой статье я расскажу вам об основных секретах и ньюансах изготовления откатных ворот. Откатные ворота это лучшее решение по организации въезда во двор или на территорию предприятия. Рассмотрим их преимущества: простая кинематика — откатные ворота сдвигаются (откатываются) вдоль забора, требуют меньше трудозатрат для открытия-закрытия, легко и разумно по цене автоматизируются, не требуют фиксации в открытом положении — их неожиданно не закроет, например, ветром как это бывает с распашными воротами. Для изготовления откатных ворот необходимы специальные комплектующие — так называемая фурнитура для откатных ворот или иначе механизм откатных ворот. Вот так она выглядит.
Вот так она выглядит.
КУПИТЬ ФУРНИТУРУ ДЛЯ ОТКАТНЫХ ВОРОТ ПО ДОСТУПНОЙ ЦЕНЕ.
Кроме того, откатные ворота, в отличие от классических распашных, требуют места для отката полотна и специальный фундамент. См. рис.
Чтобы вычислить сколько места нужно для отката ворот нужно ширину проёма в свету умножить на 1.4. Иными словами места для отката должно быть больше чем ширина проёма на 40%, так как откатные ворота состоят из полотна и противовеса длина, которого 40% от полотна.
Если ваш участок удовлетворяет этим условиям, то можно браться за дело. Если имеется дефицит места, то минимльно возможная длина противовеса для нормальной работы ворот будет 33% меньше уже нельзя — ворота будут проклевывать и тяжело «ходить», если места нет совсем, то надо признать, что откатные ворота установить нельзя и стоит рассмотреть другие типы, например, распашные, роллетные итд. Откатные ворота с калиткой — эти ньюансы описаны здесь.
Откатные ворота с калиткой — эти ньюансы описаны здесь.
Итак, если с местом для отката все в порядке, то приступаем к устройству проёма для откатных ворот. Об оптимальных размерах проёма ворот для конкретных объектов — здесь. Сначала нужно установить столбы огараничивающие проём, мы не будем останавливаться на этом детально т.к здесь все понятно, отметим лишь, что столбы не должны шататься, быть забетонированы с учетом глубины промерзания грунта, а также должны быть выведены закладные (по 3 шт) на поверхность столба обращенную во двор, на эти закладные будут впоследствии крепиться нащельники, к этому мы еще подойдем. Размер каждой закладной оптимально делать 60х60мм. Закладная должна быть заподлицо с кирпичем или немного выступать, связь с центральной трубой в столбе обязательна. Если столбы металлические, то закладные не нужны. Пример правильно выполненного проёма:
Схема бетонирования фундамента откатных ворот с электропроводкой: Кликните чтобы увеличить.
Существует два основных вида конструкции фундамента: «сплошной монолит» и эконом-вариант «П-образная схема», оба одинаково надежны. Какую именно выбрать решайте исходя из финансовых, временных и других ресурсов и обстоятельств. Кликните чтобы увеличить.
После установки столбов переходим к заливке фундамента. Нужно выкопать яму длиной половина от ширины проёма. Начинаем от края проёма и двигаемся в сторону отката ворот. Ширина ямы 400-500мм, глубина 1000-1500 мм в зависимости от грунтов. Для плывунов, болот, зыбучих песков изучаем строительную документацию по фундаментам. Фундамент не должен проседать, подвергаться сезонным проваливаниям-выталкиваниям итд.
После того как наш котлован готов, делаем «банкетку» см. рис. выше. Берем швеллер шириной 10-16 см и длинной также половина от ширины проёма, к полкам привариваем арматуру диаметром 10-14мм и формируем адекватную пространственную сетку из арматуры. Далее фиксируем банкетку в яме, выставляем поверхность швеллера в уровень «чистого пола» (окончательного асфальта или плитки), кроме того поверхность швеллера должна лежать точно по горизонтальному уровню, это важно. Швеллер укладываем вплотную к столбу. После этого заполняем котлован раствором и ждем неделю-другую.
Далее фиксируем банкетку в яме, выставляем поверхность швеллера в уровень «чистого пола» (окончательного асфальта или плитки), кроме того поверхность швеллера должна лежать точно по горизонтальному уровню, это важно. Швеллер укладываем вплотную к столбу. После этого заполняем котлован раствором и ждем неделю-другую.
В итоге после проведенных работ мы получим вот такой фундамент:
На фото выше изображен фундамент для откатных ворот выведенный в «чистый ноль» двора, но участок еще будет подсыпаться. Поэтому важно также опредилить уровень чистого пола вашего участка перед заливкой, возможно придется ставить опалубку. А теперь перейдем к изготовления несущего каркаса-рамы откатных ворот.
Как правило для внешнего каркаса используется профилированная труба 60х30 и 60х40 стенка 2мм, но можно также 50х50, 60х60. Сначала обагораживаем наши трубы — убираем ржавчину, обезжириваем и грунтуем. На рис. эти трубы изображены зеленым цветом. Теперь переходим к сварке: Если нет сварочного стола или стапеля, то выставляем консоль на металлических трубах-подкладках в горизонтальный уровень, можно даже слегка «прихватить» к ним консоль сваркой.
Теперь переходим к сварке: Если нет сварочного стола или стапеля, то выставляем консоль на металлических трубах-подкладках в горизонтальный уровень, можно даже слегка «прихватить» к ним консоль сваркой.
Из трубы 60*30 формируем внешний каркас, смотрим чтобы все нужные углы были прямыми, полотно было в одной плоскости и не допускаем частую ошибку когда каркас, обычно в области противовеса задирается немного вверх вместе с направляющей — все должно быть ровно и красиво. Сварочные швы должны быть сплошными, без дырок. Для формирования каркаса ворот можно также использовать специальный Т-профиль, это позволит существенно сократить сварочные работы, так как сам по себе уже является нужной нам комбинацией труб 60х25 и 20х20. Основная идея состоит в том, чтобы материал зашивки лег как в рамку.
Чертеж-схема устройства откатных ворот в общем случае. Внешний каркас (зеленый), внутренняя обрешетка (красный), направляющая из комплекта фурнитуры (черный).
Внешний каркас (зеленый), внутренняя обрешетка (красный), направляющая из комплекта фурнитуры (черный).
Принцип формирования каркаса для откатных ворот:
БЕСПЛАТНЫЕ ЧЕРТЕЖИ ОТКАТНЫХ ВОРОТ.
А это чертеж откатных ворот в разрезе, для понимания составляющих высоты ворот:
Пример чертежа каркаса ворот на проём в 4 метра и высотой 2 метра.
После этого нужно вварить внутренний каркас (обрешетку), который служит для обеспечения жесткости конструкции, а также служит для крепления зашивки — профнастила, досок, поликарбоната, блок-хауса и т.п.). Внутренний каркас делают из трубы 20*20мм, 20*40мм, в трубу 20*40 легче попадать заклепкой или саморезом. Внутренний каркас показан на рис. выше красным цветом.
Внутренний каркас показан на рис. выше красным цветом.
Расстояние «а» равно ширине используемого листа профнастила (часто 1150мм), стыки листов должны проходить по вертикальной трубе обрешетки. Расстояние «b» равно оставшемуся после зашивки цельными листами расстоянию. Крайний лист, как правило, всегда аккуратно подрезается по ширине болгаркой
Должно получится так:
Если ворота зашиваются с одной стороны, то внутренню обрешетку можно сместить на край внешнего каркаса в сторону двора, это актуально если материал зашики имеет большую толщину, например профнастил с «высокой волной», сэндвич-панели, доска итд. Сварочные работы, как я уже говорил, проводим грамотно, чтобы не «повело» трубы, соблюдаем принцип «шахматного порядка». Когда готов внешний каркас и вварена обрешетка, к раме снизу привариваем по все длине направляющую из комплекта фурнитуры. Желательно фиксировать струбцинами. Направляющую шину нужно приваривать также в «шахматном порядке», иначе раму ворот и направляющую от сварки может «повести» и она будет напоминать пропеллер. После этого зачищаем сварочные швы, грунтуем и красим поврежденные места. Рама-каркас откатных ворот до зашивки профлистом:
Направляющую шину нужно приваривать также в «шахматном порядке», иначе раму ворот и направляющую от сварки может «повести» и она будет напоминать пропеллер. После этого зачищаем сварочные швы, грунтуем и красим поврежденные места. Рама-каркас откатных ворот до зашивки профлистом:
Когда краска окончательно высохнет переходим к зашивке полотна. Материал зашивки крепим к внутреннему каркасу (обрешетке) при помощи заклепок или саморезов. Рама-каркас откатных ворот после зашивки профлистом:
Обратите внимание, этот участок противовеса откатных ворот ровный и не «задран» вверх и это правильно.
Рассмотрим некоторые некоторые особенности больших проемов, более 5 метров. На рис ниже представлен чертеж откатных ворот для проёма шириной 6 м. и высотой 2 м. Обратите внимание конструкция противовесной части здесь не треугольная, а в виде прямоугольника с двумя диагоналями. Кроме того при большой длине проема более 5.5м противовес следует делать уже 45-50% от проема.
На рис ниже представлен чертеж откатных ворот для проёма шириной 6 м. и высотой 2 м. Обратите внимание конструкция противовесной части здесь не треугольная, а в виде прямоугольника с двумя диагоналями. Кроме того при большой длине проема более 5.5м противовес следует делать уже 45-50% от проема.
На практике это выглядит так:
Ну вот и подошло время монтировать ворота. Весь процесс монтажа откатных ворот своими руками отлично иллюстрирует это видео.
Для начала выставляем каретки на фундаменте и разносим их максимально в пределах нашего противовеса (треугольника). См. рис.
но имеем в виду, что концевой ролик имеет размер порядка 110 мм поэтому каретку ближнюю к проёму располагаем от проема с учетом этого расстояния, а дальнюю от проёма каретку ставим так чтобы она не выбивала заглушку в закрытом состоянии. Чем шире между каретками тем лучше, но без фанатизма. Установка накатного ролика:
Чем шире между каретками тем лучше, но без фанатизма. Установка накатного ролика:
Крепление роликовых кареток осуществляется с помощью сварки.
После «накатываем» на каретки нашу раму откатных ворот, выставляем откатные ворота по уровню и «прихватываем» сваркой пятки кареток швеллеру , если все хорошо, то обвариваем пятки, если что-то не нравится выставляем по новой, добиваемся желаемого результата (положения ворот в уровне, отсутствии перекосов итд) и после этого обвариваем. Потом привариваем верхние поддерживающие ролики, устанавливаем концевой ролик, привариваем верхний и нижний уловители. Накатной ролик обязательно должен накатываться на нижний уловитель и разгружать ворота в закрытом положении.
Ежели ваши столбы изготовлены из металлической трубы или швеллеров, то уловители и верхний ограничитель можно варить прямо к столбу. Если используются кирпичные, бетонные или каменные столбы — нужно крепить к профильной трубе-нащельнику (как правило 60*30, которая крепится к столбу на закладные, а в случае их отсутствия на дюбеля, анкера, арматуру итп.
Если используются кирпичные, бетонные или каменные столбы — нужно крепить к профильной трубе-нащельнику (как правило 60*30, которая крепится к столбу на закладные, а в случае их отсутствия на дюбеля, анкера, арматуру итп.
Монтаж верхнего ограничителя (верхних роликов)
:
Если у вас на воротах имеются пики или полукруглая арка из пик, тогда применяется так называемый портал — возле столба вываривается П-образная конструкция пропускающая по высоте ваши пики. Верхний ограничитель разрезается надвое и приваривается к порталу так чтобы ролики «обхватывали» ворота с двух сторон. Для этого нужно предусмотреть трубу (плоскую поверхность) по которой будут кататься ролики верхнего ограничителя. См. рис:
Или с помощью выносной трубы (60х40), если нет возможности реализовать так как на фото выше, т. е вот таким образом: Подробнее здесь.
е вот таким образом: Подробнее здесь.
Крепление уловителей к нащельнику.
Для монтажа кареток можно применить специальный аксессуар — регулировочные платформы, с их помощью можно регулировать ворота по высоте и устранять перекосы, в некоторых разумных пределах. А также «выйти из положения» при каком либо просчете. Но если все уровни отложены верно и уровень фундамента не «завален», то ваши ворота будут стоять правильно и без каких-либо регулировок.
