Содержание
Как сделать вибропресс для тротуарной плитки своими руками
Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
 youtube.com/embed/wlfqieAvdTY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/wlfqieAvdTY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Рисунок 2. Готовая плитка
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Рисунок 3. Формировка бетона
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
Вибропресс для тротуарной плитки: своими руками
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало.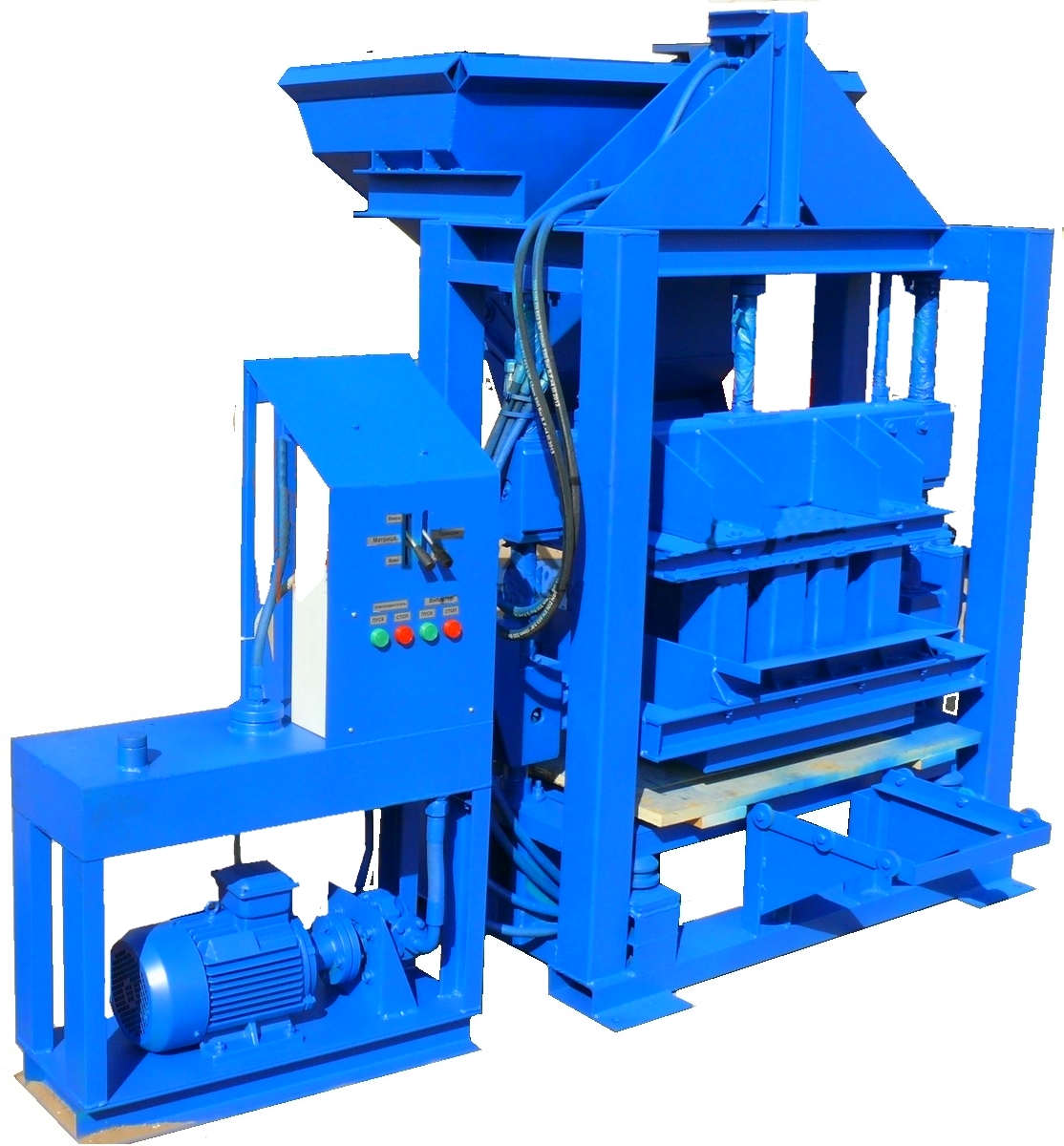 Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность.
 Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка. - Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.
 Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Основное преимущество данного метода – простота производства и возможность выполнять даже большие объемы сравнительно недорого и быстро, при минимальных трудозатратах. В технологическом процессе используются лишь вибропрессы для производства тротуарной плитки, никакого сложного оборудования больше не требуется.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Создавая вибростол своими руками, желательно сразу определиться, какие части будут выполнены самостоятельно, а какие проще и дешевле купить уже готовыми. Нужно помнить, что вибропресс в эксплуатации испытывает немалые нагрузки, поэтому станок желательно делать из стали, а элементы крепить электросваркой, которая будет гарантировать жесткое соединение деталей, не боящееся вибрации.
Нужно помнить, что вибропресс в эксплуатации испытывает немалые нагрузки, поэтому станок желательно делать из стали, а элементы крепить электросваркой, которая будет гарантировать жесткое соединение деталей, не боящееся вибрации.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Чтобы создать оборудование для производства тротуарной плитки вибропрессованием, сначала нужно сделать конструктивную основу. Чтобы сделать ножки, достаточно взять уголковую сталь 10х10 сантиметров, трубу сечением 8-10 сантиметров или швеллер №10. Четыре заготовки отрезают болгаркой, срезы торцуют.
Четыре заготовки отрезают болгаркой, срезы торцуют.
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.
Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Чтобы обеспечить более жесткое соединение, между ножками и рамой желательно продумать вставки-косынки, сделанные из листовой стали толщиной минимум 3-4 миллиметра (выполняются в формате прямоугольного треугольника). Дополнительные связи для обеспечения жесткости также желательно сделать между ножками примерно на средине их длины по всему периметру.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров.
 Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.
Устройство подвижного соединения стола со столешницей
Чтобы станок для вибропрессования тротуарной плитки работал правильно, необходимо сделать соединение стола и столешницы не очень жестким, но с определенным ограничением амплитуды вибрирования. Часто столешницу устанавливают на пружины, прикрепленные к столу.
Часто столешницу устанавливают на пружины, прикрепленные к столу.
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.
Лучше всего двигатель вибропресса крепить на болтах и резных шайбах, которые в процессе вибрации защитят крепеж от отворачивания и ослабления.
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.
Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Самодельный вибропресс для тротуарной плитки: рекомендации
Выбирая покрытия для приусадебного участка, владельцы часто останавливаются на тротуарной плитке. Поверхность прочная, выглядит эстетично, позволяет воплощать в жизнь различные дизайнерские идеи.
К тому же, в отличие от традиционного асфальта, не требует наличия специальной техники. Это немаловажно, поскольку не всегда есть возможность загнать асфальтовый каток во двор.
Бетонное покрытие укладывается проще, но об эстетике придется забыть. К тому же мало кому захочется иметь во дворе утилитарное покрытие в стиле промзоны. Поэтому укладка брусчатки или тротуарной плитки все более востребована, тем более, что материал стоит не так уж дорого.
Разумеется, оплата работ в комплексе (бригада плюс материал), выльется в копеечку, поэтому заказчики стараются максимально сэкономить:
- Во-первых, плитка покупается точно под площадь покрытия, то есть нет необходимости переплачивать за излишки.
- Во-вторых, подготовку поверхности для укладки тротуарной плитки легко выполнить своими руками.
- И наконец, сам процесс укладки не такой уж сложный, чтобы оплачивать труд гастарбайтеров из Таджикистана или Молдавии.
Однако, для продления срока службы поверхности, надо выполнить вибропрессование, без которого дорожки из тротуарной плитки будут буквально расплываться после очередного дождя.
Простое трамбование деревянной колодой не подойдет, усадка брусчатки производится без ударных нагрузок, равномерно на большой площади. Профессиональные строительные бригады используют специальный вибропресс для тротуарной плитки.
Можно укладывать брусчатку и с помощью резиновой киянки, но качество работ при этом значительно снижается. К тому-же, с помощью такого вибратора вы сможете утрамбовать стартовое покрытие (подложку). Это также положительно влияет на долговечность площадки.
Если речь идет об экономии, то можно изготовить оборудование самостоятельно. Кроме того, такое приспособление пригодится и для других задач.
Делаем вибратор для плитки своими руками
Конструкция состоит из металлической либо фанерной плиты (используется многослойная фанера толщиной не менее 10 мм), вибратора с эксцентриком и приводного двигателя. Обычно применяется электромотор.
Важно! Устанавливать эксцентрик на вал электромотора нежелательно, поскольку подшипники быстро выйдут из строя.
Такая механическая виброплита может применяться не только при подготовке поверхности и непосредственном уплотнении уложенной тротуарной плитки. С ее помощью вы можете подготовить любую ровную площадку.
Но самая существенная экономия – это изготовление (а не покупка) тротуарной плитки или брусчатки. При этом не обязательно приобретать промышленное оборудование, можно сделать вибропресс своими руками.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Для получения более плотного и качественного искусственного камня, оборудование для производства тротуарной плитки оснащается вибратором.
 Промышленные образцы работают именно по такому принципу.
Промышленные образцы работают именно по такому принципу.Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу.
В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.
Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.
Обратите внимание
Самодельный вибропресс с матрицей на одну плитку – устройство неудобное и нерентабельное. Даже если вы создаете станок исключительно для личного пользования (не говоря о коммерческом использовании), добавление 2-3 ячеек не сильно усложнит проект, а скорость производства увеличится многократно.
Даже если вы создаете станок исключительно для личного пользования (не говоря о коммерческом использовании), добавление 2-3 ячеек не сильно усложнит проект, а скорость производства увеличится многократно.
Комплексный станок (вибратор и пресс)
Вибропрессующее устройство состоит из двух самостоятельных частей. Стол с установленными матрицами крепится к станине с помощью пружинных демпферов. Можно использовать резиновый подвес, если обеспечивается достаточная амплитуда вибрации. Для гашения поперечных колебаний целесообразно установить направляющую.
Рабочую поверхность лучше сделать массивной, чтобы не было резонансной раскачки. К ней жестко крепится вибратор. Принцип действия такой же, как и в трамбующей установке (см. 1 часть статьи).
Такая конструкция хорошо работает на массивном станке для производства плитки. В качестве пресса используется гидравлическая установка, или обычный домкрат. В зависимости от комплектующих, которые вам удастся найти, можно выполнить пресс с приводом от электродвигателя.
Подвижная каретка перемещается по вертикальным направляющим с помощью цепного механизма. Конструкция приводится в движение с помощью понижающего редуктора, который можно организовать, используя разные передаточные отношения звездочек цепи.
Толкатель пресса имеет демпферные пружинные вставки, регулирующие давление и сохраняющие цепную передачу от излишних нагрузок. На вертикальных направляющих устанавливаются концевые выключатели. Когда толкатель опустится до рабочей позиции, двигатель отключится.
Уплотнение заготовки производится с помощью вибрации рабочего стола. Давление регулируется перемещением концевых выключателей, что позволяет опытным путем подобрать усилие для различных смесей.
После поднятия толкателя, заготовки хорошо держат форму. Их можно аккуратно извлекать из матрицы, не дожидаясь застывания смеси. Такая технология позволяет организовать непрерывный процесс производства тротуарной плитки вибропрессованием.
Пример работы самодельного вибропресса — видео youtube.com/embed/wlfqieAvdTY?rel=0&controls=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/wlfqieAvdTY?rel=0&controls=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Чтобы сделать такой вибропресс своими руками, не требуются дорогостоящие материалы (несмотря на громоздкую конструкцию). Металлические профили и уголки можно недорого приобрести в пунктах приема металлолома.
Двигатели подойдут от любой старой промышленной электроустановки: списанных станков или вентиляционных систем. Пружины можно взять на автомобильных разборках, или со списанной сельхозтехники.
После подбора комплектующих, составляется чертеж (он не может быть типовым, поскольку схема работы зависит от ваших потребностей в плитке и наличия деталей). Сборка производится с помощью сварки.
Болтовые соединения могут давать слабину от постоянной вибрации, и вы будете вынуждены регулярно подтягивать весь крепеж. Если установка получится достаточно крупной (зависит от мощности найденных моторов), вы получите еще и вибропресс для производства так называемого французского камня.
Достаточно лишь немного модифицировать матрицу и снизить давление толкателя.
Упрощенная конструкция вибропресса
При небольших объемах можно обойтись без мощного пресса с механическим приводом. Матрица может работать и на «ручной» тяге. Рабочий стол на станине выполняется точно также (на демпферах), а виброустановка размещается на подвижной части станка (толкателе).
Если вы делаете вибропресс своими руками для укладки одной-двух плиточных дорожек, эта схема подойдет как нельзя лучше. При такой конструкции на толкатель устанавливается упор для вибропривода, а сам узел выполняется более массивным.
Толкатель удобнее выполнить на поворотной штанге, тогда матрица может быстро заполняться подготовленной смесью.
Сверху устанавливается рычаг с виброприводом, оборудованный рукоятками. Оператор устанавливает упор на матрицу, и опускает рычаг на упор. Усаживание смеси происходит за счет веса толкателя и вибропривода. Уплотнение регулируется вручную, для соблюдения высоты плитки предусматривается регулируемый упор.
Производительность такого станка ниже, чем у конструкции с механическим прессом. Главное преимущество – компактность и простота изготовления.
Вибростол для плитки
Эта категория станков относится к самой распространенной, по причине простоты конструкции. Главное достоинство – универсальность. Для изготовления используются готовые формы, которые можно приобрести в любом строительном магазине.
Принцип производства простой: в матрицу заливается раствор, после застывания вы получаете готовую плитку. Основных недостатка два:
- Низкая скорость работы. Производительность ограничена временем застывания смеси.
- Поскольку смесь принудительно не уплотняется, возможно образование пустот.
С первой проблемой можно бороться, приобретая несколько одинаковых форм, а второй недостаток нивелируется с помощью вибростола. Станок представляет собой ровную поверхность, закрепленную с помощью демпферов на массивную станину. Можно использовать резиновые подушки либо пружины.
К столешнице крепится виброэлемент, конструкцию которого можно выбрать из описанных выше станков.
На рабочую плиту выкладываются формы со смесью, включается вибропривод, и раствор под своей тяжестью усаживается, вытесняя воздушные пузыри. Плотность материала будет ниже, чем при использовании вибропресса, но для покрытий с невысокой эксплуатационной нагрузкой вполне достаточно. Если уровень раствора при усадке понизится, его можно оперативно заполнить.
Изготовив такой станок, вы сможете выпускать плитку (брусчатку) любой конфигурации. Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Итог:
Если ваш бюджет для ремонта ограничен, вы с легкостью сможете сэкономить, потратив немного времени на изготовление оснастки. А по окончании работ, появляется возможность заработать на продаже готовой плитки.
Вибропресс своими руками
Несколько последних лет применение строительных блоков из различных смесей бетона с облегченными заполнителями стало очень популярным. Стеновой материал всегда стоил недешево, а сегодня приходится считать каждую копейку тем более. Именно поэтому застройщики не спешат выстраиваться в очередь за готовыми шлакоблоками, тротуарной плиткой и другими материалами, которые изготовлены относительно простыми способами. Каждый пытается сэкономить, и как следствие, появилось целое течение любителей выливать бетонные блоки самостоятельно.
Стеновой материал всегда стоил недешево, а сегодня приходится считать каждую копейку тем более. Именно поэтому застройщики не спешат выстраиваться в очередь за готовыми шлакоблоками, тротуарной плиткой и другими материалами, которые изготовлены относительно простыми способами. Каждый пытается сэкономить, и как следствие, появилось целое течение любителей выливать бетонные блоки самостоятельно.
Вибропресс для блоков
Для производства блоков из бетона, плитки тротуарной, шлакоблоков и керамзитобетонных блоков используют одно-единственное основное устройство — вибропресс. Имея в хозяйстве вибропресс можно штамповать блоки неограниченным тиражом, обеспечивая как собственную стройку, так и с возможностью продать какую-то часть неиспользованного материала, а если вибропресс производительный и качественный, то можно даже открыть небольшой бизнес. Но это в перспективе, а пока давайте разбираться, что это за вибропресс такой, зачем он нужен, из чего сделан и какой смысл в том, чтобы собрать вибропресс своими руками.
Станки для производства прессованных блоков могут сильно отличаться по многим параметрам:
- производительность;
- источник энергии;
- мобильность;
- уровень автоматизации;
- класс исполнения;
- цена.
Все это очень влияет на выбор устройства для производства блоков или плитки. Никто эти станки никогда не классифицировал, но условно, руководствуясь здоровой логикой, их можно разделить на несколько категорий.
Какие бывают вибропрессы
Градация, которую мы предложим очень зыбкая, но она поможет понять, какой именно станок для изготовления шлакоблока или плитки необходим именно в конкретном случае. Вот, что предлагают на рынке.
- Максимально автоматизированные станции. Это, действительно, больше наминает микрозавод, чем станок, хотя по габаритам этого не скажешь. Для получения партии блоков необходимо просто загрузить сырье — песок, щебень, бетон, затем выставить нужную программу и включить станок. Все. Полная автоматизация. Производительность такой станции составляет не менее 900-1000 блоков час, только успевай мешать раствор. Это очень высокий показатель, естественно, что такое оборудование будет стоить приличную сумму. Но в рознице таких станков очень мало, потому как применяют их в основном крепкие в финансовом плане строительные организации.
- Полуавтоматические станки. Модели значительно проще, и об их покупке уже можно задуматься. Производительность таких станков составляет около 600-700 блоков в час, но они требуют больше ручных операций.
- Ручные станки. Самые дешевые и непродуктивные, но они вполне удовлетворяют потребности в индивидуальном строительстве. В качестве справочной информации можем сказать, что такой вибропресс отечественного производства посредственного качества будет стоить от 180 тысяч, а более качественные вибропрессы могут тянуть и на все 300 тысяч.
 Полная автоматизация. Производительность такой станции составляет не менее 900-1000 блоков час, только успевай мешать раствор. Это очень высокий показатель, естественно, что такое оборудование будет стоить приличную сумму. Но в рознице таких станков очень мало, потому как применяют их в основном крепкие в финансовом плане строительные организации.
Полная автоматизация. Производительность такой станции составляет не менее 900-1000 блоков час, только успевай мешать раствор. Это очень высокий показатель, естественно, что такое оборудование будет стоить приличную сумму. Но в рознице таких станков очень мало, потому как применяют их в основном крепкие в финансовом плане строительные организации.Вибропресс для плитки
Все вибропрессы опять таки условно можно разделить на несколько категорий по размеру формовочной зоны. То есть, грубо говоря, какие можно изделия именно выполнять на таком вибропрессе. Самые маленькие и средние подходят для изготовления тротуарной плитки и небольших бордюров. Максимальный размер формировочной зоны у них составляет не более 0,3 м². Следовательно, на них можно изготовить только плитку. Как правило, все они с ручным отбором готового изделия, что диктует максимальный вес загрузки, с которой может справиться один человек. Это не более 35 кг.
То есть, грубо говоря, какие можно изделия именно выполнять на таком вибропрессе. Самые маленькие и средние подходят для изготовления тротуарной плитки и небольших бордюров. Максимальный размер формировочной зоны у них составляет не более 0,3 м². Следовательно, на них можно изготовить только плитку. Как правило, все они с ручным отбором готового изделия, что диктует максимальный вес загрузки, с которой может справиться один человек. Это не более 35 кг.
Каждый из вибропрессов для тротуарной плитки имеет свои показатели по производительности и скорости формирования цикла загрузки. Самые скоростные из них формируют блок за 8-10 секунд, а время формирования блока кустарными станками составляет две-три минуты. Следовательно, производительность очень разная, и о массовом производстве плитки на таком оборудовании речи быть не может.
Вибропресс для шлакоблока
Для производства шлакоблоков применяются станки классом повыше. Эти устройства имеют техническую возможность повысить производительность и увеличить массу загрузки. Поэтому при помощи таких станков возможно изготовление стеновых блоков своими руками. Они тоже есть двух типов — мобильные и стационарные.
Поэтому при помощи таких станков возможно изготовление стеновых блоков своими руками. Они тоже есть двух типов — мобильные и стационарные.
Мобильные, или несушки, как их ласково называют у нас, могут вообще формировать блок прямо на бетонном полу или на земле. Такой вибропресс разгружать не нужно, потому что готовые блоки остаются на земле, а пресс переезжает дальше, где происходит следующая загрузка. Используют у нас их не массово, потому что климат не позволяет оставлять на просушку большое количество блоков под открытым небом.
Стационарные вибропрессы могут быть основаны на формировании блока вибростолом, а могут иметь другой механизм — колеблющуюся матрицу. Это очень дорогое устройство, и описывать его нет никакого смысла. Сделать такой вибропресс своими руками просто невозможно без очень точного и дорогого оборудования.
Таким образом мы выяснили основные плюсы и минусы изготовления вибропресса своими руками и покупного станка. Какому варианту отдать предпочтение — зависит от ваших планов на блоки или плитку.
Читайте также: Изготовление тротуарной плитки своими руками
Особенности изготовления вибропресса для тротуарной плитки своими руками
Дорожки, вымощенные тротуарной плиткой имеют эстетичный вид.
Если приобретать уже готовую плитку, квадратный метр такого покрытия будет стоять довольно дорого.
Справиться с такой ситуацией можно в результате самостоятельного изготовления декоративного материала.
Для этого придется сделать вибропресс для тротуарной плитки своими руками.
Особенность и принцип эксплуатации оборудования
Вибропресс работает по принципу использования метода вибрирования. Особенность этого процесса заключается в том, что изъятие изделия из формы происходит практически сразу. Благодаря этому удается еще раз заполнить форму для производства нового изделия. Таким образом, использования данной методики повышает уровень производительности оборудования на несколько порядков.
Тротуарная плитка в ландшафтном дизайне
Если покупать готовый вибропресс, он будет стоить немало. Поэтому специалисты рекомендуют использовать самодельный вибропресс для производства тротуарной плитки. Конструкция такого оборудования состоит из таких частей:
Поэтому специалисты рекомендуют использовать самодельный вибропресс для производства тротуарной плитки. Конструкция такого оборудования состоит из таких частей:
- Рабочий стол.
- Виброустройство.
- Столешница.
- Прессустройство.
Все детали связаны и взаимозависимы между собой.
Перед тем, как приступать к изготовлению стола, необходимо разобраться с принципом его работы. Рабочий стол соединяется со столешницей посредством использования нескольких пружинных элементов. Запуск электрического мотора приводит в движение рабочий стол. Это заставляет эксцентрик вращаться с небольшим смещением. В результате центр тяжести смещается и происходит вибрация.
Производство самодельного вибропресса позволяет сэкономить немало средств и времени.
Этапы рабочего процесса
Самое важное, с чего специалисты рекомендуют приступить к рабочему процессу, это изготовить детальные чертежи будущего пресса.