Опоры привариваются к швеллеру и каретка крепится гайками. Откатные ворота своими руками выйдут по стоимости вам существенно дешевле чем при заказе «под ключ на фирмах». Для этого вам потребуется фурнитура для откатных ворот. Мы всегда готовы предоставить Вам широкий выбор комплектующих для откатных ворот и доступные цены. Этот материал, безусловно, поможет Вам самостоятельно изготовить свои откатные ворота легко, быстро и без лишних переплат! Собери сам откатные ворота — сэкономь свои деньги!
Версия для печати.
Остались вопросы? Звоните, и наши менеджеры с удовольствием проконсультируют Вас по всем вопросам! Звоните или закажите консультацию.
Проконсультироваться
Желаем успехов!
Откатные ворота под ключ — стоимость работ с установкой автоматических ворот в Москве
Установка ворот «под ключ»
Компания «Русские заборы» оказывает услуги по благоустройству дачных территорий и участков загородных домов. У нас обширный спектр услуг, среди которых монтаж заборов, установка автоматических ворот из разнообразных материалов и изготовление малых архитектурных форм (беседки, навесы, скамейки, различные ограждения и т.д.).
Компания ведет деятельность более 15 лет. За это время нами было реализовано множество как типовых проектов по готовым шаблонам, так и индивидуально разработанных. При этом каждый проект раздвижных или откатных ворот и ограждений – это всегда индивидуальный подход с учетом пожеланий конкретного заказчика.
Потому что при разработке и расчете проекта необходимо учитывать особенности участка, грунта и территории в целом.
Какие ворота предлагает компания «Русские заборы»?
С нашей помощью вы сможете купить и установить ворота из профнастила или сэндвич-панелей любого цвета, поскольку у нас представлена обширная цветовая палитра, в том числе имитирующая различные поверхности.
Часто у нас заказывают именно откатные ворота, поскольку они обладают неоспоримыми преимуществами:
- Конструкция откатных ворот занимает немного места и сильно уменьшает подъездное расстояние, а это удобный вариант для дач и участков небольшой площади.
- Сохранение эксплуатационных характеристик в течение длительного времени. Гарантийный срок службы ворот составляет до 50 лет. Подкрасить ворота потребуется чуть раньше.
- Эстетика. Мы создаем такие ворота, которые вписываются в стилистику и архитектуру дома и участка.
- Надежность и качество продукции. До момента монтажа сотрудники компании тщательно и кропотливо прорабатывают каждый момент с учетом специфики местности и особенностей участка.

Через откатные ворота могут въезжать автомобили любой высоты, поскольку конструкция не имеет поперечной балки вверху.
Сколько стоят ворота?
Конечно, это не дешевая конструкция, но наша компания предлагает доступные цены на услуги, в том числе и на установку ворот.
В расчет стоимости входят разные параметры: габариты конструкции и специфика самого проекта (например, наличие специально разработанного стиля и дизайн-проекта), конфигурация и комплектация, а также сложность монтажа (подготовка фундамента, проема и т.д.).
Учтя ваши пожелания, мы обязательно постараемся сделать все возможное, чтобы вы получили качественные и надежные ворота, которые обойдутся вам максимально дешево.
Стоимость услуг компании доступнее многих других предложений на рынке, потому что все компоненты, кроме автоматической системы управления, мы изготавливаем самостоятельно. Подробнее с прайс-листом можно ознакомиться на сайте или уточнить эту информацию у сотрудников компании по телефону.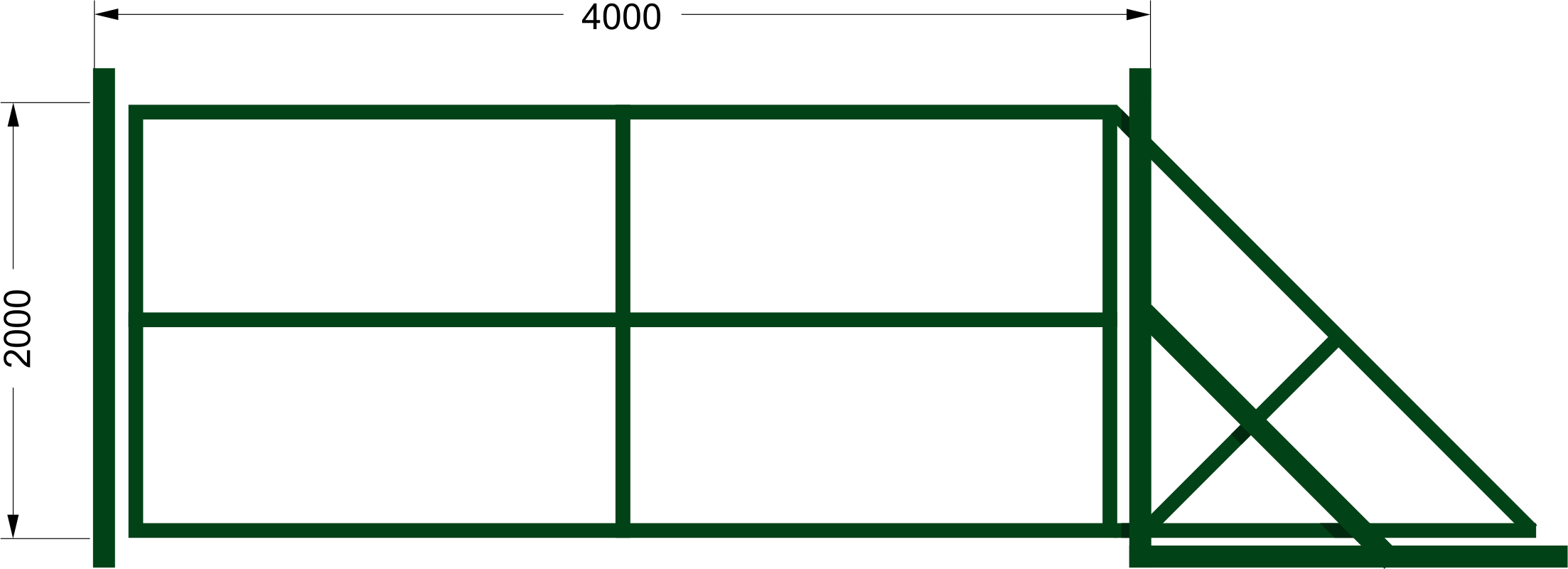
Преимущества сотрудничества с компанией
- Мы принимаем заказы как у частных и юридических лиц, так и у государственных организаций.
- Компания работает уже много лет, поэтому гарантирует качество продукции и услуг.
- Мы предлагаем каждому клиенту индивидуальную, тщательно проработанную схему сотрудничества.
- Наша продукция – это длительный срок службы, прочность, безопасность, эстетика и экологичность. У нас штат опытных квалифицированных сотрудников, умеющих реализовывать проекты любой сложности.
Хотите заказать изготовление и монтаж ворот на дачу «под ключ» и сделать это недорого?
Звоните или оставляйте заявку через сайт!
Чертежи и схемы откатных ворот
Итак, вы решили изготовить откатные ворота самостоятельно. Возможно, уже приобрели комплектацию и осталось только сделать раму. На что стоит обратить внимание при ее проектировании, какие аспекты учесть – расскажу в этой статье.
Определение габаритов проема и размеров будущей металлоконструкции
На данном эскизе проема откатных ворот мы видим, какие параметры нам понадобятся, чтобы сделать откатные ворота чертеж.
Проем ворот, L — это световой проем между столбами.
Ширина полотна ворот (под обшивку), L1 — готовое полотно должно полностью перекрывать проем. Как правило, его ширина = ширина светового проема +400 мм.
Общая длина ворот с несущей балкой, L2
Общая высота забора, h — обычно полотно ворот делают ниже забора, что позволяет выделить въездную группу и расширить возможность регулировок уже установленных ворот.
Высота полотна ворот с несущей балкой, h2 — мы рекомендуем делать зазор под воротами 80-100 мм. Уход за такими воротами в зимний период проще.
Эскиз откатных ворот с перечнем необходимой комплектации
| Поз. № | НАИМЕНОВАНИЕ | Кол-во шт. |
| 1 | Рама откатных ворот За надежность и долговечность откатных ворот отвечает точно продуманная геометрия и высокие прочностные характеристики конструкции. | 1 |
| 2 | Несущая направляющая (шина, рельс) Представляет собой профиль специальной сложной геометрии с прорезью для движения тележки. | 1 |
| 3 | Роликовая опора (тележка) со стальными роликами Предназначена для перемещения створки. На стальной пластине закреплены ролики на подшипниках, которые обеспечивают тихий и плавный ход створки. | 2 |
| 4 | Подставка под роликовую опору Подставка представляет собой стальную пластину, на которой закреплены четыре шпильки. На них при помощи гаек и шайб фиксируется роликовая опора. Используется для регулирования положения полотна в вертикальной и горизонтальной плоскостях. | 2 |
| 5 | Нижняя ловушка Разгружает роликовые опоры, когда ворота закрыты. Полотно опирается концевым роликом на ловушку и фиксируется таким образом в закрытом положении. | 1 |
| 6 | Ролик концевой (опорный) Закрываясь, створка заезжает роликом на нижнюю ловушку — ролик позволяет сделать парковку тихой и мягкой. | 1 |
| 7 | Верхняя ловушка Придерживает верхний край створки в закрытом положении ворот, снижает шум от вибраций, когда створка закрыта. | 1 |
| 8 | Кронштейн верхний с двумя роликами Придерживает полотно ворот в вертикальном положении при ее перемещении. | 1 |
Итак, для изготовления ворот вам потребуются не только чертежи и схемы откатных ворот, но и набор комплектующих. Лучше выбрать фурнитуру заводского изготовления – это гарантирует легкое качение створки и надежность. У нас в магазине представлены комплектующие для ворот всех ведущих производителей: комплекты Алютех (Белорусия), РОЛТЭК (РФ) и Дача (Китай). Посетив магазин лично, вы не только сможете подобрать необходимый комплект, но и ознакомиться с конструкцией рамы (образцы выставлены в торговом зале).
Чертежи и схемы откатных ворот ДАЧА
Ниже представлены чертежи и схемы откатных ворот, которые используются нами при изготовлении ворот серии ДАЧА.
Рама ворот серии ДАЧА подходит для отделки любым материалом толщиной не более 18 мм, так как отделка вставляется в рамку, а не крепится внакладку.
Для отделки может быть использован профильный лист (профиль С-18 или МП-18), металлический сайдинг, доска.
Вес заполнения при использовании комплектующих Дача или SGN при ширине проема 4 м. – до 250 кг., при ширине проема до 5 м. – не более 150 кг.
Если вы сочтете изготовление рамы самостоятельно слишком сложным, мы всегда рады предложить вам купить готовые рамы ДАЧА высокого качества по низкой цене. Прежде чем приступить к изготовлению и покупке материалов, посчитайте все предстоящие расходы, включая затраты на доставку — возможно, наша готовая рама будет стоить почти столько же.
Чертеж откатных ворот на проем 4000х2000 мм
Ворота на проем шириной 4 000 мм, высотой 2 000 мм. Высота указана от дорожного покрытия. Зазор от полотна ворот до дорожного покрытия – 100 мм.
Чертеж откатных ворот с калиткой на проем 4000х2000 мм
Изготовление откатных ворот
Качественные откатные ворота премиум-класса в Санкт-Петербурге. Производство ворот на заказ по индивидуальным размерам и параметрам.
Изготавливаем каркас ворот, делаем обшивку (профлист, металлический профиль, сэндвич панели и даже дерево), производим монтаж и гарантийное обслуживание.
Как заказать?
Заказать ворота или вызвать мастера по телефону:
+7(812)372-88-08
Или пришлите заявку на почту:
[email protected] (в свободной форме)
Собственное производство откатных ворот
Собственное производство — это полный контроль за качеством откатных ворот и минимальная наценка на конечный продукт. Вы получаете откатные ворота высочайшего качества по адекватным ценам.
На нашем производстве находится современное раскроечное, металлообрабатывающее и сварочное оборудование с ЧПУ. Отдельная камера для порошковой покраски ворот.
Отдельная камера для порошковой покраски ворот.
Мы производим надёжные, монолитные каркасы откатных ворот, которые выглядят как единое целое и будут радовать вас каждый день. Мы ответственно подходим к каждому заказу, планируем сроки производства и держим высокую планку качества.