Самодельный вибропресс для тротуарной плитки
Теперь, согласно чертежам, необходимо постепенно изготовить каждую часть будущего станка:
- Ножки. Для работы необходимо приобрести швеллер 10 номера и трубу от 80 до 100 мм диаметра. При помощи болгарки отрезаются 4 заготовки нужной длины. Нельзя забывать о торцовке всех краев заготовок. При изготовлении стационарного станка, к длине ножек необходимо сделать припуск на 26 мм. Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной.
- Рама. Верхняя часть рамы выполняется из швеллера и двутавра. Все части рамы вырезаются при помощи болгарки и размещаются на ровной горизонтально расположенной поверхности. Это необходимо для того чтобы иметь возможность быстро сварить все части заготовок между собой. После завершения сварочных работ все швы тщательно зачищаются и покрываются специальной краской, обладающей антикоррозийными свойствами.
- Столешница. Эта деталь должна быть устойчивой и прочной. Для этого используются поперечные распорки. Каркас столешницы и распорки выполняются посредством использования стали уголкового типа. Рекомендуемый размер материала 70 мм. Форма и размеры каркаса столешницы должны быть аналогичны таким же параметрам рамы. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.
 Для работы необходимо приобрести швеллер 10 номера и трубу от 80 до 100 мм диаметра. При помощи болгарки отрезаются 4 заготовки нужной длины. Нельзя забывать о торцовке всех краев заготовок. При изготовлении стационарного станка, к длине ножек необходимо сделать припуск на 26 мм. Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной.
Для работы необходимо приобрести швеллер 10 номера и трубу от 80 до 100 мм диаметра. При помощи болгарки отрезаются 4 заготовки нужной длины. Нельзя забывать о торцовке всех краев заготовок. При изготовлении стационарного станка, к длине ножек необходимо сделать припуск на 26 мм. Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной. Эта деталь должна быть устойчивой и прочной. Для этого используются поперечные распорки. Каркас столешницы и распорки выполняются посредством использования стали уголкового типа. Рекомендуемый размер материала 70 мм. Форма и размеры каркаса столешницы должны быть аналогичны таким же параметрам рамы. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.
Эта деталь должна быть устойчивой и прочной. Для этого используются поперечные распорки. Каркас столешницы и распорки выполняются посредством использования стали уголкового типа. Рекомендуемый размер материала 70 мм. Форма и размеры каркаса столешницы должны быть аналогичны таким же параметрам рамы. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.Применение стали в качестве рабочего материала обеспечивается прочность и устойчивость вибропресса во время эксплуатации. Это необходимое условие, так как во время работы оборудование испытывает довольно сильную вибрацию.
Сборка
Изготовление вибропресса своими руками обязательно включает в себя сборку всех заготовок.
Изготовление тротуарной плитки
От того, насколько она правильно будет выполнена, зависит эффективность использования оборудования и качество изготовляемой тротуарной плитки:
- Перед началом процесса сборки поверхности всех готовых заготовок обрабатываются средством, обладающим антикоррозийными свойствами.
- Далее необходимо положить на ровной поверхности раму таким образом, чтобы столешница располагалась снизу. По 4 углам рамы привариваются готовые ножки. Дополнительное использование вставок, выполненных из листовой стали в треугольной форме, повышает устойчивость и жесткой конструкции.
- Если изготавливается неразборная конструкция, все ее детали соединяются качественным сварочным швом. Некоторые делают соединение при помощи болтов. Но так как вибропресс подвергается немалой вибрации во время своей работы, не исключена возможность того, что со временем соединения с болтами расшатаются. Это приведет к снижению жесткости и устойчивости опоры пресса.
- При изготовлении конструкции разборного типа, не обойтись без использования болтов. Во избежание их расшатывания, болты придется периодически затягивать.
- При монтаже двигателя, стоит обратить внимание на то, что он не должен соприкасаться с поверхностью земли. После завершения его установки, специалисты рекомендуют запустить вибропресс. Пробный запуск покажет насколько оборудование устойчиво, можно увидеть диапазон колебаний станка. Кроме этого при первом запуске будет возможность проконтролировать уровень жесткости крепежных пружин.
- Специалисты советуют обратить особое внимание на то, что ножки станка должны иметь одинаковую длину. В противном случае конструкция будет перекошена.
- Несмотря на то, что есть возможность изготовления пресса разборного типа, лучше отдать предпочтение стационарной модели. Для этого ножки заглубляются на 5 – 8 мм вглубь поверхности пола. Лучше, если это будет зацементированная ровная поверхность. Крепить ножки в полу можно непосредственно в сам не застывший бетон или посредством применения специальных анкеров.
 Во избежание их расшатывания, болты придется периодически затягивать.
Во избежание их расшатывания, болты придется периодически затягивать.Особенно внимательно нужно отнестись к выбору двигателя для станка. Главным параметром, на который следует обратить внимание, является мощность агрегата. Если планируется выпуск небольшого количества тротуарной плитки, достаточно будет остановиться на модели мотора мощностью 0, 5 – 0, 9 кВт. При более крупных объемах выпускаемой продукции, такой мощности двигателя будет недостаточно. В данном случае наиболее оптимальным вариантом будет приобретение движка большей мощности.
Главным параметром, на который следует обратить внимание, является мощность агрегата. Если планируется выпуск небольшого количества тротуарной плитки, достаточно будет остановиться на модели мотора мощностью 0, 5 – 0, 9 кВт. При более крупных объемах выпускаемой продукции, такой мощности двигателя будет недостаточно. В данном случае наиболее оптимальным вариантом будет приобретение движка большей мощности.
Если же планируется выпустить минимальное количество плитки, можно использовать мотор от стиральной машинки старого образца. Кроме того, что такой двигатель требует небольших токарных доработок, срок его эксплуатации не будет очень долгим.
Станок для производства тротуарной плитки своими руками — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
пресс и оборудование для изготовления, вибропресс своими руками
Для работы со станком по производству плитки нужно иметь соответствующий опыт
Тротуарная плитка – это то, что мы часто видим в городах, а кто-то и в своих собственных домах или на даче. Как известно, в последнее время спрос на тротуарную плитку возрастает с каждым годом. Практически во всех городах набережные и тропинки в парке уже давно выкладывают такой плиткой, а многие из жителей деревень или частного сектора города предпочитают выкладывать тротуарной плиткой тропинки на своем участке.
Как известно, в последнее время спрос на тротуарную плитку возрастает с каждым годом. Практически во всех городах набережные и тропинки в парке уже давно выкладывают такой плиткой, а многие из жителей деревень или частного сектора города предпочитают выкладывать тротуарной плиткой тропинки на своем участке.
Содержание материала:
Станок и методы производства тротуарной плитки
Практичность покрытия дорожек возможна благодаря тому, что плитка не только красива и удобна в обращении, но и может прослужить владельцам долгие годы верой и правдой. Но редко, кто из горожан или обычных жителей деревень и сел задумывается, как производится изготовление плитки.
Для производства используются различные материалы и специальное оборудование, к которому можно отнести станок.
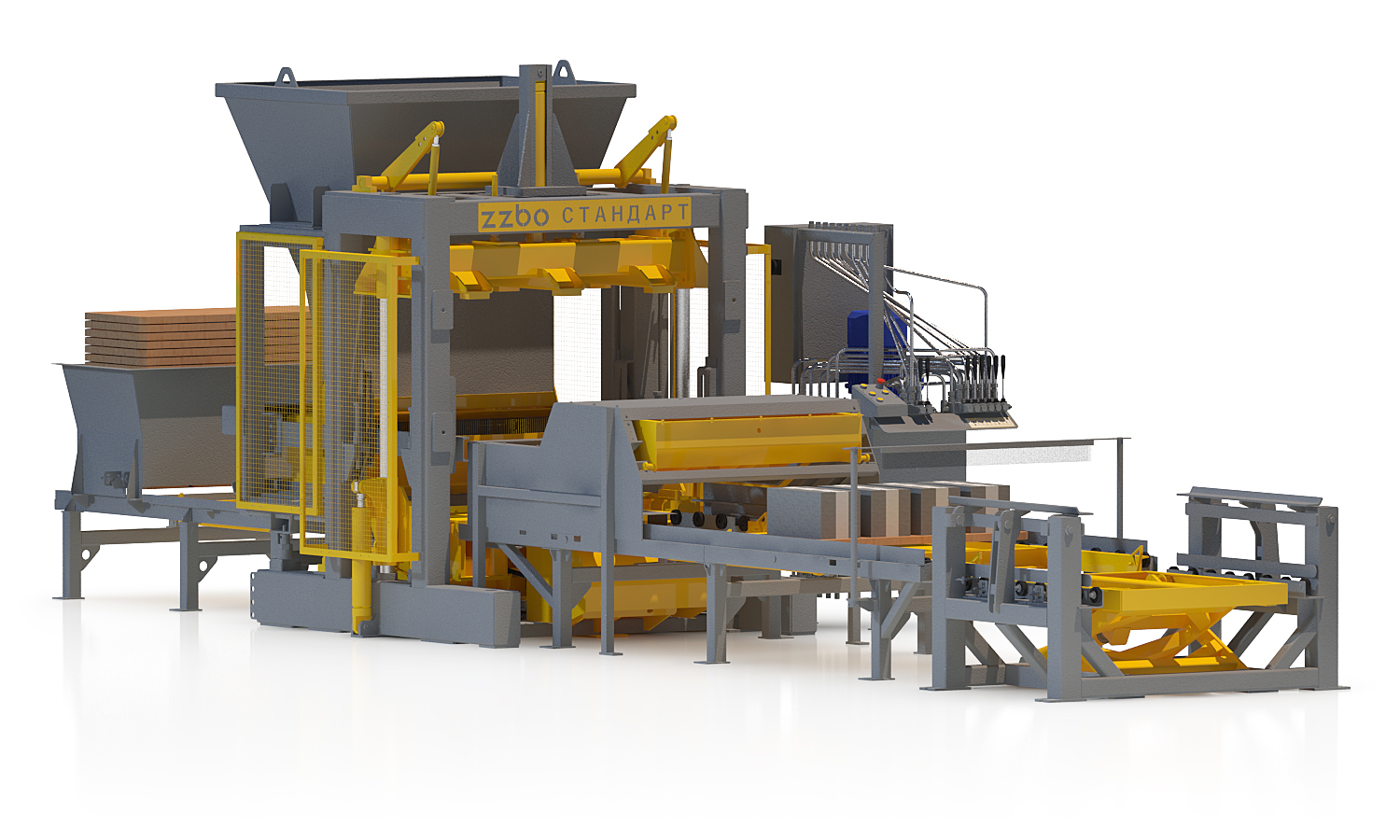
Станки для производства тротуарной плитки могут отличаться по конструкции и размеру
Виды станков различаются, в зависимости от выбранного фирмой, компанией или человеком метода производства. Всего специалисты выделяют 2 метода по изготовлению плитки для обустройства различных поверхностей. В основе каждого существующего метода лежит работа такого явления, как вибрация.
Всего специалисты выделяют 2 метода по изготовлению плитки для обустройства различных поверхностей. В основе каждого существующего метода лежит работа такого явления, как вибрация.
Рассмотрим поподробнее метод вибропрессования:
- Изготовление строительного материала методом вибропрессования заключается в том, что бетонная масса, используемая, как основа будущего изделия, оказывается плотно зажата между пуансоном и специальной матрицей.
- Все это происходит под действием постоянной вибрации одинаковой частоты.
- Матрица и пуансон необходимы для того, чтобы задать будущей плитке определенную плотность и форму. Все это заранее определяется изготовителем.
Популярно и производство плитки для тротуаров и покрытий с использованием метода вибролитья. Для данного метода необходим довольно жидкий бетон, который необходим разлить по формам. Уплотнение бетона и формирование будущей тротуарной плитки происходит также под действием вибрации. Здесь используется низкочастотная вибрация, позволяющая бетону равномерно заполнять всю форму, какой бы она ни была.
Такой метод хорош при изготовлении плитки причудливой формы.
Как можно понять, главным действующим механизмом в любом станке будет вибрация, именно она позволяет сделать плитку ровной и плотной, при этом придав ей любую форму, даже ту, которую могут требовать чертежи даже самых замысловатых покрытий.
Модели станков для производства плитки
Оборудование может использоваться не только на крупных заводах, специализирующихся на изготовлении именно этого материала, но также и в небольших мастерских, в большей степени направленных на работу с индивидуальными небольшими заказами. В этом случае фаворитом является мини-пресс.
Отечественные станки для производства плитки хорошо зарекомендовали себя на рынке в странах СНГ
Существует немало моделей мини-станков для производства плитки, рассмотрим наиболее популярные:
- Тандем 2 – установка для прессования, разработанная компанией MSD. В стандартную комплектацию данной модели входит 2 полноценных вида сменной матрицы. Как утверждают специалисты, заменить одну матрицу на другую не составляет особого труда, и доступна даже начинающим мастерам. При пожелании покупателя, компания-производитель станков может дополнить комплектацию эксклюзивными матрицами.
- Плиток 3 – простая модель для производства плитки.
- РПБ 1500 – станок, проверенный временем и многими поколениями мастеров. Специалисты отмечают, что данное оборудование является довольно простым в использовании, а также не требует сложных операций по обслуживанию и замене матриц, что является плюсом для только развивающегося бизнеса.
 Как утверждают специалисты, заменить одну матрицу на другую не составляет особого труда, и доступна даже начинающим мастерам. При пожелании покупателя, компания-производитель станков может дополнить комплектацию эксклюзивными матрицами.
Как утверждают специалисты, заменить одну матрицу на другую не составляет особого труда, и доступна даже начинающим мастерам. При пожелании покупателя, компания-производитель станков может дополнить комплектацию эксклюзивными матрицами.Подобные станки за среднестатистическую работу в течении 8 часов способны изготовить от 1000 до 1600 плиточных блоков.
Устройство пресса для тротуарной плитки
Устройство станка рассмотрим на примере РПБ 1500, как классическом примере оборудования. Практически любой вибростанок имеет определенную конструкцию, в которую входят основные элементы.
Пресс для тротуарной плитки следует регулярно проверять на наличие неисправностей
А именно:
- Вибростол – зачастую для его обслуживания необходимо двое специалистов. Представляет собой стол, к которому жестко прикреплено устройство постоянной вибрации. Кроме того, вибростол оснащен панелью управления, с помощью которой можно выставлять необходимые индивидуальные показатели скорости и длительность всего процесса изготовления.
- Вибропресс.
- Бетономешалка.
- Пресс-формы – к их помощи также часто обращаются на больших производствах. Единственное условие использования подобных форм – правильное их хранение и равномерная интенсивность использования в производстве.
 Представляет собой стол, к которому жестко прикреплено устройство постоянной вибрации. Кроме того, вибростол оснащен панелью управления, с помощью которой можно выставлять необходимые индивидуальные показатели скорости и длительность всего процесса изготовления.
Представляет собой стол, к которому жестко прикреплено устройство постоянной вибрации. Кроме того, вибростол оснащен панелью управления, с помощью которой можно выставлять необходимые индивидуальные показатели скорости и длительность всего процесса изготовления.Конечно, стоит уточнить, что вибростанки разных моделей и компаний-производителей могут отличаться в плане конструкции или комплектации, но, в основном, незначительно. Установка для изготовления вибропрессованной плитки, оснащенная подобной конструкцией.
Необходимо изготавливать тротуарные плиточные изделия, обладающие высокой устойчивостью к морозам.
Плитка не должна противостоять перепадам температур с высоких на низкие и наоборот, что также важно для нашей страны. Кроме того, процесс производства плитки способен полностью происходить на автомате, что гарантирует высокое качество плитки, соответствующее ГОСТам.
Кроме того, процесс производства плитки способен полностью происходить на автомате, что гарантирует высокое качество плитки, соответствующее ГОСТам.
Необходимое оборудование для изготовления тротуарной плитки
Можно точно говорить о том, что крупные заводы и компании, выпускающие тротуарную плитку, закупают оборудование у профессионалов. Но небольшие мастерские и частные лица не могут себе такого позволить, но можно произвести это своими руками. Самодельный станок будет несколько отличаться от заводского и, все же, это не значит, что он будет хуже.
Выполнять ремонт оборудования для изготовления тротуарной плитки должны исключительно высококвалифицированные специалисты
Для того чтобы изготовить вибропресс самостоятельно, понадобится:
- Чертежи станка, матриц и пуансона. Для того чтобы изготовить качественное оборудование, необходимо хорошо разбираться в чертежах. Без наличия чертежа, невозможно приступать к работе, в противном случае, придется разрабатывать проект и чертеж самостоятельно, на что также необходимо время.
- Режущее гибочное оборудование.
- Вибро-элемент – его можно назвать сердцем всего станка.

Если же есть необходимость изготовления вибростола, то здесь необходимо многое. Сварочный инструмент понадобится для сварки рамы стола. Металлопрокат для будущей рамы обязательно должен быть максимально прочен, так как на него будет постоянно воздействовать вибрация. Элемент вибрации можно изготовить самостоятельно из старого электродвигателя, либо приобрести отдельно в специализированном магазине. Необходимы и дополнительные материалы: пружины, клейкая лента, резина и др.
Оборудование для тротуарной плитки (видео)
Как показывает практика, при правильном и полноценном подходе к вопросу самостоятельного изготовления оборудования, можно сэкономить материальные средства, которые никогда не бывают лишними.
Можно ли сделать вибропресс своими руками? – Завод «Стройтехника»
 org/BreadcrumbList»>
org/BreadcrumbList»>Главная
Статьи
На первый взгляд, собрать вибропресс своими руками – задача довольно простая. Ведь для персонального применения нет необходимости изобретать сложную конструкцию – достаточно самой простой (а значит, и недорогой в изготовлении) модели. Однако, в отличие от вибростола, даже при наличии чертежей и простых понятных инструкций, попытки самостоятельно изготовить вибропресс обычно заканчиваются ошибками или неполнотой расчёта, неточной наладкой или (в лучшем случае) низкой производительностью.
Но, если вы всё же решились сделать вибропресс своими руками, то обратите внимание на несколько важных моментов.
- Основой конструкции самодельного вибропресса служит формующий агрегат с гидроприводом, вибратором, системой управления и оснасткой для производства различных строительных материалов. Для его изготовления достаточно иметь металл определённого качества, чертежи с необходимыми указаниями, элементы гидропривода, электродвигатель с эксцентриком и сварочный аппарат. И вам в любом случае понадобится знание основ выбора и эксплуатации оборудования, поэтому внимательно изучите всю доступную на нашем сайте информацию.
- Инерционные характеристики некоторых элементов вибропресса рассчитываются отдельно с учётом заданной геометрии и материала, из которого они изготовлены. Главным условием для выбора последнего является не только их прочность, но и устойчивость к вибрациям и нагрузкам.
- Обычно при сборке вибропресса своими руками наиболее сложным оказывается подбор вибратора. Не забывайте, что он должен быть правильно разбалансированным и крепиться по определенной схеме. Неправильное его расположение отразится на качестве работы вибропресса, а следовательно, и на качестве производимых вами материалов. Относительно большая амплитуда колебаний будет хорошим выбором для жёсткой смеси, а малая – для более подвижной. Уплотняемый бетон должен равномерно распределяться в форме, а не отбиваться её стенками или «кипеть».
- Поскольку вибрация раскручивает резьбовые соединения не хуже гаечного ключа, позаботьтесь о том, чтобы они были снабжены фиксаторами (контргайками и шплинтами).
- Не лишним будет установить потенциометр переменного тока для регулировки силы вибраций.
- После завершения самостоятельной сборки вибропресса, нужно его испытать, откалибровать параметры вибрации, убедиться в устойчивости и жёсткости всех элементов. Важно также перед началом работы убедиться в абсолютной горизонтальности рабочей плиты.
Изготовление вибропресса своими руками требует наличия определенных знаний и навыков, а потому в некоторых случаях гораздо эффективнее приобрести уже готовый вибропресс. Правильный выбор оборудования значительно упростит процесс производства бордюров, тротуарной плитки, стеновых блоков, декоративных панелей и других строительных материалов.
вибропресс-производство-кирпич-блок-тротуарная-бордур-эрмани-вибро-100
ERMANI vibro-100 — универсальный вибропресс. Для производства малогабаритных бетонных изделий методом вибропрессования.
На данной модели станка возможно изготовление следующих видов продукции: от кирпича из монолитной тротуарной плитки всех типов до крупных строительных блоков, различных типов пустот, форм, бордюров и других крупногабаритных строительных изделий.
Наши вибропрессы делятся на два типа:
Полуавтомат — с ручным заполнением смеси и полуавтоматический вибропресс.С ручным регулирующим клапаном.
Автомат — с автоматическим наполнением смеси и автоматическим вибропрессованием. С возможностью добавления кассет для вставки поддона и проталкивания поддона на специальный подвижный валок
Примеры продукции ERMANI vibro-100:
Рама оборудования ERMANI vibro-100 компактна и не требует дополнительных монтажных работ на территории заказчика.Просто подключите кабель 380 В к экрану. Для запуска оборудования нашими специалистами нет необходимости в дополнительных затратах.
Компактный, простой и надежный.
Имя параметра: | Значение: |
Частота колебаний вибростола | 60 Гц |
Напряжение питания | 380 |
Давление прессования, (тонн) | 20 |
Габариты станка, масса: | |
Длина, ширина, высота (мм) | 1600 — 1400 — 2100 2450 |
Расчеты: | |
Количество продуктов в одном цикле: кирпич / плитка тротуарная / БЛОК / бордюр | 10 / 12 /3/2 |
Продолжительность одного цикла, (секунды) | 40-45 |
Производительность, шт. / Час | 900/1080/270/180 |
Мощность электродвигателя, (кВт) рабочая / максимальная | 7/15 |
Режим работы: (под заказ) | |
Загрузка смеси в камеру: | Автомат |
Формовочные изделия: | Автомат |
ERMANI vibro-70 — пресс вибропресс универсальный.Для производства малогабаритных бетонных изделий методом вибропрессования.
На данной модели станка возможно изготовление следующих видов продукции: от кирпича из монолитной тротуарной плитки всех типов до крупных строительных блоков, различных типов пустот, форм, бордюров и других крупногабаритных строительных изделий.
Наши вибропрессы делятся на два типа:
Полуавтомат — с ручным заполнением смеси и полуавтоматический вибропресс.С ручным регулирующим клапаном.
Автомат — с автоматическим наполнением смеси и автоматическим вибропрессованием. С возможностью добавления кассет для вставки поддона и проталкивания поддона на специальный подвижный валок
Примеры продукции ERMANI vibro-70:
Рама оборудования ERMANI vibro-70 компактна и не требует дополнительных монтажных работ на территории заказчика.Просто подключите кабель 380 В к экрану. Для запуска оборудования нашими специалистами нет необходимости в дополнительных затратах.
Компактный, простой и надежный.