Ворота по цене производителя!
Качественная порошковая покраска
Ворота покрашенные порошковой краской более устойчивы к механическим воздействиям (краска не откалывается, не трескается и меньше царапается). Порошковая покраска хороша ещё и тем, что сглаживает мелкие дефекты металла и образуют ровную текстуру на поверхности.
В компании «Диполь»
После порошковой покраски ворота приобретают законченный вид изделия — надёжная, монолитная конструкция, устойчивая к внешним воздействиям.
У других производителей
Покраска основных элементов обычным способом. В местах где нет краски/грунтовки или есть сколы, ворота уже через год начнут ржаветь.
Тщательная обработка швов
Зачищаем все сварные швы — так ворота выглядят цельно. После зачистки наносится грунт и порошковая краска.
В компании «Диполь»
Аккуратный внешний вид ворот, все швы обработаны и покрашены.
У других производителей
Обработка швов не производится.
Отверстия под зашивку сверлятся до покраски
Отверстия просверлены заранее и покрашены порошковой краской, чтобы защитить от коррозии в местах крепления полотна ворот.
В компании «Диполь»
Ворота выглядят как новые даже по прошествии нескольких лет!
У других производителей
В местах крепления профлиста образовалась ржавчина и ворота потеряли свой внешний вид.
Каркас с запасом прочности
Откатные ворота постоянно испытывает нагрузки — собственный вес, сильный ветер и механические удары. Но когда полотно делается с запасом жёсткости, оно выдержит эксплуатацию в тяжелых условиях и не деформируется.
В компании «Диполь»
Ворота изготовлены из толстого металла и имеют стабильную геометрию. Такие ворота служат долго и не доставляют владельцу лишних хлопот.
У других производителей
Ворота могут погнуться при сильном ветре или даже небольшом механическом воздействии. Ремонтировать такие деформированные ворота это последнее чем вы захотите заниматься.
Зубчатая рейка уже приварена и покрашена
Если приварить зубчатую рейку к воротам до порошковой покраски, то внешний вид и защита от коррозии будут значительно лучше, чем если делать это непосредственно на объекте. Если приварить рейку в процессе монтажа откатных ворот, то это повредит лакокрасочное покрытие, а места сварки в дальнейшем заржавеют.
В компании «Диполь»
Зубчатая рейка приварена при изготовлении ворот. Место сварки покрыто антикоррозийным составом и порошковой краской.
У других производителей
Зубчатая рейка приварена в процессе монтажа. Места сварки в последствии заржавеют.
Места сварки в последствии заржавеют.
Регулируемое монтажное основание
Из-за движений грунта, усадки столбов и других факторов, мы должны иметь возможность изменять положение ворот. Мы делаем монтажное основание регулируемым, а не просто привариваем его к фундаменту. Впоследствии вы сможете самостоятельно отрегулировать положение ворот, чтобы компенсировать усадку грунта или увеличить дорожный просвет.
В компании «Диполь»
Роликовые опоры крепятся на регулируемое монтажное основание. Ворота можно регулировать самостоятельно.
У других производителей
Роликовые опоры приварены к фундаменту — нет возможности регулировки. В случае движения грунта ворота могут отклониться и перестанут закрываться. Исправить эту проблему гораздо сложнее, чем сделать правильную конструкцию с самого начала.
Регулируемые верхние ролики
Конструкция верхних роликов позволяет регулировать откатные ворота по вертикали и по горизонтали.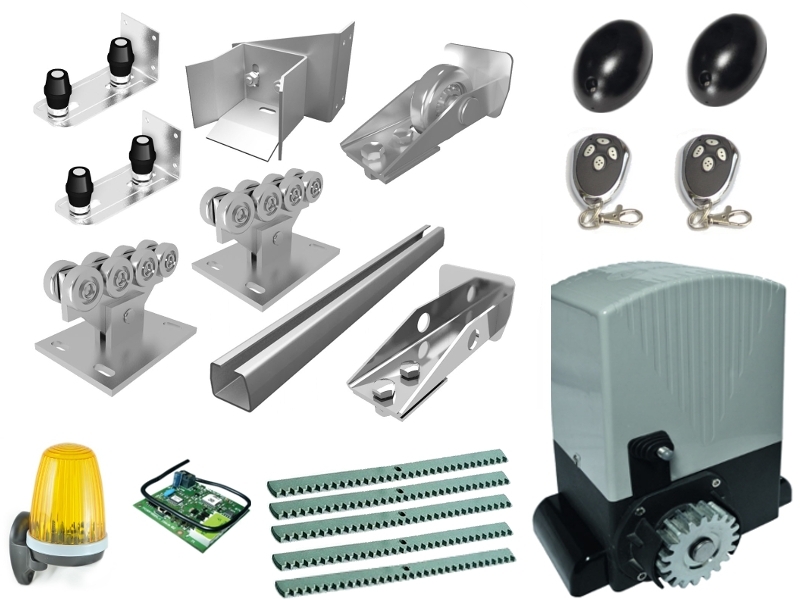
В компании «Диполь»
Регулируемый верхний ролик позволяет легко изменять положение ворот.
У других производителей
Для изменения положения ворот по вертикали возможно придётся демонтировать верхние ролики.
Из чего состоят откатные ворота?
- Фундамент
- Каркас ворот
- Рама откатных ворот (изготавливается из металлической трубы)
- Заполнение ворот (разные варианты)
- Опорные столбы
- Опорная рама
- Раскос
- Комплектующие (фурнитура)
- Роликовые опоры
- Направляющая балка
- Верхние и нижние ловители
- Концевой ролик
- Направляющие скобы от боковых качений
- Заглушки
- Автоматика
- Привод откатных ворот
- Зубчатая рейка (приваривается к направляющей балке)
- Аксессуары
- Фотоэлементы безопасности
- Сигнальные лампы
- Пульты управления
Варианты заполнения ворот
- Профлист (одностороняя / двухстороняя зашивка)
- Металлический профиль
- Сэндвич-панели
- Дерево
Изготовление откатных ворот
Как и распашные ворота, воротные системы с откатными (сдвижными, раздвижными) полотнами конструктивно более простые, чем секционные, подъемно-поворотные, роллетные и скоростные ворота, а с учетом факта свободных продаж в торговых сетях и через Интернет приводов и автоматики для воротных систем с разным типом (направлением) открывания полотна неудивительно, что сегодня изготовление откатных ворот предлагают и фрилансеры-физические лица, и коммерческие структуры от формата небольших фирм до крупных холдингов и компаний с большими производственными мощностями. В целом мелкие фирмы, ИП и физические лица занимаются изготовлением откатных ворот для сегмента воротных систем, ограждающих доступ на территории (частных участков, зон собственности коммерческих структур и пр.), причем в основном для объектов с малой интенсивностью эксплуатации ворот и невысокими требованиями к уровню интегрируемой в систему автоматики. Крупные компании, а также производственно-коммерческие структуры, разрабатывающие и реализующие собственные приводы, и автоматику для воротных систем, осуществляют изготовление откатных ворот для территорий и помещений любой конструкции, в том числе с телескопическими полотнами, консольного типа, с верхним, средним подвесом, нижним опорным рельсом и т.д. и т.п.
В целом мелкие фирмы, ИП и физические лица занимаются изготовлением откатных ворот для сегмента воротных систем, ограждающих доступ на территории (частных участков, зон собственности коммерческих структур и пр.), причем в основном для объектов с малой интенсивностью эксплуатации ворот и невысокими требованиями к уровню интегрируемой в систему автоматики. Крупные компании, а также производственно-коммерческие структуры, разрабатывающие и реализующие собственные приводы, и автоматику для воротных систем, осуществляют изготовление откатных ворот для территорий и помещений любой конструкции, в том числе с телескопическими полотнами, консольного типа, с верхним, средним подвесом, нижним опорным рельсом и т.д. и т.п.
Справка: На текущий момент вряд ли можно считать полной приведенную в ГОСТ 31174-2003 «Ворота металлические. Общие технические условия» классификацию воротных систем с откатными (сдвижными) полотнами на ворота с верхним и нижним расположением опорной балки, в том числе с телескопической балкой с щитовыми (или секционными), утепленными или нет, глухими и остекленные (или с частичным заполнением полотна) или решетчатыми полотнами. Разработчики стандарта не учли воротные системы с двумя-тремя полотнами, откатные ворота секционного типа с движением полотна по дуге и т.д.
Общие технические условия» классификацию воротных систем с откатными (сдвижными) полотнами на ворота с верхним и нижним расположением опорной балки, в том числе с телескопической балкой с щитовыми (или секционными), утепленными или нет, глухими и остекленные (или с частичным заполнением полотна) или решетчатыми полотнами. Разработчики стандарта не учли воротные системы с двумя-тремя полотнами, откатные ворота секционного типа с движением полотна по дуге и т.д.
Более корректной следует признать классификацию воротных систем с откатными (сдвижными) полотнами европейского технического регламента EN 12433-1:2000 «Industrial, commercial, and garage doors and gates. Terminology. Part 1. Typesof doors» (русскоязычная рецепция EN 12433-1:2000 — СТБ ЕН 12433-1-2006 «Ворота. Терминология. Часть 1. Виды ворот»), где выделены промышленные воротные системы с перемещением одного или двух полотен по горизонтальным направляющим, воротные системы телескопического типа с двумя и более составными частями, а также воротные системы с перемещением (откатом) полотна по криволинейным направляющим (по дуге).
Откатные ворота с перемещением полотна по дуге по факту секционные, воротные системы с прямолинейными горизонтальными направляющими имеют полотна щитового типа, хотя для наполнения каркаса (рамы) щита могут использоваться и секции сэндвич панелей.
Изготовление откатных ворот мелкими фирмами.
К основным конструктивным элементам откатных ворот относятся полотно щитового типа, выполняемое глухим, решетчатым, глухим со светопрозрачными вставками или решетчатыми элементами, опорные столбы, на которых фиксируются уловители полотна и направляющие роликовые секции, часто блок управления воротной системой, а также электромеханический привод с цепной, тросовой или зубчато-реечной связью и автоматика (электронные и механические средства защиты электродвигателя и редуктора (мотор-редуктора) привода от перегрузок, фотоэлементы, концевые выключатели, индукционные петли, оптические, емкостные, индуктивные и фотоэлектрические датчики и т. д.).
д.).
По факту изготовление откатных ворот в мастерской или цеху ИП, физического лица или мелкой фирмы начинается и заканчивается подготовкой полотна по утвержденному Заказчиком дизайну, а опорные рельсы, опорные, опорно-направляющие и направляющие роликовые секции, уловители, электронный блок управления и автоматика интегрируются в воротную систему непосредственно на объекте во время/или после проведения строительных и монтажных работ. При достаточном опыте работы ИП, небольшой фирмы с воротными системами территорий, а также доступе/наличии на складе привода соответствующей мощности и автоматики, изготовление откатных ворот и монтаж воротной системы на объекте происходит оперативно и без каких-либо форс мажорных ситуаций, однако:
- изготовление откатных ворот и комплектация воротной системы приводом/автоматикой должны осуществляться только после этапа проектирования с выполнением соответствующих расчетов на соответствие номинальной мощности привода реальным нагрузкам, формируемым весом полотна, сопротивлением трению качения в роликовых секциях и ветровым подпором, характерным для ветровой зоны и зависящим от ориентации воротной системы относительно преимущественного направления ветра и соседних зданий/сооружений. Аналогично очень важными являются расчеты нагрузок на опорные и опорно-направляющие роликовые секции, опорные балки/рельсы, элементы связей исполнительного механизма (привода) с полотном и т.д.;
 Аналогично очень важными являются расчеты нагрузок на опорные и опорно-направляющие роликовые секции, опорные балки/рельсы, элементы связей исполнительного механизма (привода) с полотном и т.д.;
Аналогично очень важными являются расчеты нагрузок на опорные и опорно-направляющие роликовые секции, опорные балки/рельсы, элементы связей исполнительного механизма (привода) с полотном и т.д.;- изготовление откатных ворот и монтаж воротной системе на объекте часто требует не только установку элементов и устройств автоматики, но и необходимость интеграции электронного блока в подсистемы умного дома/интеллектуального здания и/или коммутацию управления с ПК, Netbook, Apple MacBook, Notebook и/или терминалами мобильной связи -iPad, iPhone, смартфонами, планшетами на базе платформ Google Android, WindowsPhone 7.x и WindowsPhone 8 по сетям Ethernet, PoE (PowerOverEthernet), Wi-Fi, Wi-Max, 4G, 3G, EDGE, что под силу только целевым специалистам.
Изготовление откатных ворот специализированными производственно-коммерческими структурами.

Специализированные компании, занимающиеся производством воротных систем, а также приводов и автоматики для ворот при изготовлении откатных ворот на заказ проводят экспертизу объекта на предмет максимальных внешних воздействий (климатических, атмосферных условий, ветрового подпора), планируемой интенсивности эксплуатации ворот, а при необходимости (в случае заказа клиентом достаточно высокого уровня автоматики воротной системы и возможности масштабных финансовых инвестиций) наличия/отсутствия и пропускной способности LAN сетей, выхода в сети Интернет, Wi-Fi, Wi-Max, 4G, 3G, EDGE, подсистем безопасности, а также систем АСУ ТП, Умного дома, Интеллектуального здания. На базе полученных сведений осуществляется проектирование воротной системы с подбором привода требуемой мощности и автоматики соответствующего уровня.
Только после этого осуществляется изготовление откатных ворот и их монтаж на объекте с прокладкой безопасных линий силовых и сигнальных сетей, выполнением комплекса строительных работ, отладкой/настройкой работы воротной системы и обучением Заказчика основным правилам безопасной эксплуатации.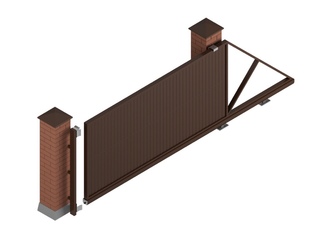
🧰 Как сделать откатные ворота
Введение
Пора заменить двойные распашные ворота на одинарные откатные ворота. Почему? Как по практическим соображениям, так и по удобству.
Существующим воротам было всего пару лет, и они все еще работали нормально (вы можете увидеть их изготовление здесь), но из-за того, что подъездная дорога ведет в гору, они были специально изготовлены с помощью устройства «надстройки под воротами», которое должно было подниматься каждый раз, когда использовались ворота. Кроме того, когда ворота были открыты, они занимали слишком много места, что затрудняло парковку дополнительных автомобилей на подъездной дорожке.
Мы подумали, что в данной ситуации будет проще и практичнее иметь откатные ворота.
Так что давай покончим со старым и займемся новым.
Я хотел раздвижные ворота, сделанные исключительно из бревна.
Раньше я никогда не делал и не устанавливал раздвижные ворота, поэтому я зашел к местным производителям ворот, чтобы узнать кое-что.
Одна из первых вещей, которую я обнаружил, заключалась в том, что для самых прочных раздвижных ворот требовался металлический каркас для предотвращения деформации.Но металлический каркас мне не нужен. Я хотел ворота, сделанные исключительно из дерева.
Поскольку я не мог найти местную компанию по производству ворот, которая действительно производила деревянные откатные ворота, и мне не удалось получить какие-либо конструктивные идеи, мне пришлось спроектировать свои собственные. Стр. 2.
Деревянные ворота покоробятся?
Мы узнаем вовремя и будем держать вас в курсе на странице обновления 8.
Что делать, если ворота деформируются?
Ага, есть запасной план.Возможно, мне придется признать поражение (по крайней мере, с этим конкретным дизайном) и полностью обвести кусок металлического уголка с одной стороны ворот, чтобы придать им жесткость. Однако не думаю, что до этого дойдет.
Компоненты ворот
Помимо ворот, мне потребовались гусеница, колеса, направляющие ролики и какая-то защелка, которая удерживала бы ворота закрытыми.
У меня не было проблем с получением большей части оборудования от любого количества компаний, занимающихся забором и воротами, кроме подходящей защелки. Я решил создать свой собственный.Страница 2.
План ворот, колеса и конструкция защелки
Дизайн ворот
Изготовление откатных ворот исключительно из дерева потребовало некоторого размышления, как показали мои запросы Мне показалось, что для самых прочных откатных ворот требуется металлический каркас для предотвращения деформации.
Я был почти уверен, что смогу сделать ворота из дерева, которые не деформируются, но должны иметь особый дизайн.
Я выбрал дизайн, напоминающий внутреннюю стену дома, состоящую из «каркаса стены» с облицовкой (покрытием) с обеих сторон.(Прокрутите вниз, чтобы увидеть план рамы.)
Я также хотел несколько небольших окон с решеткой в воротах, чтобы они не были слишком похожи на сплошную стену.
Я сделал настенный каркас из бруса 2 ″ x3 ″ (75 мм x 50 мм) и покрыл обе стороны фанерой 1/2 ″ (12 мм).
Фанера (должным образом прибитая и приклеенная) будет действовать как скоба. Я также добавил в раму дополнительные диагональные распорки.
Я решил, что покрытие обеих сторон рамы и скрепление фанерой поможет предотвратить деформацию, потому что любое движение в древесине (например, усадка / расширение) должно быть одинаковым с обеих сторон, тем самым нейтрализуя любые силы, которые могут вызвать ворота деформировать.Во всяком случае, это была моя теория.
Я также позаботился о том, чтобы рама была хорошо закреплена гвоздями и металлической лентой, фанера была хорошо приклеена и прибита, и что было хорошее покрытие краски.
План рамы ворот
Примерно 12 футов (3600 мм) в ширину и 6 футов (1800 мм) в высоту
Рама ворот была изготовлена из пиломатериалов размером 2 x 3 дюйма (75 мм x 50 мм).
Можно также использовать пиломатериал 2 ″ x4 ″ (100 мм x 50 мм), и он будет столь же хорош, если не лучше, поскольку чем шире пиломатериал, тем жестче будут ворота. Однако чем шире брус, тем тяжелее будут ворота.
Однако чем шире брус, тем тяжелее будут ворота.
Колеса
Колеса можно было легко приобрести у любого количества компаний, занимающихся забором и воротами. Колеса, которые я использовал, имели нагрузку 440 фунтов (200 кг) каждое, а это означало, что оба колеса вместе могли поддерживать ворота, которые весили до 880 фунтов (400 кг).
Мои ворота хорошо подошли под это (я думаю).
Колеса имели U-образную канавку диаметром 3 дюйма (75 мм) и шириной 1 дюйм (25 мм).
Конструкция защелки
Поскольку я не мог найти подходящую защелку, отвечающую моим требованиям, я разработал свою собственную, отнес проект инженеру и сделал его.Защелка работала очень хорошо и была исключительно прочной.
Он в основном состоял из одной детали (b) , которая была прикреплена к верхней части ворот, и другой части (a) , которая была прикручена к верхней части стойки ворот.
Деталь (b) надвинула на деталь (a) и закрылась со щелчком.
Ниже представлен дизайн, который я передал инженерам.
Подготовка пути к трассе
Мне нужна была непрерывная прямая линия пути.Возможно, я немного привередлив, но если дорожка имеет горизонтальный изгиб, ворота все равно будут скользить, но они могут не совпадать по вертикали со стойками как в открытом, так и в закрытом положении. Во всяком случае, я подумал, что прямая гусеница даст равномерный толчок и / или толчок при работе с воротами. (Не путайте прямую с уровнем. Я хотел, чтобы трасса была прямой, но немного спускалась в сторону от проезжей части.)
Я хотел, чтобы трасса спускалась немного под гору в сторону открытого положения, чтобы ворота оставались открытыми (без необходимости улавливает) и не въезжать случайно в проезжающий транспорт.
Я сделал так, чтобы гусеница проваливалась на 3/4 дюйма (20 мм) по длине ворот.
Существующая бетонная поверхность была изогнутой, поэтому я решил вырезать в бетоне прямую траншею, достаточно широкую, чтобы пройти по рельсам ворот.
Мне также нужно было что-то твердое сбоку от проезжей части, чтобы закрепить гусеницу.
Для этого я использовал столб, установленный горизонтально в бетоне.
План уклона
Вырезание траншеи в бетоне
Поскольку существующая бетонная поверхность была искривленной, я решил вырезать в бетоне прямую траншею, достаточно широкую, чтобы пройти по пути ворот.
Я определил положение линии траншеи.
Калитка должна была иметь толщину 3 1/2 дюйма (90 мм), и я хотел, чтобы ворота находились на расстоянии 1 3/8 дюйма (35 мм) от стоек, поэтому центр направляющей должен составлять 2 1/2 дюйма (63 мм). ) в из сообщений.
Я использовал прямой кусок дерева в качестве платформы для режущей пилы. Я определил высоту с помощью струнной линии и уровня.
Затем я установил лезвие пилы на необходимую глубину и сделал несколько надрезов в бетоне.
Я прочистил траншею долотом (см. Рисунок выше).
Определение линии и рытье траншеи в земле
Я провел веревочной линией по середине траншеи (в бетоне) и до того места, где должна была заканчиваться трасса. Это позволило мне определить, где копать траншею в земле и где разместить горизонтальную стойку (опору пути).
Это позволило мне определить, где копать траншею в земле и где разместить горизонтальную стойку (опору пути).
Затем я вырыл траншею на глубину и ширину, которые позволили бы разместить горизонтальную стойку и около 4 дюймов (100 мм) бетона под ней и вокруг нее.
Установка горизонтальной стойки для опоры пути
Затем я смешал партию бетона и поместил ее в только что вырытую траншею.
Я поместил стойку 4 ″ x4 ″ (100 мм x 100 мм) горизонтально на только что залитый бетон и отрегулировал ее (используя веревочную линию в качестве направляющей) до нужной высоты.
Теперь у меня была сплошная прямая поверхность, к которой можно было прикрепить гусеницу.
Установка столбов для забора
Я также решил построить небольшой забор высотой 4 фута (1200 мм) вдоль стороны ворот, когда они находились в «открытом положении».
Это защитит вещи от попадания в ворота, а также убережет внуков от опасности.
На этом этапе я просто поставил стойки забора, чтобы я мог забраться внутрь и закрепить гусеницу.
Установка направляющей и измерение высоты ворот
Я использовал U-образный профиль (полукруглый), который был предварительно просверлен и оцинкован.
Дорожку можно было легко получить в любом количестве компаний, занимающихся забором и воротами, и она имела длину 20 футов (6 м).
К настоящему времени у меня была сплошная прямая поверхность, на которой я мог закрепить гусеницу, так что на самом деле мне оставалось просто уложить гусеницу на место и закрепить ее на поверхности с помощью соответствующих креплений.
Чтобы прикрепить дорожку к бетону, я использовал два типа крепежа (просто чтобы опробовать их):
1) Крепеж расширяющегося типа для бетона.
2) Забивные бетонные шпильки.
Для обоих типов мне пришлось сначала просверлить отверстие в бетоне той же толщины, что и крепеж.
Для крепления направляющей к дереву я использовал шурупы по дереву и оцинкованные гвозди.
Определение высоты ворот
Как раз пора приступить к изготовлению ворот.
У меня уже был план ворот (мне нужно было знать толщину ворот, чтобы закрепить дорожку в нужном месте), и как только дорожка была на месте, я смог определить точную высоту, которую я нужно сделать ворота. Я сделал это, измерив расстояние от вершины колеса (которое я держал на трассе) до того места, где я хотел, чтобы закончилась вершина ворот.
Изготовление ворот
Я знал, что откатные ворота должны быть прочными и хорошо построенными, чтобы минимизировать деформацию.
Я остановился на дизайне внутренней стены дома, состоящей из «каркаса стены» с облицовкой (покрытием) с обеих сторон. Вы можете увидеть план рамы (Страница 2).
Покрытие рамы с обеих сторон и скрепление ее фанерой должно помочь предотвратить деформацию, так как любое движение в древесине (например, усадка / расширение) должно быть одинаковым с обеих сторон, что позволяет нейтрализовать любые силы, которые могут вызвать деформацию ворот.
Я сделал каркас из бруса 2 ″ x3 ″ (75 мм x 50 мм) и покрыл обе стороны фанерой 1/2 ″ (12 мм).
Фанера (должным образом прибитая и приклеенная) будет действовать как скоба. Я также добавил в раму дополнительные диагональные распорки.