Имя параметра: | Значение: |
Частота колебаний вибростола | 60 Гц |
Напряжение питания | 380 |
Давление прессования, (тонн) | 15 |
Габариты станка, масса: | |
Длина, ширина, высота (мм) | 1600 — 1300 — 2100 2000 |
Расчеты: | |
Количество продуктов в одном цикле: кирпич / плитка тротуарная / БЛОК / бордюр | 6 / 6 /2/1 |
Продолжительность одного цикла, (секунды) | 40-45 |
Производительность, шт. / Час | 540/540/180/90 |
Мощность электродвигателя, (кВт) рабочая / максимальная | 4/11 |
Режим работы: (под заказ) | |
Загрузка смеси в камеру: | Автомат |
Формовочные изделия: | Автомат |
Влияние процесса вибропрессования на бетонные блоки для мощения на основе прочности на сжатие
Исследовательская статья
Особые вопросы
1.
Департамент гражданского строительства, инженерный факультет, Университет Джембер, Джембер 68121, Индонезия
2.
Гражданский факультет инженерного факультета Университета Бравиджая, Маланг 68121, Индонезия
- Поступило:
11 февраля 2020 г.Принято:
13 мая 2020Опубликовано:
25 мая 2020
Бетонные блоки для мощения представляют собой смесь цемента и заполнителей, в которой используются блоки энергии сжатия.Бетон для мощения относится к категории сухого бетона, поэтому для его уплотнения требуется блочная энергия. Блок-энергия состоит из ручных блоков, блочных прессов и вибропрессующих блоков. Это прижимные блоки для использования гидравлики с сильным толчком 75 кг / см 2 с продолжительностью 1, 2 и 3 с. Затем метод блочного вибропрессования, а именно изменение длины вибрации от 4-8 секунд до частоты 25-50 Гц и прессование 75 кг / см 2 . Все образцы для испытаний с одинаковым объемным соотношением состава 1 цемент: 4 песок: 4 щебня зола 0-5 мм, и соотношение воды и цемента равно 0.6. Результаты показали, что ручной блок и нажимной блок не показали резкого увеличения прочности на сжатие, несмотря на большее количество ударов в ручном блоке и увеличенное время в методе прессования бокса. Процесс вибропрессования показывает значительный и линейный рост прочности на сжатие с увеличением вибраций и частот. Делается вывод, что прочность на сжатие бетона брусчатки очень зависит от блокируемого с точки зрения частоты и продолжительности вибраций.
Образец цитирования: Эрно Видаянто, Агоэс Соехарджоно, Виснумурти Виснумурти, Ахфас Закоб.Влияние процесса вибропрессования на прочность на сжатие бетонных блоков для мощения [J]. AIMS Materials Science, 2020, 7 (3): 203-216. DOI: 10.3934 / matersci.2020.3.203
Аннотация
Бетонные блоки для мощения представляют собой смесь цемента и заполнителей, в которой используются блоки энергии сжатия.Бетон для мощения относится к категории сухого бетона, поэтому для его уплотнения требуется блочная энергия. Блок-энергия состоит из ручных блоков, блочных прессов и вибропрессующих блоков. Это прижимные блоки для использования гидравлики с сильным толчком 75 кг / см 2 с продолжительностью 1, 2 и 3 с. Затем метод блочного вибропрессования, а именно изменение длины вибрации от 4-8 секунд до частоты 25-50 Гц и прессование 75 кг / см 2 . Все образцы для испытаний с одинаковым объемным соотношением состава 1 цемент: 4 песок: 4 щебня зола 0-5 мм, и соотношение воды и цемента равно 0.6. Результаты показали, что ручной блок и нажимной блок не показали резкого увеличения прочности на сжатие, несмотря на большее количество ударов в ручном блоке и увеличенное время в методе прессования бокса. Процесс вибропрессования показывает значительный и линейный рост прочности на сжатие с увеличением вибраций и частот. Делается вывод, что прочность на сжатие бетона брусчатки очень зависит от блокируемого с точки зрения частоты и продолжительности вибраций.
Список литературы
| [1] | Шакель Б. (2003) Проблемы мощения бетонных блоков как зрелой технологии. Материалы 7-й Международной конференции «Бетонные брусчатки» , 1-9. | |
| [2] | Невилл А.М., Брукс Дж. Дж. (2010) Concrete Technolog y, 2nd Eds., England: Pearson Education Limited. | |
| [3] | Penteado CSG, de Carvalho EV, Lintz RCC (2016) Повторное использование отходов полировки керамической плитки в производстве брусчатки. J Clean Prod 112: 514-520. DOI: 10.1016 / j.jclepro.2015.06.142 | |
| [4] | Wattanasiriwech D, Saiton A, Wattanasiriwech S (2009) Брусчатка из отходов производства керамической плитки. J Clean Prod 17: 1663-1668. DOI: 10.1016 / j.jclepro.2009.08.008 | |
| [5] | Uygunolu T, Topcu IB, Gencel O, et al.(2012) Влияние содержания летучей золы и типов заполнителей на свойства сборных бетонных блокировочных блоков (PCIB). Строительный материал 30: 180-187. DOI: 10.1016 / j.conbuildmat.2011.12.020 | |
| [6] | Gencel O, Ozel C, Koksal F и др. (2012) Свойства бетонных блоков для мощения из мраморных отходов. J Clean Prod 21: 62-70. DOI: 10.1016 / j.jclepro.2011.08.023 | |
| [7] | Агьеман С., Обенг-аченкора Н.К., Ассиама С. и др. (2019) Использование переработанных пластиковых отходов в качестве альтернативного связующего для производства брусчатки. Материал корпуса шпильки 11: e00246. | |
| [8] | Udawattha C, Galabada H, Halwatura R (2017) Грязевой бетонный блок для пешеходных дорожек. Материал корпуса шпильки 7: 249-262 | |
| [9] | Де Силва П., Сагое-Кренстил К., Сирививатнанон В. (2007) Кинетика геополимеризации: роль Al2O 3 и SiO 2 . Цементный бетон Res 37: 512-518 doi: 10.1016 / j.cemconres.2007.01.003 | |
| [10] | Арслан Б., Камас Т. (2017) Исследование влияния размера заполнителя на сжатие бетона с помощью электромеханической и механической спектроскопии импеданса. Procedure Struct Integr 5: 171-178. DOI: 10.1016 / j.prostr.2017.07.093 | |
| [11] | Линг Т., Нор Х., Мудийоно Р. (2006) Влияние соотношения цемента и воды на цемент на бетонный блок. Конструктивная среда сборки 3: 26-27. | |
| [12] | Баскаран К., Гопинатх К. (2013) Исследование применимости методов расчета смесей ACI и DOE для блоков мощения. Годовые операции Инженерного учреждения , Шри-Ланка , 127-134. | |
| [13] | Сюань Д., Чжан Б., Пун С.С. (2016) Разработка нового поколения экологически чистых бетонных блоков путем ускоренной карбонизации минералов. J Clean Prod 133: 1235-1241. DOI: 10.1016 / j.jclepro.2016.06.062 | |
| [14] | Джамалуддин А.Р., Каронге М.А., Тьяронге М.В. и др.(2020) Оценка устойчивых бетонных блоков для мощения, включающих переработанную отходы чайной золы. Материал корпуса шпильки 12: e00325. | |
| [15] | Сулистяна П., Видоаниндьявати В., Пратамаб ММД (2014) Влияние сжатия, применяемого во время производства, на прочность на сжатие сухого бетона: экспериментальное исследование. Procedure Eng 95: 465-472.DOI: 10.1016 / j.proeng.2014.12.206 | |
| [16] | Комитет ACI 309 (2011) Поведение свежего бетона при вибрации. | |
| [17] | Сяо Ю.Дж., Лю Р., Сонг Х.П. и др. (2015) Характеристики перлитовой звукопоглощающей плиты, сформированной методом вибрационного формования. Open Mater Sci J 9: 39-42. DOI: 10.2174 / 1874088X015039 | |
| [18] | Boral limited (2006) DS2006 уплотнение бетона. Доступно по адресу: https://www.boral.com/news-announcements/management-presentations. | |
| [19] | Badan Standardisasi Nasional (1996) Бата бетон (брусчатка).СНИ 03-0691-1996. | |
| [20] | Иффат С (2015) Связь между плотностью и прочностью на сжатие затвердевшего бетона. Concrete Res Lett 6: 182-189. | |
| [21] | Wersall C (2016) Оптимизация частоты вибрационных катков и плит для уплотнения сыпучей почвы.Доступно по адресу: http://www.diva-portal.org/smash/record.jsf?pid=diva2%3A | 1&dswid=1941. |
| [22] | Ко HB, Yeoh D, Shahidan S (2017) Влияние повторной вибрации на прочность на сжатие и твердость поверхности бетона. Серия конференций IOP: Материаловедение и инженерия , 271: 012057. doi: 10.1088 / 1757-899X / 271/1/012057 | |
| [23] | Арслан М.Э., Йозгат Э., Пул С. и др.(2011) Влияние времени вибрации на прочность обычного и высокоэффективного бетона. Труды 4-й международной конференции WSEAS по энергетике и развитию-окружающей среде-биомедицине , 270-274. | |
| [24] | Ковальская А., Аузиньш Ю. (2011) Исследование технологии процесса вибропрессования. Труды 10-й Международной научной конференции , 26: 408-412. |
(PDF) Проверка качества и эксплуатационных свойств вибропрессованных элементов мощения
В ходе проверки качества мы проверили: наличие транспортных
документов, целостность упаковки, правильность маркировки; если продукция соответствует форме заявки
; если есть дефекты внешнего вида; а также категория фасадной бетонной поверхности
, размеры, толщина верхнего слоя, прямолинейность профиля лицевой поверхности, плоскостность лицевой поверхности
, перпендикулярность лицевой и прилегающей граней.
При осмотре транспортной документации были проверены: сертификат соответствия
ГОСТ 17608-91 и ТУ 5746-003-23078401-08, инструкция по монтажу, гарантийные условия
, отгрузочная ведомость.
Во время проверки мы проверили упаковку и ее состояние. Плиты
обычно кладут на многоразовые поддоны. Поддон с продукцией обматывают стрейч-пленкой, чтобы предотвратить просыпание продуктов
при транспортировке, и закрепляют металлической, полипропиленовой или любой другой лентой
, обеспечивающей сохранность камней.
В ходе контроля правильности маркировки проверялось ее соответствие требованиям
ГОСТ 13015-2003 «ЖБИ и бетонные строительные изделия». Общие
Технические требования. Правила приемки,
Маркировка, транспортировка и хранение. Маркировка и ярлыки указаны на этикетке
, прикрепленной к поддону с товарами. Маркировочная этикетка должна содержать следующие знаки:
— товарный знак производителя или его сокращенное название;
— Обозначение изделия;
— Указание стандарта;
— Печать отдела контроля качества;
— Дата изготовления товара;
— Количество товаров на поддоне.
Метод маркировки должен обеспечивать ее сохранность перед упаковкой продукции; это должно быть указано в технической документации
. В соответствии с этими требованиями должны быть проверены следующие данные в
маркировка тротуарной плитки: маркировка должна быть нанесена несмываемым образом на торце
лицевой стороны не менее 10% плит из партии. Плиты маркируются в соответствии с ГОСТ 23009
Конструкции и изделия сборные бетонные и железобетонные.Обозначение знака
(Знаки).
Знаки квадратных, прямоугольных, шестиугольных и окаймляющих пластин состоят из буквенно-цифровых групп
, которые означают: первая цифра — размер серийного номера; буква — табличка; цифра
после буквы — толщина плиты в сантиметрах; что зависит от типа фундамента.
Маркировка фигурных табличек состоит из буквенно-цифровых групп, разделенных точками, с указанием: первая цифра
— порядковый номер данной конфигурации; буква F — заводская табличка; цифра после буквы
F — табличка с серийным номером; последняя цифра — толщина плиты в сантиметрах.
При контроле внешнего вида тротуарной плитки мы визуально проверили наличие каких-либо из следующих дефектов
: трещин, сколов, раковин, проседаний, однородности и интенсивности окраски.
Категория лицевой бетонной поверхности — А6, категория нефасадной поверхности — А7
по ГОСТ 13015-2003 Изделия железобетонные и бетонные строительные.
Общие технические требования. Правила приема, маркировки, транспортировки и хранения
.
Контроль размеров на соответствие ГОСТ 17608-91 проводился измерительными инструментами
, в частности штангенциркулем.
Толщина верхнего слоя тротуарной плитки проверена штангенциркулем на соответствие требованиям ТУ 5746-003-23078401-08
Отклонения прямолинейности профиля лицевой поверхности проверена сантехническим металлом
квадраты.
Отклонения в плоскости лицевой поверхности и перпендикулярности торца и прилегающих граней проверены.
также проверены сантехническими металлическими угольниками.
DOI: 10.1051 /
04013 (2016)
, matecconf / 2016MATEC Web of Conferences 7304013
7
TPACEE-201
6
3
3
Арена (23F12.11.6 B22.5) 118 × 78-109 × 60 (80) мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования.Плитка тротуарная изготавливается согласно СТБ 1071-2007. Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. | |
Городница (К12.12.6-4 В22.5) 118x118x60 (80) мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования. Плитка тротуарная изготавливается согласно СТБ 1071-2007.Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. | |
Грейс (23F13.12.6B22.5) 118×48-126×60 (80) мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования. Плитка тротуарная изготавливается согласно СТБ 1071-2007. Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. | |
Старый город (П12.6.6 В22.5) 118x58x60 (80) мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования. Плитка тротуарная изготавливается согласно СТБ 1071-2007. Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. | |
Мост (P12.9,6-5 В22,5) 118x88x60 (80) мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования. Плитка тротуарная изготавливается согласно СТБ 1071-2007. Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. | |
Античный (A18.12.6-4 B22.5) 178х118х60 (80) мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования.Плитка тротуарная изготавливается согласно СТБ 1071-2007. Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. | |
Волна (2F22.11.8-a-3B22.5) 205x113x80 мм Плитка изготовлена на собственном производстве по принципу полусухого двухслойного вибропрессования. Плитка тротуарная изготавливается согласно СТБ 1071-2007.Метод двухслойного производства позволяет облицовывать плитку, окрашивая только верхний слой, что снижает затраты на производство и снижает себестоимость. |
Свойства бетонных блоков и пустотелой плитки с переработанным заполнителем из отходов строительства и сноса
Реферат
В последние годы наблюдается растущая тенденция к переработке отходов строительных компаний в строительной отрасли, при этом отходы сноса являются самое главное по объему.Целью данной работы является изучение возможности использования вторичного заполнителя из отходов строительства и сноса при изготовлении сборных неструктурных бетонов. С этой целью два различных процента (15% и 30%) натуральных заполнителей были заменены переработанными заполнителями при производстве блоков для мощения и пустотелой плитки. Дозировки, используемые компанией, не были изменены введением переработанного заполнителя. Сборные элементы были испытаны на прочность при сжатии и изгибе, водопоглощение, плотность, сопротивление истиранию и скольжению.Полученные результаты показывают возможность использования этих отходов в промышленных масштабах, удовлетворяющих требованиям испанских стандартов на эти элементы.
Ключевые слова: смешанный переработанный заполнитель, переработанный бетонный заполнитель, керамический переработанный заполнитель, неструктурный бетон, сборный бетон
1. Введение
Вторичное использование и повторное использование, кажется, становится все более и более необходимостью в нашем обществе. Эта тенденция должна больше беспокоить секторов, наиболее загрязняющих окружающую среду.В последние годы в строительной отрасли Испании образовалось очень большое количество строительного мусора и отходов сноса (C&DW), которые в основном хранятся на свалках. Директива 2008/98 / CE Европейского парламента [1] установила необходимость сокращения потребления природных ресурсов и необходимость вторичного использования. Он был создан с целью повторного использования, рециркуляции и повышения ценности 70% ХПД, произведенных к 2020 году. Несмотря на то, что цель была четко сформулирована, в настоящее время в Испании только около 15% (10% в 2013 году, как заявили Mália et al. al.[2]). Отходы строительства и сноса составляют около 25–30% от общего количества отходов, образующихся в стране [3]. Существует четкое требование улучшить процент рециркуляции и достичь значений, аналогичных уровню других европейских стран, таких как Голландия, Бельгия или Дания, где перерабатывается около 80% отходов, и это необходимо использовать. отходы в массовом масштабе, в противном случае усилия окажут незначительное влияние на меры по переработке [4].
Переработанные агрегаты получаются после переработки C&DW.В зависимости от происхождения переработанные заполнители можно разделить на асфальт, керамику, бетон или переработанные смешанные заполнители (RMA). RMA составляет около 80% от C&DW [5] и включает большое количество материалов, таких как только что упомянутые и, в незначительных пропорциях, гипс, стекло, пластик и так далее. В направлении создания более устойчивого сектора в испанском стандарте для бетона [6] указывается и поощряется использование переработанных заполнителей для приготовления бетона как для структурных, так и для неструктурных целей.Это позволяет использовать крупнозернистые переработанные заполнители из бетона с процентным содержанием до 100%. Стандарт считает, что замена 20% грубого заполнителя не приведет к потере свойств. Однако этот стандарт позволяет использовать переработанные заполнители в большем количестве и без ограничений по типу заполнителя для неструктурных целей из-за более низкой прочности, необходимой для этих элементов.
Предыдущие результаты показали, что использование или RMA вызывает уменьшение сопротивления сжатию и изгибу (на 10–30% для 50% коэффициента замены), увеличивает пористость (увеличение примерно на 26% для 75% RMA), и водопоглощение бетона (увеличение примерно на 50% для 50% переработанного заполнителя) [7,8,9] изготовленных элементов с совокупным составом 44.20% раствора, 18,30% бетона, 35,60% красной керамики, 0,1% белой керамики и 1,8% горных пород. Однако некоторые из этих элементов соответствуют требованиям стандарта, например, в [7] бордюрные камни, приготовленные с 25% переработанного заполнителя, имеют сопротивление более 3,5 МПа, как требуется в стандарте, и ниже 6% водопоглощения. до 75% RMA используется для замены натуральных заполнителей.
Есть еще один способ сделать строительную отрасль более устойчивой — это использование цементов с низким содержанием клинкера [10], путем использования минеральных добавок, таких как доменный шлак CEM III B [11,12], летучая среда. зола, CEM II B- [11,13] или микрокремнезем и CEM II AD [14,15].Все эти минеральные добавки являются промышленными отходами, и среди них тот, который улучшает свойства бетона при низких уровнях примесей, — это микрокремнезем. При содержании 15% микрокремнезема относительно веса цемента механическая прочность значительно увеличивается, примерно с 63 до 82 МПа за 28 дней [16], а также снижает водопоглощающую способность, примерно на 2,3 м 3 × 10 −7 / (мин) 1/2 [17] из-за более компактной структуры, которая развивается из-за пуццолановой реакции микрокремнезема с портландитом, образующимся при гидратации силикатов кальция [18].Хорошие свойства этой добавки побудили испанские власти рекомендовать ее для высококачественного бетона в стандарте [6].
Есть несколько работ, направленных на улучшение свойств элементов, изготовленных из переработанных заполнителей. С одной стороны, некоторые авторы пытаются использовать цементы с добавками, чтобы обеспечить более высокую стойкость и непроницаемость для элементов. Было показано, что включение летучей золы с высоким содержанием кальция улучшает механические свойства сборных элементов примерно на 12% через 400 дней [19], а использование стандартной летучей золы улучшает механическое сопротивление на 10% при замене цемента на 25%. летучей золой, а также устойчивость к карбонизации (0.2 мм / месяц 1/2 ) и проникновение хлоридов (около 14%) в сборные элементы [20]. Другой способ улучшения свойств, который уже был протестирован, — это использование различных составов. Вместо использования привычной методологии Боломея. В [21] была разработана методика, которая учитывала природу переработанного заполнителя бетона, и она улучшила полученные результаты, по крайней мере, в лабораторном масштабе, с точки зрения проникновения воды с 30 мм до 10 мм и проникновения хлоридов. с 24.От 4 мм до 22,1 мм. В целом установлено, что использование грубого рециклированного заполнителя при определенных процедурах контроля качества, тех же процедурах, что и для натуральных заполнителей, и со степенью замещения ок. 50%, а в некоторых случаях даже 100%, можно использовать для получения конструкционного бетона [22] с хорошими характеристиками долговечности, включая явления коррозии [23], а также в бетоне с высокими эксплуатационными характеристиками [24].
Изучение эффекта включения переработанного песка было продолжено совсем недавно, как было заявлено Нено [25].В этой работе доказана возможность использования до 20% переработанного песка для производства строительного раствора без риска для целостности с точки зрения водопоглощения бетона, механической прочности и паропроницаемости. Усадка, показанная строительными растворами, содержащими мелкий переработанный заполнитель, была почти вдвое выше по сравнению с растворами с натуральным заполнителем. Это увеличение усадки, возможно, связано с высоким модулем упругости. Некоторые недавние исследования в этой области явно показывают плохие характеристики растворов с мелкозернистым заполнителем из вторичного бетона с точки зрения как механического сопротивления, так и долговечности [26,27], но даже несмотря на потерю механической прочности, некоторые авторы доказали, что можно использовать его в конструкционных элементах реальных размеров при изгибе [28] из-за их способности рассеивать энергию.Было доказано, что 50% -ная фракция переработанного мелкого заполнителя является максимальным количеством переработанного мелкого заполнителя для строительных растворов для внутреннего использования [29], даже несмотря на то, что усадка этих материалов была большой по сравнению с материалами с натуральными заполнителями. В этой статье используется та же идея Фернандеса-Ледесма, но с той разницей, что материалы в [29] были подготовлены в лаборатории. В этой работе с целью передачи знаний отрасли элементы конструкции были изготовлены на предприятиях в реальных производственных условиях.
Настоящее исследование пытается предоставить решение проблемы, возникающей в результате сноса отходов и их обработки до возможности вторичного использования отходов. Это достигается путем производства двух очень полезных изделий из сборного железобетона: брусчатки и пустотелой плитки. Другие исследования были проведены с бордюрами, брусчатками, плитами перекрытия, кирпичами и блоками [8,30,31,32]. Чтобы изучить, как переработанные заполнители влияют на свойства этих элементов, использовались различные степени замещения, проверялось влияние процентной доли на сопротивление, прочность на изгиб, водопоглощение, плотность, сопротивление истиранию и скольжению.
Для улучшения механической прочности, водопоглощения, абразивной стойкости и сопротивления скольжению использовался подготовленный микрокремнезем. Есть несколько работ, в которых исследуется использование заполнителей из переработанного бетона (RCA) и микрокремнезема для улучшения механических свойств и долговечности изделий [33,34,35]. В других работах микрокремнезем используется для производства бетона. Этот бетон с хорошими свойствами измельчается и используется как переработанный заполнитель [36]. Другие авторы пропитывают бетон из переработанного заполнителя дымом кремнезема [37].В обоих случаях результаты хороши по сравнению с исходным бетоном.