Я также позаботился о том, чтобы рама была хорошо закреплена гвоздями и металлической лентой, фанера была хорошо приклеена и прибита, и что было хорошее покрытие краски.
Ниже приведена последовательность фотографий, показывающих процесс строительства, с пояснениями к каждой фотографии.
Рис.1 Верхняя и нижняя пластины размещены вместе так, чтобы можно было отметить положение шпилек.
Рис. 2 Пластины разошлись по земле, а шпильки расположены на отметках.
Рис.3 Сделаны оконные отверстия (для решетки).
Рис.4 Промежуточные шпильки установлены и закреплены.
Рис.5 Ряд блокировки зафиксирован на месте.
Рис.6 Металлическая обвязка пластин, прикрепленных к верхней и нижней части шпилек.
Рис.7 Присмотритесь к металлической обвязке.
Рис.8 Плиты выпрямляются с использованием струны и пакеров.
Рис.9 1/2 ″ (12 мм) обработанная рифленая фанера, приклеенная и прибитая гвоздями.
Рис.10 Больше 12 мм обработанной рифленой фанеры, склеенной и прибитой гвоздями.
Рис.11 Рама перевернулась.
Рис. 12 Длина диагональных распорок, уложенных на место, маркируется для резки.
Рис.13 Диагональные распорки приклеены и прибиты гвоздями.
Рис. 14 Больше 12 мм обработанной рифленой фанеры, приклеенной и прибитой гвоздями.
Рис.15 Накладка приклеена, прибита и зафиксирована на месте.
Рис.16 Хомуты сняты, готовы к покраске.
Рис.17 Начинается покраска.
Рис.18 Колеса крепятся к нижней части откатной двери.
Установка ворот и установка концевого упора
Вставить ворота не было проблемой, просто нужно было поставить их колесами над гусеницей.
Остановка ворот
Мне нужно было что-нибудь, что могло бы остановить ворота без особого толчка, если кто-нибудь толкнет ворота со всемогущей силой.
Я подумал, что в конце трассы поставлю столб с тремя пружинами, чтобы смягчить удар быстро открывшихся ворот — все-таки ворота были относительно тяжелые.
Я приобрел три пружины, которые, как я думал, подойдут для этого, и затем просверлил три отверстия в стойке того же диаметра, что и пружины.
Я просверлил отверстия глубиной 2 дюйма (50 мм) в стойке размером 4 дюйма на 4 дюйма (100 мм x 100 мм).
Чтобы удерживать пружины, я забил гвоздь через край стойки в основание каждой пружины.
Установка фиксирующих и направляющих роликов
Направляющие ролики
Из-за ширины ворот я не смог найти подходящую роликовую направляющую, поэтому мне пришлось сделать свою собственную.
Однако я мог получить ролики у производителя ворот и пару оцинкованных L-образных скоб в строительном магазине. Затем у меня были компоненты.
Затем у меня были компоненты.
Я прикрутил и сварил два L-образных кронштейна вместе, просверлил пару отверстий для роликов, расположил устройство над воротами и прикрутил его к стойке.
Защелка
Защелка была другая рыбалка. Я не мог найти ничего подходящего, поэтому мне пришлось спроектировать свое, а инженер сделал это за меня.
Я хотел что-то, что будет легко работать, блокировать ворота, чтобы предотвратить подъем, и было бы очень прочным.
Вы можете увидеть дизайн (Страница 2) и несколько фотографий ниже.
Вот и все! Выполнено! Законченный! Обновления будут размещены на следующей странице.
Обновления
Поскольку откатные ворота сделаны исключительно из дерева, мы хотим увидеть, как они выдержат испытание временем. Периодически на этой странице будет публиковаться отчет об обновлении.
10 недель на
10 недель спустя — ворота получили много пользы, и я очень им доволен. Он хорошо сбалансирован, легко скользит, и в древесине нет ни намека на движение.
Сказав, что это еще только начало, и, хотя ворота уже давно используются, им еще не приходилось мириться с экстремальными температурами, но на данном этапе все выглядит неплохо.
Я сделаю еще один отчет через пару месяцев, и тогда мы посмотрим, как у него дела.
Более года в пути
Ворота эксплуатируются уже больше года и заслуживают пропуска.
Это будет последний отчет об обновлении, так как ворота проходили через все сезоны, выдерживали штормы, любые погодные условия и температуры и, вероятно, использовались выше среднего, поскольку за воротами все время приходили и уходили пять транспортных средств.
Ворота так же хороши, как и в день их возведения.
Думаю, это могло быть связано с дизайном и хорошим покрытием герметиком / краской, чтобы вода не попадала внутрь.
Универсальное решение для легких, средних и тяжелых откатных ворот |
Эта простая, но мощная система подходит практически для всех применений для откатных ворот. Герметичные подшипники и покрытые ролики позволяют избежать многих обычных проблем, связанных с обслуживанием и эффективностью из-за погодных условий. Они также помогают соответствовать стандартам безопасности ворот UL325 и ASTM F2200.
Герметичные подшипники и покрытые ролики позволяют избежать многих обычных проблем, связанных с обслуживанием и эффективностью из-за погодных условий. Они также помогают соответствовать стандартам безопасности ворот UL325 и ASTM F2200.
Вся продукция производится в Италии на заводе Fratelli Comunello , мировом лидере по производству фурнитуры . Техническое новшество в системе по сравнению с традиционными откатными воротами заключается в том, что все ворота консольно отрываются от земли без каких-либо роликов, движущихся по земле. Это обеспечивает свободное движение ворот на неровной поверхности и снижает износ ворот и любой установленной автоматики для ворот.Герметичные подшипники на каретке не требуют обслуживания или смазки. Кроме того, это придает воротам красивый чистый вид с минимальным количеством видимого оборудования. Это инженерное решение также уменьшает длину противовеса, что приводит к уменьшению общей длины затвора.
Нижняя направляющая доступна из оцинкованной стали, алюминиевой направляющей и нержавеющей стали и может служить решением для любого типа проекта роликовых ворот. Система откатных ворот DuraGates путем сварки или механического крепления ворот к нижней направляющей может использоваться с любым материалом ворот, таким как сталь, дерево, винил, алюминий, звено цепи и т. Д.
Система откатных ворот DuraGates путем сварки или механического крепления ворот к нижней направляющей может использоваться с любым материалом ворот, таким как сталь, дерево, винил, алюминий, звено цепи и т. Д.
Выбор модели зависит от сочетания размера проема и веса ворот. Исходя из комбинации, вашему проекту могут подойти несколько моделей. Чем тяжелее модель, тем меньше противовес (хвостовая часть ворот), что становится все более важным при ограниченном пространстве. Наш конфигуратор консольных ворот предоставит вам оптимальный выбор модели, включая размеры задней части ворот, положение кареток и необходимый размер фундамента.
Фурнитура в сочетании с рядом предлагаемых нами высококачественных автоматов для ворот является действительно долгосрочным и комплексным решением для любых консольных откатных ворот. Отправьте нам данные о своих откатных воротах для получения индивидуальной конфигурации ворот.
Запросить цену
Откатные ворота — Откатные ворота безопасности | Производитель откатных ворот
Консольные или гусеничные — какое решение мне нужно?
Оба варианта имеют свои преимущества, но выбор будет зависеть от требований конкретного проекта.Чтобы помочь вам принять решение, мы включили дополнительную информацию о каждой конфигурации ниже.
Консольный
Для консольных ворот не требуется дорожка, так как они уравновешены и оснащены двумя наборами роликов, которые прикреплены к нижней части откатных ворот между двумя вертикальными стальными стойками. Консольные откатные ворота подходят для частого использования и часто являются предпочтительным выбором во многих коммерческих и промышленных помещениях.
Основными преимуществами консольных ворот являются:
- Они подходят для установки на неровной поверхности
- Меньше шума при работе
- Более простой монтаж, так как не требуется земляных работ
- Легче обслуживать, поскольку гусеницу не нужно очищать от мусора или смазывать маслом для обеспечения бесперебойной работы
Гусеничный
Гусеничные откатные ворота требуют, чтобы через проем ворот проходил рельс.Внизу ворот установлены колеса, позволяющие ему плавно перемещаться вперед и назад по колее. Для правильной работы важно, чтобы гусеница оставалась хорошо смазанной и свободной от мусора.
Основными преимуществами гусеничных ворот являются:
- Гусеничные ворота можно использовать для больших проемов
- Более простой механизм, менее нуждающийся в ремонте
- Дешевле в производстве
Несмотря на то, что обе конфигурации имеют ряд преимуществ, гусеничные ворота требуют большего обслуживания и не подходят для неровностей почвы, что может ограничить выбор в зависимости от требований вашего помещения.
Почему следует выбирать откатные ворота вместо распашных?
Оба варианта идеально подходят, но могут быть случаи, когда откатные ворота больше подходят для вашего помещения. Ниже выделим достоинства откатных ворот.
Более высокий уровень безопасности
Откатные ворота менее уязвимы для атак, чем распашные ворота, поскольку у них ограниченный доступ к самым слабым местам ворот (обычно это петли), и их труднее открыть с силой.
Экономия места
Одно из самых больших преимуществ перед распашными воротами — это экономия места.Для распашных ворот требуется большая площадь, чтобы ворота открывались, в то время как для откатных ворот требуется только направляющая через проем, чтобы ворота могли работать.
Рельеф
Откатные ворота можно использовать в самых разных условиях, особенно там, где дорожное покрытие приподнято. Распашные ворота не подходят для приподнятых поверхностей, поскольку ворота могут повредить поверхность на уклоне и в некоторых случаях могут не открываться полностью.
На неровных поверхностях консольные откатные ворота являются более подходящим выбором и в определенных обстоятельствах могут быть единственным вариантом.
Подходит для более широких отверстий
Откатные ворота могут быть более эффективными для более широких проемов, поскольку требуется только одна откатная калитка по сравнению с набором двойных распашных ворот, что позволяет сэкономить место и затраты.
Хотя использование откатных ворот дает множество преимуществ, в некоторых случаях откатные ворота не подходят. Раздвижным воротам требуется подходящая задняя часть, чтобы ворота могли полностью открываться, поэтому в зависимости от того, какое пространство доступно, откатные ворота могут не подходить.
Для больших проемов необходима направляющая, которая требует регулярного технического обслуживания для поддержания правильной работы ворот, поэтому при принятии решения следует учитывать текущие расходы на техническое обслуживание.
Откатные ворота — Все производители в области сельского хозяйства
8
компании
| 13
товары
{{# p PushProductsPlacement4.length}}
{{#each pastedProductsPlacement4}}
{{#if product.activeRequestButton}}
{{requestButtonContactLabel}}
{{/если}}
{{product.productLabel}}
{{product.model}}
{{#each product.specData: i}}
{{name}} : {{value}}
{{#i! = (product.specData.length-1)}}
{{/ end}}
{{/каждый}}
{{{product.idpText}}}
Сравните этот продукт
Удалить из инструмента сравнения
{{productPushLabel}}
{{#if product.newProduct}}
{{/если}}
{{#if product.hasVideo}}
{{/если}}
{{/каждый}}
{{/pastedProductsPlacement4.length}}
{{# pastedProductsPlacement5.length}}
{{#each pastedProductsPlacement5}}
{{#if product.activeRequestButton}}
{{requestButtonContactLabel}}
{{/если}}
{{product.productLabel}}
{{product.model}}
{{#each product.specData: i}}
{{name}} : {{value}}
{{#i! = (product.specData.length-1)}}
{{/ end}}
{{/каждый}}
{{{product.idpText}}}
Сравните этот продукт
Удалить из инструмента сравнения
{{productPushLabel}}
{{#if product.новый продукт}}
{{/если}}
{{#if product.hasVideo}}
{{/если}}
{{/каждый}}
{{/pushingProductsPlacement5.length}}
Контакт
… Раздвижная перегородка Забор
Выдвижной разделительный упор состоит из базовой части и подвижной части .Таким образом, при установке их можно увеличить до двух метров. Это позволяет …
Сравните этот продукт
Удалить из инструмента сравнения
Контакт
Наша внутренняя конюшня Verden — очень практичное решение с раздвижными дверями .Чистый дизайн этой внутренней кабины и ее высокие стандарты безопасности идеально подходят для напряженной рабочей среды. Мы …
Сравните этот продукт
Удалить из инструмента сравнения
Посмотреть другие изделия
Röwer & Rüb GmbH
Контакт
ворота для скота
F000 2081 серии
Ширина : 610 мм — 4880 мм
Несмотря на то, что это самые легкие ворота в линейке, ворота Ashbourne Plus Field Gate быстро становятся одними из самых продаваемых нами ворот , которые теперь доступны от 610 мм (2’0 дюйма) в длину до 4880 мм…
Сравните этот продукт
Удалить из инструмента сравнения
Посмотреть другие продукты
iae
Контакт
ворота для скота
HSF10, HSF12
… порошковое покрытие
Рекомендуемая производителем розничная цена и спецификации
10 ‘
Фасад конюшни Excel с раздвижной дверью
Рекомендуемая производителем розничная цена: 737,99 долларов США.