Одна из основных проблем использования RMA — это различия, которые можно найти в их составе. Анализ агрегатов, использованный в [7,8,38], показывает следующий средний состав по основным компонентам: несвязанные агрегаты: 34,6 ± 33,9; бетон: 49,7 ± 35,8; и керамика (в основном красная): 12,9 ± 5,0. Высокие стандартные отклонения отражают очень большие различия между различными RMA, но с разными типами сборных элементов или массивных образцов бетона.Соуза и др. [38] подготовили бетонные блоки с использованием RMA, из которых 75% были из бетона, 15% из керамики и 10% из почвы. Блоки, приготовленные с 30% RMA, показали среднюю потерю сопротивления 44% и увеличение водопоглощения на 47%. Kou et al. [38] подготовили массовый бетон, используя два разных, но похожих RMA со средним составом 76% бетона, 9,5% природных заполнителей и 13% керамического материала. При использовании 50% RMA на различных образцах прочность на сжатие снизилась примерно на 18% (в среднем), усадка бетона увеличилась примерно на 13%, а сопротивление проникновению хлоридов увеличилось примерно на 32% через 28 дней.Более поздние исследования [39] показали, что можно использовать RMA с 47% бетона, 21,2% керамики и 26,3% несвязанного заполнителя с блоками дамбы путем смешивания 50% RMA с 50% грубого заполнителя шлака. Другая работа [40] производила пустотелые плитки путем смешивания бетонных и кирпичных отходов. Полученные результаты согласуются с литературными данными, но показано, что при замене на 35% уменьшение испытания сосредоточенной нагрузкой составляет всего 5%, что делает эти элементы точными для конструктивных целей.
Большинство этих исследований проводилось в контролируемых лабораторных условиях, которые во многих случаях существенно отличаются от условий в реальных компаниях. Кроме того, в лабораторных условиях количество переработанного заполнителя, которое можно использовать, недостаточно велико для увеличения количества переработанных отходов C&D. Чтобы увеличить степень переработки (в процентах от общего количества образующихся отходов) и безопасным образом выполнить европейские нормы, необходимо приложить усилия для изучения свойств элементов, производимых в промышленных масштабах, в компаниях, которые обычно производят этот тип. сборных элементов.
В этой работе есть три основных нововведения: во-первых, использование микрокремнезема для улучшения свойств сборных железобетонных элементов, изготовленных из отходов строительства и сноса; во-вторых, изменение параметров состава для некоторых видов переработанных заполнителей; и, наконец, самое важное, производство элементов в промышленных масштабах, изучение поведения различных типов переработанных заполнителей. Этот аспект будет иметь важное значение для переработки большого процента отходов сноса и достижения уровня переработки, скомпрометированного к 2020 году.
3. Экспериментальная программа
3.1. Продукты и дозировки
Были подготовлены два разных продукта: тротуарные блоки и пустотелая плитка.
Тротуарные блоки и пустотелые плитки были изготовлены с двумя разными процентными долями натуральных заполнителей, замененными переработанными заполнителями: 15% и 30% от объемных долей. Блоки тротуара и пустотелые плитки также были приготовлены с использованием натуральных заполнителей, чтобы иметь представление об обычных свойствах этих элементов.Используемая геометрия и размеры элемента показаны в.
Геометрические размеры (в см) блоков дорожной одежды ( слева, ) и пустотелой плитки ( справа, ), использованных в данном исследовании.
Как видно из, в случае блоков для мощения образцы образованы двумя разными слоями, один из которых имеет толщину 5,5 см, а второй слой имеет толщину всего 0,5 см. Переработанные заполнители используются только в основном слое (толщиной 5,5 см) в брусчатке. В случае пустотелой плитки во всем элементе используется переработанный заполнитель.Толщина стенок пустотелой плитки (2 см) была ограничивающим фактором для максимального размера используемых заполнителей, как это обычно бывает в промышленности.
показывает блоки для мощения, изготовленные с использованием различных типов переработанного заполнителя, использованного в этой работе.
Фотографии блоков для брусчатки для различных типов использованных вторсырья.
Состав бетона для каждого элемента показан в. Используемая номенклатура ссылается, прежде всего, на тип неструктурных сборных элементов, блоков для мощения (PB), пустотелых плит (HT), процент использованного переработанного заполнителя, 0% (0), 15% (15) и 30%. (30), тип использованного переработанного заполнителя, переработанный бетонный песок (CAS), переработанный бетонный заполнитель (CA), переработанный каменный заполнитель (MA), 50% переработанного кирпича и 50% заполнителя бетона (CMA), переработанные смешанные заполнители (RMA ), метод дозирования основан на максимальной плотности агрегатов (C) и, наконец, содержании микрокремнезема (S).
Таблица 5
Дозировки, используемые для каждого элемента.
| Смесь | Цемент (кг / м 3 ) | Эффективная вода (кг / м 3 ) | Общее количество воды (кг / м 3 ) | Дым кремнезема (кг / м ) 3 ) | Эффективное соотношение вода: цемент | Природные заполнители 3/6 (кг / м 3 ) | Природные заполнители 0/3 (кг / м 3 ) | Рециклированный заполнитель 3/6 (кг / м 3 ) | Переработанный заполнитель 0/3 (кг / м 3 ) |
|---|---|---|---|---|---|---|---|---|---|
| Тротуарные блоки с переработанным песком для бетона (CAS) | |||||||||
| PB 0 -C | 320 | 144 | 0.45 | 506 | 1600 | ||||
| PB 15 -CAS-C | 320 | 144 | 147,6 | 0,45 | 506 | 1359 | 209 | ||
| PB 30 -CAS-C | 320 | 144 | 151,3 | 0,45 | 506 | 1120 | 419 | ||
| Пустотная плитка с переработанным бетонным песком (CAS) | |||||||||
| HT 0 | 230 | 104 | 104 | 0.45 | 1101 | 1160 | |||
| HT 15 -CAS | 230 | 104 | 106,6 | 0,45 | 1101 | 986 | 152 | ||
| HT 30 -CAS | 230 | 104 | 108,7 | 0,45 | 1101 | 813 | 305 | ||
| Брусчатка (ПБ) | |||||||||
| ПБ 0 | 320 | 144 | 144 | 0.45 | 1012 | 1066 | |||
| С заполнителем из переработанного бетона (CA) | |||||||||
| PB 15 -CA | 320 | 144 | 145,2 | 0,45 | 860 | 1066 | 145 | ||
| PB 30 -CA | 320 | 144 | 146,2 | 0,45 | 708 | 1066 | 288 | ||
| С переработанным каменным заполнителем (MA) | |||||||||
| PB 15 -MA | 320 | 144 | 158.7 | 0,45 | 860 | 1066 | 109 | ||
| PB 30 -MA | 320 | 144 | 173,4 | 0,45 | 708 | 1066 | 218 | ||
| PB 15 -MA-S | 320 | 144 | 167,4 | 19,2 | 0,42 | 853 | 1057 | 108 | |
| PB 30 -MA-S | 320 | 144 | 182.1 | 19,2 | 0,42 | 702 | 1057 | 216 | |
| С переработанной 50% каменной кладкой и 50% заполнителем бетона (CMA) | |||||||||
| PB 15 -CMA | 320 | 144 | 152 | 0,45 | 860 | 1066 | 127 | ||
| PB 30 -CMA | 320 | 144 | 159,8 | 0.45 | 708 | 1066 | 253 | ||
| С переработанными смешанными заполнителями (RMA) | |||||||||
| PB 15 -RMA | 320 | 144 | 150,6 | 0,45 | 860 | 1066 | 125 | ||
| PB 30 -RMA | 320 | 144 | 157,3 | 0,45 | 708 | 1066 | 250 | ||
| ПБ 15 -RMA-S | 320 | 144 | 159.3 | 19,2 | 0,42 | 853 | 1057 | 124 | |
| PB 30 -RMA-S | 320 | 144 | 166 | 19,2 | 0,42 | 702 | 1057 | 248 | |
| Полая черепица (HT) | |||||||||
| HT 0 | 230 | 104 | 104 | 0,45 | 1101 | 1160 | |||
| С заполнителем из переработанного бетона (CA) | |||||||||
| HT 15 -CA | 230 | 104 | 105.2 | 0,45 | 935 | 1160 | 157 | ||
| HT 30 -CA | 230 | 104 | 106,4 | 0,45 | 770 | 1160 | 314 | ||
| С переработанным каменным заполнителем (MA) | |||||||||
| HT 15 -MA | 230 | 104 | 120,1 | 0,45 | 935 | 1160 | 119 | ||
| HT 30 -MA | 230 | 104 | 136.1 | 0,45 | 770 | 1160 | 238 | ||
| С переработанной 50% каменной кладкой и 50% заполнителем бетона (CMA) | |||||||||
| HT 15 -CMA | 230 | 104 | 112,6 | 0,45 | 935 | 1160 | 138 | ||
| HT 30 -CMA | 230 | 104 | 121,25 | 0.45 | 770 | 1160 | 276 | ||
| С переработанными смешанными заполнителями (RMA) | |||||||||
| HT 15 -RMA | 230 | 104 | 111,2 | 0,45 | 935 | 1160 | 136 | ||
| HT 30 -RMA | 230 | 104 | 118,4 | 0,45 | 770 | 1160 | 272 | ||
Для изготовления блоков для мощения использовались две разные дозировки: одна для мелкого заполнителя из вторичного бетона, 0–3 мм (CAS), где использовалась методология, описанная в [43] для получения максимальной компактности агрегаты.Во втором использовалась переработанная фракция 3/6 мм, что не внесло изменений в обычную дозировку, используемую компанией. Для обеих серий также были изготовлены соответствующие эталонные образцы бетона (PB 0 -C y PB 0 ). Во всех этих продуктах использовалась дозировка, обычно используемая в компаниях-производителях, которые участвовали в этой работе.
Максимальная компактность агрегатов была достигнута Martinez Conesa et al. [43], используя факторный план эксперимента и после уплотнения различных смесей, измеряя их вес, чтобы создать модель, основанную на методе поверхности отклика.Эта методика объединяет различные объемы заполнителей различных диапазонов размеров и после уплотнения смеси заполнителей с использованием 125 ударов в устройстве уплотнения, описанном в UNE-EN 196-1. Объем отверстий определяется исходя из плотности и массы агрегатов. Методология поверхностного отклика используется для расчета смеси заполнителей, обеспечивающей оптимальную компактность.
Для проверки влияния микрокремнезема на этот тип сборных элементов (вибропрессованных с использованием переработанных заполнителей) были подготовлены новые элементы для брусчатки, изготовленные из переработанного каменного заполнителя (MA) и переработанного смешанного заполнителя (RMA) с добавлением 6% кремнезема. дым относится к весу цемента (PB 1 -MA-S, PB 2 -MA-S, PB 1 -RMA-S, PB 2 -RMA-S).Авторы не хотели, чтобы компании меняли свои обычные дозировки, чтобы изучить возможность использования результатов работы в промышленных масштабах. По этой причине микрокремнезем добавлялся как дополнительный элемент смеси.
Количество воды, используемой для каждой дозировки, было изменено, чтобы получить такое же значение в испытании на оседание, что и эталон для бетона (0–1 см). После того, как все образцы были подготовлены, их отправляли в зоны отверждения, где они хранились 28 дней до тестирования. Условиями в зоне отверждения были комнатная температура и относительная влажность от 75% до 80%.
3.2. Испытания
Во всех промышленных условиях были проведены испытания для определения консистенции бетона в соответствии со стандартом UNE EN 12350-2 [44].
Сопротивление блоков дорожного покрытия и результаты испытания на сосредоточенную нагрузку и прочность на изгиб для пустотелых плиток были определены испытаниями через 28 и 90 дней в соответствии со стандартами UNE EN 1338 [45] и UNE EN 15037-2 [46], соответственно. Семь образцов были испытаны для блоков мощения и шесть — для пустотелых плиток для каждого проведенного испытания.