Номер позиции: HSF10
Прибл. Вес: 210 фунтов
12 ′
Фасад конюшни Excel с раздвижной дверью
Рекомендуемая производителем розничная цена: 782,99 доллара США.
Товар …
Сравните этот продукт
Удалить из инструмента сравнения
Посмотреть другие продукты
Tarter Gate
Контакт
Сравните этот продукт
Удалить из инструмента сравнения
Посмотреть другие продукты
Technibelt
Контакт
Модульные стойла
— это доступные, простые в установке модульные системы, допускающие различные конфигурации рядов.Изготовлен из массивной трубы диаметром 14 мм и диаметром 2 дюйма. Каждая реверсивная передняя часть стойла оснащена 4-х футовой левой откатывающейся дверцей и 2-х футовой подачей …
Сравните этот продукт
Удалить из инструмента сравнения
Контакт
ворота для скота
813 серии
Раздвижные барьеров из брезента или перил, подходящие для гоночной системы и ограждений
Сравните этот продукт
Удалить из инструмента сравнения
Контакт
ворота для скота
Проходить через: MAGS серии
Ширина : 1.22–4,88 м
Используя предварительно просверленную регулируемую стойку HGF365, теперь можно создать индивидуальный проход gate . HGF365 позволяет сотрудникам проходить через ворота gate , не открывая и не закрываясь, что увеличивает производительность …
Сравните этот продукт
Удалить из инструмента сравнения
СКАЖИТЕ НАМ О ЧЕМ ВЫ ДУМАЕТЕ
Ваш ответ учтен.Спасибо за помощь.
Подпишитесь на нашу рассылку новостей
Спасибо за подписку
Возникла проблема с вашим запросом
Неверный адрес электронной почты
Получайте обновления в этом разделе каждые две недели.
Средняя оценка: 3.2 / 5 (количество голосов: 11)
С AgriExpo вы можете: Найти дистрибьютора или реселлера поблизости | Свяжитесь с производителем, чтобы узнать предложение или цену | Изучите характеристики продуктов и технические характеристики основных брендов | Просмотреть каталоги в формате PDF и другую онлайн-документацию
Общие сведения об автоматических воротах
Общие сведения об автоматических воротах
Консольные ворота похожи на откатные ворота, но не используют ролики, которые скользят по земле для их поддержки.Вместо этого консольные ворота поддерживаются рельсами, которые проходят по внутренней части конструкции забора. Эти ворота получили свое название от того факта, что они «консольно» (нависают) над проемом ворот. Консольные ворота должны быть намного шире откатных ворот, чтобы обеспечить секцию вдоль конструкции забора, где ворота поддерживаются. Эта секция называется «противовесом» и обычно составляет не менее 1/2 ширины самого проема ворот
Консольные ворота подвешены поперек проема ворот от противовеса, при этом ролики не движутся по земле, создавая трение или создавая препятствия.Из-за этого консольные ворота считаются намного более надежными, чем откатные, и обычно используются для тяжелых и промышленных ворот.
Одним из недостатков использования консольных ворот является дополнительная ширина, необходимая для размещения противовеса. Это может быть проблемой на участках, у которых ограниченное пространство рядом с воротами.
Ворота распашные, распашные с одной стороны, распашиваются и закрываются как дверь. Распашные ворота обычно перемещаются по дуге 90 градусов между своим открытым и закрытым положениями.Ворота распашные могут быть одностворчатыми или двустворчатыми и могут быть распашными или распашными.
Распашные ворота чаще всего используются в жилых помещениях из-за их низкой стоимости и простоты установки. Поскольку распашные ворота движутся по большой дуге, должно быть достаточно места, чтобы транспортные средства, приближающиеся к воротам, оставались свободными, пока ворота открываются или закрываются. Поворотная дуга ворот также требует дополнительных мер безопасности для предотвращения попадания или захвата людей или транспортных средств движущимися воротами.
Вертикальные подъемные ворота перемещаются вверх и вниз вертикально над проемом ворот. Ворота должны быть подняты достаточно высоко, чтобы под ними могли проезжать автомобили. Этот тип ворот требует установки высоких вертикальных опорных башен с каждой стороны проема ворот.
Вертикальные подъемные ворота идеальны, когда рядом с проемом ворот имеется ограниченное пространство. Вертикальные подъемные ворота также очень быстрые и очень надежные. Внешний вид вертикальных опорных башен придает воротам очень «индустриальный» вид, что может сделать их непригодными для использования в местах, где важен внешний вид.
Принадлежности для автоматических ворот
Есть много аксессуаров, которые можно использовать вместе с автоматическими воротами. Некоторые из них включают:
Системы контроля доступа: автоматические ворота могут управляться различными устройствами контроля доступа, включая считыватели карт, считыватели автомобильных бирок, цифровые клавиатуры и портативные беспроводные передатчики. В большинстве коммерческих объектов автоматические ворота управляются той же системой контроля доступа, которая используется для управления входными дверями в здания, что позволяет использовать одну и ту же карту доступа в обоих местах.
Системы внутренней связи: станции внутренней связи часто устанавливаются у автоматических ворот, чтобы посетители и водители могли связаться с кем-либо внутри объекта, когда ворота закрыты. Большинство этих систем позволяют кому-либо дистанционно открывать ворота внутри помещения после того, как личность посетителя будет подтверждена.
Устройства свободного выхода: во многих случаях желательно, чтобы ворота открывались автоматически, когда автомобиль выезжает из собственности.Устройства, которые могут использоваться для обеспечения свободного выхода, включают петлевые детекторы, фотоэлектрические лучи и реле давления.
Экстренный доступ: большинству пожарных и многих правоохранительных органов требуются средства для постоянного доступа к вашей собственности через ворота. Устройства, используемые для обеспечения доступа, могут включать в себя ящики для ключей (ящики Knox), датчики, активируемые стробоскопом или сиреной, и радиоприемники, которые могут быть активированы двусторонней радиосвязью автомобиля скорой помощи.
Устройства безопасности ворот
Автоматические ворота могут весить до 20 000 фунтов и более и могут двигаться со скоростью до 36 дюймов в секунду или выше. В результате ворота могут причинить серьезный материальный ущерб, травмы или смерть. Поэтому чрезвычайно важно учитывать соображения безопасности при планировании любого типа установки автоматических ворот.
Основным стандартом безопасности автоматических ворот является стандарт 325 Underwriters Laboratories (UL).Этот стандарт определяет классы автоматических воротников и различные методы, которые следует использовать для предотвращения защемления и снижения вероятности травм. Меры безопасности ворот могут включать предупреждающие вывески, звуковые сигнальные устройства, фотоэлектрические датчики, контактные датчики (датчики давления), экранирование, каркасы безопасности и другие устройства.
Поскольку некоторые из требований UL 325 сложно и дорого реализовать, многие установщики ворот предпочитают преуменьшать или игнорировать эти требования.Часто это легко сходит с рук, потому что эти стандарты мало соблюдаются во многих частях страны. Однако владелец собственности, который устанавливает автоматические ворота, нарушающие признанные стандарты, делает это на свой страх и риск и может быть привлечен к ответственности, если ворота пострадают.
Соображения при выборе автоматических ворот
При выборе автоматических ворот следует учитывать следующие основные моменты:
Размер проема: Общий размер проема будет основным определяющим фактором при принятии решения, какой тип автоматических ворот использовать.В целом, чем шире проем ворот, тем дороже будет установить калитку. В то время как ширина ворот более 80 футов возможна, ширина ворот более 40 футов, как правило, является более дорогостоящей и более проблематичной.
Доступность места: количество свободного места со всех сторон вокруг ворот может ограничивать тип автоматических ворот, которые можно использовать. Если объект расположен на большом сельском участке, где много места, вероятно, можно использовать почти любой тип автоматических ворот.Объекты, расположенные в густонаселенных городских или центральных районах, где пространство в дефиците, могут быть ограничены только одним или двумя вариантами автоматических ворот.
Вес ворот: Общий вес ворот определяет тип и класс требуемого привода ворот. В общем, чем шире и выше ворота, тем больше они будут весить. Ворота одного размера будут по-разному весить в зависимости от того, сделаны ли они из стали, алюминия или дерева. Также необходимо учитывать любое увеличение веса, которое может быть вызвано скоплением дождя, снега или льда на поверхностях ворот.
Скорость открывания и закрывания: Для разных приложений требуются разные скорости открывания и закрывания. Хотя низкие скорости открывания могут быть приемлемы в жилых и некоторых коммерческих помещениях, они совершенно неприемлемы в промышленных приложениях с большими объемами, например, в распределительном центре или аэропорту. Слишком низкая скорость открытия может вызвать резервное копирование трафика и разочарование пользователя. Слишком низкая скорость закрытия может привести к «отставанию» и другим нарушениям безопасности.
Рабочий цикл: количество раз, когда ворота будут открываться и закрываться каждый день, необходимо учитывать при выборе автоматического оператора ворот. Некоторые типы приводов ворот, предназначенные для использования в жилых помещениях, можно использовать только для включения дюжины раз в день или реже. Эти типы приводов ворот быстро выйдут из строя в промышленной среде, где ворота переключаются сотни раз в час, 24 часа в сутки, 365 дней в году.
- Уровень
: Большинство приводов ворот предназначены для управления воротами, которые находятся на ровном, ровном уровне. Ворота, которые должны открываться или закрываться при движении вверх или вниз по склону, могут вызвать чрезмерный износ привода ворот и привести к преждевременному выходу из строя.
Конструкция ворот: простое добавление привода ворот к воротам, которые изначально были предназначены для ручного управления, может быть реальной ошибкой. Ворота должны быть специально спроектированы для работы в автоматическом режиме.Чтобы ворота надежно работали с автоматическим приводом ворот, часто требуются специальные типы роликов, подшипников и другого оборудования. Эти элементы добавляют относительно небольшую стоимость к общей установке, но имеют большое значение в производительности и надежности ворот.
Погодные условия: Необходимо соблюдать особые меры предосторожности при установке ворот в регионах с экстремально высокими или низкими температурами, сильным ветром, сильным снегопадом или льдом.
Местоположение: При указании ворот необходимо учитывать тип района, в котором устанавливаются автоматические ворота.В целом, ворота, устанавливаемые вблизи жилых районов (где вероятно присутствие детей), требуют более строгих мер безопасности, чем ворота, устанавливаемые в чисто промышленных помещениях.
Электроэнергия: В то время как некоторые приводы ворот малой грузоподъемности будут работать со стандартной мощностью 110/120 В переменного тока, большинству приводов ворот средней и большой мощности потребуется 220/240 В переменного тока или трехфазное питание. Иногда бывает сложно и дорого подвести такое питание к месту, где будут установлены ворота.
Заключение
Выбор типа автоматических ворот является важным решением. Автоматические ворота дороги в установке и требуют регулярного текущего обслуживания. Иногда покупка более дорогих ворот на начальном этапе действительно может сэкономить вам деньги в долгосрочной перспективе из-за снижения затрат на техническое обслуживание. Многие архитекторы и строители укажут самые дешевые ворота при строительстве объекта. В этом случае собственник недвижимости вынужден мириться с последствиями, которые могут включать частые простои и дорогостоящий ремонт.
Если вы не уверены, какой тип ворот или оператора ворот использовать, рекомендуется воспользоваться услугами профессионального инженера или независимого консультанта по безопасности, которые помогут вам оценить ваши потребности и выбрать правильный продукт.
Если вам нужна помощь в выборе и настройке автоматических ворот для вашего объекта, или у вас просто есть вопросы, свяжитесь с нами.
Коммерческие ворота — Master Halco
Ворота
PowerTrac ™ — это ведущая линейка откатных ворот с алюминиевой коробкой.Благодаря нашей прочной конструкции, эти ворота могут перекрывать большие проемы с легкостью движения и минимальным отклонением. Ворота PowerTrac ™ доступны как консольные (серия 4000) или грунтовые (серия 4100). Ворота PowerTrac ™ сертифицированы на ветровые нагрузки 130 миль в час в прибрежных районах. Поскольку условия площадки (почва, уровень воздействия ветра, строительные нормы и правила и т. Д.) Являются важным элементом оценки, мы предлагаем вариант для сертификации ветровой нагрузки для вашей конкретной работы.
Бесперебойная и надежная работа
Каждый затвор PowerTrac ™ включает не менее (4) 10 дюймов.агрегаты тяжелых грузовиков. Каждый грузовик в сборе включает в себя (8) цилиндрических опорных колес, каждое из которых выдерживает статическую нагрузку 5400 фунтов. Вся сборка грузовика была протестирована и сертифицирована на максимальную нагрузку 7500 фунтов. Два профиля TrusTrac ™ обеспечивают консольную опору и жесткость, необходимые для больших проемов ворот. Геометрия и ширина профиля нашей гусеницы специально разработаны для повышения прочности и жесткости, чтобы противостоять прогибу на длинных пролетах и в условиях высоких ветровых нагрузок. Каждый алюминиевый профиль 6061-T6 весит 4 штуки.8 фунтов / фут отдельно и более 6,5 фунтов / фут в сочетании с верхним горизонтальным элементом.
Прочная конструкция
Рамы ворот
PowerTrac ™ изготовлены из прочного конструкционного алюминия 6063-T52 для обеспечения максимального срока службы, долговечности и устойчивости к ржавчине
. Каждые ворота изготавливаются по индивидуальному заказу для достижения превосходной прямоугольности, баланса и жесткости. Все пролеты шириной ≤ 6 футов, равноудалены и скреплены (4) сварными сплошными косынками. Минимум (3) поперечных распорки на первичный вертикальный элемент и чередующиеся диагональные поперечные распорки сверху и снизу охватывают длину ворот, чтобы соединить переднюю и заднюю панели в виде жесткой цельной коробчатой рамы.Вертикальные элементы с толстыми стенками, горизонтальные распорки и второй вертикальный опорный элемент входят в стандартную комплектацию каждого конца для большей ударопрочности, натяжения звена цепи (если применимо) и внутреннего монтажа кронштейнов или приводной шины для устранения выступов с конца ворот. Мы используем трос только из нержавеющей стали в наших кабельных сборках фермы, чтобы исключить растяжение и повторную регулировку, которые более вероятны при использовании других материалов. Эти ферменные конструкции ориентированы для регулировки в каждом направлении, в каждом пролете, а также на передней и задней панелях для возможности регулировки по всей длине ворот.Наполнители проходят через хвостовую часть каждого затвора для безопасности и симметрии. Таким образом, каждая заслонка может открываться в любую сторону, что устраняет необходимость указывать направление открывания
. Мы предоставляем полную линейку фурнитуры и аксессуаров для ворот.
Наши производственные операции сертифицированы по стандартам AWS D1.1 / D1.1M и D1.2 / D1.2M и предоставляют опыт производства технологического песка для индивидуальных приложений.
Ваш выбор отделки и присадочных материалов
Коробчатые ворота
PowerTrac ™ спроектированы и изготовлены в соответствии с вашими стандартными или уникальными эстетическими требованиями.Наша команда инженеров и мастерская по изготовлению нестандартных изделий могут предоставить поддержку при проектировании, разработать спецификации из трех частей и изготовить ворота в соответствии с вашими требованиями. Доступны финишные покрытия из алюминия и порошкового покрытия.
Наша приверженность вашей безопасности
Master Halco следует стандартам, разработанным Underwriter’s Laboratory (U.L. 325), и ASTM F2200, разработанным ASTM International для всех ворот PowerTrac ™, независимо от ручного или автоматического применения.
Гарантия
На ворота для боксов
PowerTrac ™ распространяется 3-летняя ограниченная гарантия.
Способ изготовления шиберной заслонки
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к механизму скользящего затвора для донной разливочной емкости, используемой для хранения, транспортировки и дозирования расплавленных материалов, таких как жидкие металлы.
В таких устройствах, как разливочные ковши или разливочные системы, поток расплавленного металла из емкости регулируется с помощью механизма скользящего затвора. Такие механизмы обычно состоят из ряда заслонок, имеющих сквозные отверстия или отверстия.Пластины прикреплены под резервуаром таким образом, что пластины можно смещать относительно друг друга, тем самым выравнивая или смещая отверстия. Это позволяет жидкому металлу вытекать из емкости со скоростью, зависящей от степени соосности отверстий.
Системы скользящих задвижек успешно используются для управления потоком расплавленного металла из емкостей в течение нескольких лет. Примеры типичных систем скользящих задвижек можно найти в патентах США No. № 3 918 613 для Shapland и 3 581 948 для Detalle.
Существует множество преимуществ, связанных с использованием механизма скользящего затвора для разливки расплавленных металлов по сравнению с другими механизмами регулирования потока, такими как механизмы, использующие стопор и связанный с ним стопорный стержень. Отсутствие механизма стопорного стержня, выходящего из контейнера, делает систему разливки шиберного затвора особенно полезной при вакуумной или непрерывной разливке. Система скользящего затвора, находящаяся за пределами емкости, в которой находится резервуар, менее восприимчива к разрушающему воздействию температуры металла, химическому воздействию расплавленного шлака и эрозии металла.Кроме того, система раздвижных ворот более эффективно контролирует поток расплавленного металла, контролируя степень соосности отверстий в скользящих пластинах.
Обычно механизмы скользящего затвора включают предварительно обожженную огнеупорную плиту, которая после обжига собирается в металлическую опору. Узел огнеупор / металл надежно прикреплен к дну емкости, содержащей расплавленный металл. Другой узел огнеупор / металл согласован с первым таким образом, что степень соосности отверстия в огнеупорных плитах будет регулировать скорость потока расплавленного металла из емкости через механизм скользящего затвора в соответствующую форму.Чтобы обеспечить эффективное уплотнение между огнеупорными пластинами в механизме скользящего затвора, сопрягаемые поверхности предварительно обожженных огнеупорных пластин прецизионно шлифуют перед их прикреплением к вмещающей емкости. Эта операция измельчения обычно происходит после сборки огнеупора в опорную емкость, но операция измельчения также может выполняться до сборки огнеупора в металлическую емкость.
Фактическое производство и сборка прецизионного шлифованного огнеупора имеет решающее значение для успешной работы системы откатных ворот.Ключевым элементом этой операции является сборка предварительно обожженной огнеупорной плиты и несущей металлической банки. Связь между огнеупором и металлической банкой имеет решающее значение. Слабые связи между огнеупором и металлом могут вызвать колебание или смещение огнеупорной плиты внутри металлической банки. Это смещение затрудняет попытки получить точную шлифованную поверхность на совпадающих поверхностях огнеупоров, необходимую для образования эффективного уплотнения. Если невозможно сформировать эффективное уплотнение, весь узел следует утилизировать.Кроме того, если слабые связи не обнаруживаются во время сборки или во время операции измельчения, и сборка используется для управления потоком расплавленного металла в емкости, огнеупорной пластине может сместиться при использовании механизма скользящего затвора. Переключение может затруднить закрытие клапана, вызвать утечки и, в целом, может создать опасную ситуацию для обслуживающего персонала.
В настоящее время узлы огнеупор / металл предшествующего уровня техники производятся путем вдавливания предварительно обожженной огнеупорной плиты в предварительно отформованную металлическую банку с использованием огнеупорного раствора в качестве связующей среды.Чтобы выполнить эту операцию, огнеупорный раствор должен быть достаточно текучим, чтобы обтекать огнеупорную плиту во время прессования, чтобы пространство (обычно 1 / 8-1 / 4 дюйма) между плитой и металлической банкой было заполнено строительным раствором. Раствор, обладающий достаточной текучестью, чтобы заполнить это пространство, подвергается значительной усадке при обжиге. Сборки, изготовленные таким образом, демонстрируют значительное расстояние между металлической банкой и огнеупорной пластиной в том месте, где раствор сжимается от металлической банки.Этот тип склеивания зависит от механической блокировки, связанной с дефектами или неровностями металлической банки. Это средство фиксации огнеупорной плиты на металлической банке является неудовлетворительным, и известно, что огнеупорные плиты полностью отделяются от металлической банки и выпадают из сборки.
Еще одним недостатком известного способа сборки огнеупора в металлической емкости является операция прессования. Прессование предварительно обожженных огнеупорных плит, которые слегка деформированы, имеют дефекты или неточные размеры, может вызвать повреждение детали, что, в свою очередь, приведет к списанию сборки.Даже если огнеупорная плита имеет правильные размеры, если она вдавливается в металлическую банку, содержащую слишком толстый или слишком жесткий раствор, или если имеется неправильное распределение этого жесткого раствора в металлической банке, огнеупорная плита или металлическая банка будут быть поврежденным в результате операции прессования.
Еще одним недостатком этого способа сборки предшествующего уровня техники является то, что неравномерное распределение раствора между огнеупорной плитой и металлом может привести к неравномерному распределению напряжений в сборке. Во время шлифования это может вызвать растрескивание огнеупорной плиты.
Еще одним недостатком этой операции является то, что слой раствора между огнеупорной плитой и металлической банкой обязательно тонкий. Это исключает использование механических замков между металлической банкой и раствором, таких как металлические штифты, которые могут выходить из металлической банки в слой раствора. Система, использующая средства механической блокировки, потребует относительно толстого слоя раствора. Это только усугубит проблемы с усадкой и распределением раствора.
Еще одним недостатком известного способа сборки огнеупора в металлической банке является использование предварительно обожженных огнеупорных плит.Эти пластины относительно сложно изготовить, и их изготовление требует значительных затрат энергии и рабочей силы. Огнеупоры нестандартных размеров, деформации, сколы или трещины должны быть утилизированы, что значительно увеличивает стоимость готового продукта. Готовые огнеупорные плиты сами по себе хрупкие и легко повреждаются во время транспортировки, обращения и сборки. Повреждение правильно изготовленных огнеупорных плит увеличивает их окончательную стоимость.
Еще одним недостатком продуктов предшествующего уровня техники является дороговизна способа производства. Предварительно обожженные огнеупорные плиты, которые прикреплены к металлическим банкам, изготовлены из огнеупорных смесей, которые спрессовываются, подвергаются низкому обжигу, а затем — высокому обжигу. Эти предварительно обожженные огнеупорные плиты затем вдавливают в металлическую банку с помощью огнеупорного раствора и затем снова обжигают при низкой температуре, обычно около 600 ° F. Исключение второй операции прессования и связанной с ней стадии медленного обжига, а также устранение сильного обжига. шаг, значительно снизит потребление энергии и конечную стоимость продукта.
Настоящее изобретение более экономично в производстве, но дает более качественный продукт. Это также приводит к более безопасной эксплуатации емкостей для раздачи расплавленного металла с помощью шиберных задвижек.
Дополнительные преимущества будут изложены частично в нижеследующем описании, а частично будут очевидны из описания или могут быть изучены при практическом использовании изобретения. Преимущества изобретения могут быть реализованы и достигнуты посредством комбинаций, конкретно указанных в прилагаемой формуле изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с целями изобретения, воплощенными и широко описанными в данном документе, настоящее изобретение содержит часть золотникового клапана для управления потоком расплавленного материала, такого как металл. Шиберная часть клапана состоит из металлического контейнера, внутри которого непосредственно закреплен необожженный когерентный огнеупор. Огнеупор формируется в контейнере из керамической смеси в виде частиц, содержащей связующее.
Предпочтительно связующее связывает керамическую смесь в виде частиц в когерентный огнеупор путем образования химического вещества при температуре ниже, чем при обычных температурах обжига, например, при температуре менее 700 ° F. Особенно предпочтительное связующее для настоящего времени. изобретение включает источник пятиокиси фосфора. Также предпочтительно, чтобы источник пятиокиси фосфора, образующий связующее, содержал фосфорную кислоту.
Кроме того, предпочтительно, чтобы огнеупор состоял из оксида алюминия или оксида магния.Часть шиберного затвора клапана может также включать средства для крепления огнеупора к его внутренней поверхности, такие как выступы с внутренней поверхности контейнера.
Предпочтительный способ формирования части шиберного затвора клапана включает обеспечение контейнера для содержания огнеупора и последующее помещение в контейнер смеси частиц керамического материала и связующего. Затем смеси придают форму внутри контейнера путем приложения давления. Затем смесь нагревают внутри контейнера для образования химической связи между керамическими частицами, образуя когерентный огнеупор, а также прикрепляя огнеупор к контейнеру.
Предпочтительно, если смесь содержит источник пятиокиси фосфора для образования химической связи, чтобы на стадии нагревания смесь подвергалась воздействию температуры в диапазоне от 400 ° до 600 ° F.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сопроводительные чертежи, которые включены в данное описание и составляют его часть, иллюстрируют один вариант осуществления изобретения и вместе с описанием служат для объяснения принципов изобретения.
На чертежах:
РИС. 1 представляет собой вид в разрезе части золотникового клапана для промежуточного ковша.
РИС. 2 — подробный вид части варианта осуществления, показанного на фиг. 1.
РИС. 3 — вид в разрезе пресс-формы для формования варианта осуществления, изображенного в соответствии со способом настоящего изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Чтобы эффективно раскрыть предпочтительные варианты осуществления настоящего изобретения, обсуждаются средства формирования структур предшествующего уровня техники.
Как предшествующий уровень техники, так и настоящее изобретение направлены на производство огнеупорного компонента шиберного затвора, имеющего следующие общие характеристики:
| ТАБЛИЦА I | |||||||||||||||
| ______________________________________ | |||||||||||||||
| Холодный MOR Горячий кажущийся объем (модуль упругости (2700 ° F) Пористость Плотность Разрыв) MOR | |||||||||||||||
| ______________________________________ | |||||||||||||||
14-18% 2.89-3,05 г / куб. 2 O 3 , 90% Al 2 O 3 и 96% MgO. Внутри каждого класса смеси керамических материалов в виде частиц смешиваются с подходящими связующими и прессующими агентами. Эти смеси твердых частиц подают в гидравлические, механические или ударные прессы для придания им подходящей формы.Затем прессованные формы сушат при повышенных температурах, обычно от 250 ° до 400 ° F. Высушенные формы затем обжигают при высоких температурах для создания керамической связи между частицами. Температура обжига зависит от состава керамики. Однако нормальные температуры обжига обычно находятся в диапазоне от 2200 ° F до 3200 ° F. Должно быть очевидно, что исключение такой стадии обжига имеет очень значительное влияние на экономику производства таких продуктов из-за высокой затраты энергии, связанные с нагревом материалов до таких температур. Таблица II иллюстрирует свойства, обычно связанные с предварительно обожженными огнеупорными плитами различного состава, используемыми в обычных системах шиберных затворов.
Предварительно обожженные плиты, которые соответствуют техническим условиям и выдержали различные процессы обработки, связанные с их производством, обычно прижимаются к опорному металлическому контейнеру с использованием огнеупорного раствора для соединения огнеупорной плиты с металлическим контейнером.Поверхность огнеупорной плиты может быть отшлифована до соответствующей отделки и профилирована до или после сборки в металлический контейнер. Этот способ изготовления имеет множество недостатков, о которых говорилось выше. Для устранения таких недостатков было разработано настоящее изобретение. Настоящее изобретение включает часть шиберного затвора клапана для управления потоком расплавленного металла и способ его изготовления. В соответствии с изобретением шиберная часть клапана включает в себя металлический контейнер.Как здесь воплощено и наиболее ясно показано на фиг. 1, часть 10 шиберного затвора имеет профилированный металлический контейнер 12, окружающий огнеупор 14. Металлический контейнер выполняет несколько функций. В настоящем изобретении, в отличие от устройств предшествующего уровня техники, контейнер образует часть формы, которая формирует керамические частицы, сформированные в огнеупор 14. Тот факт, что контейнер формирует керамику, сформированную в огнеупор, и находится в прямом контакте с ним. , является значительным отклонением от ранее раскрытых устройств предшествующего уровня техники.Форма контейнера зависит от механизма, используемого для приведения в действие шиберной задвижки клапана. Форма контейнера, изображенного на фиг. 1 является просто иллюстрацией клапана, который обычно используется в золотниковом клапане для промежуточного ковша. За исключением одного конкретного признака, который будет раскрыт ниже, контейнер 12 имеет обычную форму. Огнеупорный материал 14 устройства по настоящему изобретению не связан с контейнером 12 с помощью огнеупорного раствора. Рефрактометр 14 упирается в контейнер 12 и крепится непосредственно к нему.Непосредственное приклеивание огнеупора к контейнеру за счет использования огнеупоров с малым обжигом является еще одним существенным отклонением от традиционных устройств предшествующего уровня техники. Прямой контакт огнеупора с контейнером позволяет включать в настоящее изобретение механические средства для прикрепления огнеупора 14 к внутренней поверхности металлического контейнера. Как здесь воплощено и подробно изображено на фиг. 2, контейнер 12 по настоящему изобретению может иметь выступы на внутренней поверхности контейнера 12.Выступ 18, показанный на фиг. 2, представляет собой край контейнера 12, который изогнут или сформирован таким образом, чтобы выступать внутрь. Этот вариант осуществления является просто иллюстрацией выступа или выступов, которые могут использоваться для выполнения той же функции. Функция выступа (ов) состоит в том, чтобы сцепляться с огнеупором внутри контейнера, чтобы улучшить и усилить прикрепление огнеупора к контейнеру. Отделение огнеупора от контейнера может вызвать катастрофический выброс расплавленного металла, контролируемый клапаном.Такое происшествие представляет собой очень серьезную опасность для тех, кто использует оборудование, помимо того, что оно является расточительным и разрушительным для самого оборудования. В соответствии с изобретением шиберная часть клапана включает в себя необожженный когерентный огнеупор внутри контейнера. Как здесь воплощено и изображено на фиг. 1, часть 10 шиберного затвора включает в себя когерентный рефрактометр 14. Рефрактомат 14 сформирован из керамических материалов в виде частиц, которым можно придать когерентность путем прессования с последующим нагревом до температуры ниже обычных температур обжига.Огнеупор также должен оставаться стабильным по размерам при воздействии рабочих температур шиберной задвижки. Огнеупор, используемый в настоящем изобретении, будет зависеть от типа расплавленных материалов, регулируемых шиберной задвижкой. Можно использовать основные огнеупоры, такие как обожженный магнезит или синтетический периклаз. Огнеупор можно модифицировать, добавляя такие материалы, как хромовая руда огнеупорного сорта. Кислотные или нейтральные огнеупоры, такие как оксид алюминия, силикат алюминия, муллит, оксид циркония или силикат циркония, могут использоваться там, где того требует ситуация. Выбор характеристик керамического компонента огнеупора находится в компетенции специалистов в этой технологии, и не требуется исчерпывающего раскрытия действующих огнеупоров или их керамических компонентов. Критерии, определяющие, будет ли керамический материал работать с Настоящее изобретение заключается в его способности образовывать необожженный когерентный огнеупор с низкотемпературной связью и сохранять стабильность размеров при воздействии рабочей температуры шиберной задвижки. Химическое связывание керамических материалов может быть осуществлено добавлением связующего вещества, которое, как известно, связывает керамические материалы и делает их когерентными при относительно низких температурах. Обычно известно, что следующие неорганические материалы образуют химические связи с керамическими материалами: силикаты, сульфаты, нитраты, хлориды и фосфаты. Особый успех был достигнут при использовании фосфатного связывания для практического применения настоящего изобретения. Известно, что добавки пятиокиси фосфора (P 2 O 5 ) к некоторым огнеупорным композициям обеспечивают превосходные низкотемпературные химические связи, которые образуют керамику в виде частиц с когерентным огнеупором.Эти связи хорошо развиваются при температурах в диапазоне 400-600 ° F, который совместим с температурами, необходимыми для предотвращения коробления или плавления металлического контейнера, окружающего огнеупор. Прочность огнеупорной смеси, образовавшейся в результате образования фосфатных связей, измеренная по модулю разрыва, достаточна для обработки связанной конструкции, а также операции измельчения, формирующей уплотнительную поверхность 16 части золотникового клапана. Воздействие на устройство более высоких температур во время работы обычно не изменяет размеры предварительно сформованного огнеупора, а дополнительный нагрев дополнительно усиливает связь между керамическими материалами в виде частиц, образующими огнеупор.Связывание керамических частиц с образованием когерентного огнеупора также приводит к тому, что керамический материал связывается непосредственно с контейнером, что устраняет необходимость в использовании других материалов, таких как огнеупорный цемент или строительный раствор, для связывания огнеупора с контейнером. В дополнение к раскрытым неорганическим связующим в изобретении также могут использоваться системы органических связующих, такие как лигносульфат или связующие из пека огнеупоры. В любом случае связующее должно формировать керамические частицы в когерентный огнеупор за счет химического связывания компонентных частиц при температурах ниже обычных температур обжига.Предпочтительно связующее будет обеспечивать когерентность пластинчатой керамики при температуре менее примерно 700 ° F. Один из вариантов осуществления изобретения раскрывается в следующем примере: Огнеупорная смесь с примерно 85% оксида алюминия была приготовлена стандартным сухим способом. тарельчатый миксер, использующий фосфорную кислоту в качестве источника пятиокиси фосфора. Состав смеси был следующим:
К этой смеси добавляли приблизительно 5% по весу 75% концентрированной фосфорной кислоты и доводили влажность до приблизительно 5%. 7 весовых процентов.Состав смеси и размер частиц компонентов предназначались для получения прессованного продукта, имеющего плотность прессования 2,99 г / см 3. Оснастка для гидравлического ударного пресса, обычно используемого для производства предварительно обожженных огнеупорных пластин шиберных затворов, была модифицирована, чтобы принять большую металлическую опорную банку, как в целом изображено на фиг. 3. Металлическая опорная банка была вставлена в пресс, который включал в себя инструменты, имеющие форму, обеспечивающую полную поддержку металлической опорной банки. Затем предварительно взвешенную порцию описанной выше огнеупорной смеси загружали в металлическую опорную емкость.Смесь, загружаемая в металлическую опорную емкость, была предварительно взвешена для достижения контроля размера и плотности, но также возможна объемная загрузка смеси. Затем смесь керамикса и металлическую основу прессовали в соответствии со стандартными рабочими процедурами для этого типа пресса. Действие данного гидравлического ударного пресса позволяет достичь максимальной плотности при умеренном давлении прессования. Тем не менее, использование винтовых ударных, гидравлических или механических прессов также позволит достичь удовлетворительной формы и плотности огнеупора.После прессования керамический / металлический узел был извлечен из пресса и окружающего инструмента как единый узел металлический корпус / огнеупорная плита. Осмотр и испытание сборки металлической банки / огнеупорной плиты после прессования показали, что наличие металлической опоры не мешает достижению желаемой плотности прессования, которая была измерена на уровне 2,98 г / см 3. Визуальный осмотр сборки показал чистые острые края, особенно вокруг отверстия. Огнеупорная смесь была плотно спрессована внутри металлической тары.Контакт между металлической банкой и керамикой был тесным, и сборка могла быть легко обработана без повреждения сборки или огнеупора, отделяющегося и падающего из металлической банки. Затем сборку помещали непосредственно в индексную сушилку, где сборка подвергалась воздействию температуры от 180 ° F до 500 ° F в течение двенадцатичасового цикла. Узел с малым огнем снова был проверен и испытан. Визуальный осмотр выявил твердую, четко очерченную огнеупорную форму, плотно прилегающую к металлической опорной емкости.Рефрактометр с низким обжигом не сжимался от несущего металлического каркаса, и температура сушки не вызывала чрезмерного расширения металлического баллона, которое могло вызвать разрыв связи между огнеупорным материалом и металлическим баллоном. Результаты испытаний сборки с малым пламенем (как указано в Таблице III ниже) показывают, что сборка соответствует желаемым свойствам для таких сборок, как указано ранее в Таблице I.
|