Испытания на водопоглощение (подготовленных бетонов) были проведены в блоках мощения через 28 и 90 дней, а пустотелые плитки через 90 дней в соответствии со стандартом UNE EN 1338 (действует для обоих элементов). Были записаны значения поглощения для четырех блоков дорожного покрытия и пустотелых плиток каждой смесью.
Сопротивление истиранию и скольжению было определено в блоках дорожного покрытия через 90 дней в соответствии с процедурой, описанной в UNE EN 1338. Износостойкость, обусловленная истиранием, а также сопротивление скольжению были определены на внутренней поверхности, где использовались переработанные заполнители. использовал.Наружная поверхность не тестировалась, поскольку в этой части элементов не использовались RMA.
Плотность бетона определялась согласно стандарту UNE EN 12390-7 [47].
4. Результаты и обсуждение
4.1. Прочность на сжатие и изгиб
и показаны результаты прочности на сжатие блоков для мощения. В результатах испытаний сосредоточенной нагрузки для пустотелых плиток представлены, и включает в себя результаты прочности на изгиб для пустотелых плиток. Представленные значения являются средними для всех протестированных образцов, как было объяснено в предыдущем пункте, и включают стандартное отклонение.
Результаты механической прочности брусчатки в зависимости от типа заполнителя и метода дозирования (см. Номенклатуру).
Таблица 6
Результаты прочности на сжатие, МПа, блоков для мощения в зависимости от типа заполнителя, метода дозирования (см. Номенклатуру) и времени.
| Возраст | PB0 | PB 0 -C | PB 15 -CA | PB 30 -CA | PB 15 -CAS-C | 301175 301175 PB3 CAS-C | PB 15 -MA | PB 30 -MA |
|---|---|---|---|---|---|---|---|---|
| 28 дней | 3.52 ± 0,14 | 3,56 ± 0,36 | 3,48 ± 0,11 | 3,79 ± 0,25 | 3,42 ± 0,25 | 4,45 ± 0,34 | 3,39 ± 0,19 | 2,96 ± 0,16 |
| 90 дней | 3,60 ± 0,18 900 | 4,52 ± 0,32 | 4,18 ± 0,26 | 3,41 ± 0,15 | 3,90 ± 0,11 | 4,61 ± 0,68 | 3,86 ± 0,08 | 3,20 ± 0,50 |
| PB 15 -MA-S | PB 30 -MA-S | PB 15 -CMA | PB 30 -CMA | PB 15 -RMA | PB 30 -RMA | PB 15 -RMA-S | PB 30- RMA-S | |
| 28 дней | 3.84 ± 0,18 | 4,01 ± 0,09 | 2,98 ± 0,16 | 3,41 ± 0,15 | 2,85 ± 0,08 | 3,58 ± 0,11 | 2,51 ± 0,06 | 2,87 ± 0,17 |
| 90 дней | 4,37 ± 0,08 900 | 3,65 ± 0,39 | 3,50 ± 0,12 | 3,10 ± 0,58 | 3,50 ± 0,48 | 3,79 ± 0,39 | 2,70 ± 0,09 | 2,87 ± 0,24 |
Таблица 7
Результаты испытания сосредоточенной нагрузкой (k ), пустотелых плиток в зависимости от типа заполнителя, метода дозирования (номенклатура см.) и времени.
| Возраст | HT 0 | HT 15 -CA | HT 30 -CA | HT 15 -CAS | HT 30| 29 | HT 30 | 29 | 2,63 ± 0,13 | 2,41 ± 0,11 | 2,28 ± 0,03 | 2,74 ± 0,10 | 2,50 ± 0,08 | 90 дней | 2,52 ± 0,08 | 2,35 ± 0,16 | 2,21 ± 0,09 | 2,21 ± 0,09 | 2.89 ± 0,07 | 2,56 ± 0,08 | HT 15 -MA | HT 30 -MA | HT 15 -CMA | HT 30 -CMA | HT 15 -RMA | HT 30 47 -RMA | 28 дней | 2,08 ± 0,20 | 1,55 ± 0,23 | 2,18 ± 0,10 | 2,08 ± 0,06 | 2,00 ± 0,11 | 1,66 ± 0,09 | 90 дней | 2.08 ± 0,17 | 1,75 ± 0,27 | 2,17 ± 0,08 | 1,94 ± 0,10 | 2,01 ± 0,10 | 1,54 ± 0,25 | | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Таблица 8
Результаты сопротивления изгибу (кН) полых плит функция типа агрегата, метода дозирования (см. номенклатуру) и времени.
| Возраст | HT 0 | HT 15 -CA | HT 30 -CA | HT 15 -CAS | HT 305319 HT 30 | 29 | 2.39 ± 0,10 | 2,01 ± 0,11 | 2,24 ± 0,07 | 2,20 ± 0,16 | 1,91 ± 0,18 | 90 дней | 2,74 ± 0,16 | 2,33 ± 0,10 | 2,10 ± 0,07 | 2,55 ± 0,13 900 | 2,14 ± 0,20 | HT 15 -MA | HT 30 -MA | HT 15 -CMA | HT 30 -CMA | HT 15 -RMA | HT 30 47 -RMA | 28 дней | 1.87 ± 0,14 | 1,45 ± 0,06 | 2,04 ± 0,26 | 2,04 ± 0,08 | 1,94 ± 0,07 | 1,14 ± 0,20 | 90 дней | 1,68 ± 0,15 | 1,29 ± 0,08 | 58 2,21 ± 0,24 900 | 2,14 ± 0,20 | 1,90 ± 0,11 | 1,41 ± 0,21 | | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Как и следовало ожидать, в большинстве случаев рециклированных агрегатов увеличение количества рециклированной фракции вызывает снижение механического сопротивления, хотя в некоторых случаях с мелкой фракцией заполнителя бетона (CAS) результаты аналогичны или даже выше, чем у эталонного материала, как это видно на.
Минимальные значения сопротивления сжатию, требуемые стандартом UNE EN 1338 [45] для брусчатки, составляют 3,5 МПа. Существуют только требования к торговле этой продукцией по ее сопротивлению. Через 90 дней все образцы (с учетом среднего значения сопротивления), за исключением PB30-CA, PB30-MA и PB 15 и 30-RMA-S, будут соответствовать этому требованию. Это означает, что микрокремнезем не работает так, как ожидалось, возможно, из-за условий в промышленных камерах отверждения. В этих образцах эффективное соотношение вода: цемент было ниже, оставляя меньше воды для реакции микрокремнезема, что затрудняло проявление его благотворного эффекта.RMA может использоваться с полной гарантией в этом элементе до 30%. Бетон и керамические заполнители могут быть использованы до 15% замены в нынешних условиях. Стандартные отклонения довольно высоки, но некоторые элементы, изготовленные из переработанного заполнителя, демонстрируют более высокое сопротивление, чем эталонный, который обычно производится на предприятии с хорошими результатами. Таким образом, это означает, что остальная продукция также может быть использована в строительных целях.
В случае блоков для мощения () использование переработанного бетона фракции 0/3 в объемных процентах 30% природного песка (особенно PB 30 -CAS-C) дает блоки для мощения с такой же прочностью на сжатие, что и эталонный материал, полученный с использованием метода дозирования для достижения максимальной компактности агрегатного каркаса (PB 0 -C).Если эти результаты сравнить с прочностью блоков дорожной одежды, приготовленных только с заменой части грубых (3/6) заполнителей (PB 15 -CA и PB 30 -CA), полученные результаты будут аналогичными. Этот факт подтверждает, что до определенного уровня замена природного заполнителя не приводит к значительному снижению прочности на сжатие, хотя элементы готовятся не в лабораторных условиях, а в промышленных масштабах. В некоторых работах изучалась замена бетоном переработанного заполнителя как в крупной, так и в мелкой фракциях в вибропрессованных сборных железобетонных элементах, и они пришли к одним и тем же выводам, показав, что до 50–60% не наблюдается значительного влияния использования бетонного переработанного заполнителя. на сопротивление сжатию [48,49], хотя эти работы проводились в лабораторных условиях, а не в промышленных масштабах.
Использование метода дозирования для оптимизации компактности каркаса заполнителя (PB 0 -C) представляет собой точный метод повышения прочности на сжатие блоков для мощения, поскольку он увеличивает механическое сопротивление примерно на 25% через 90 дней, по сравнению со стандартной дозировкой (PB 0 ), используемой компанией. Его можно использовать для повышения сопротивления сборных элементов, даже в мелкой фракции, как показывают результаты элементов серии CAS-C, которые дают большую прочность на сжатие всех испытанных элементов, включая те, что приготовлено с оптимизированной дозировкой грубого заполнителя.Этот результат является многообещающим и, по-видимому, открывает путь к использованию переработанных заполнителей, просто оптимизируя дозировку как крупных, так и мелких фракций.
Замена 15% грубого природного заполнителя всеми изученными переработанными заполнителями (CA, MA, CMA и RMA) не вызывает значительной потери механической прочности через 90 дней по сравнению с эталонными блоками для мощения. Если объем переработанного заполнителя изменяется до 30%, существуют различия в зависимости от состава переработанного заполнителя.Образцы с бетонным наполнителем CA и смешанным заполнителем RMA дают значения, аналогичные контрольным, через 90 дней, в то время как использование заполнителя MA для каменной кладки и бетона и заполнителей CMA вызывает потерю прочности на сжатие примерно на 11% и 14% соответственно.
Несмотря на то, что свойства не изучались в течение длительного времени, из-за высокого содержания гипса (13,4%) в RMA можно ожидать некоторых проблем из-за образования эттрингита. Для производства этого типа сборных железобетонных элементов в промышленных масштабах без риска порчи было бы необходимо поддерживать содержание сульфатов в допустимых пределах (<0.8% относительно веса цемента) по EHE-08 [6].
Как указывалось в предыдущих разделах, 6% микрокремнезема (относительно веса цемента) в подготовленные блоки для мощения были включены в MA и RMA. Причина выбора этих двух типов заполнителей заключается в том, что они являются типами, наиболее часто получаемыми при сносе зданий, которые могут быть получены без сложной системы классификации. Этот факт подразумевает более низкую стоимость переработки этих агрегатов и увеличивает возможность их использования в промышленных масштабах.Полученные результаты противоречивы. В случае МА сопротивление через 90 дней улучшилось примерно на 10% по сравнению с элементами без микрокремнезема. Однако использование микрокремнезема вместе с RMA вызывает потерю прочности на сжатие примерно на 20% по сравнению с элементами без микрокремнезема. Эти результаты можно объяснить двумя разными причинами. Первыми являются плохие условия отверждения в промышленном процессе, которые не обеспечивают относительную влажность 100%, влияющую на полную гидратацию цемента, и пуццолановую реакцию микрокремнезема.Этот эффект наблюдался для активных добавок без гидравлической активности, таких как летучая зола класса V, согласно испанскому стандарту [41]. Для этого типа добавки наблюдалось значительное влияние окружающей среды на развитие пуццолановых реакций, что вызывает более крупную сетку пор и ухудшение эксплуатационных свойств материала [13,50]. С другой стороны, результаты водопоглощения заполнителей, которые будут представлены позже, показывают большее водопоглощение переработанными каменными заполнителями (MA, 16.7%), чем переработанные смешанные заполнители (RMA, 8,9%). Агрегаты имеют тенденцию поглощать воду во время смешивания, и эта вода может быть реализована позже, вызывая эффект «самоотверждения» [51], о котором уже сообщалось в случае использования RMA [7], улучшая затем свойства образцов. приготовлен с заполнителем с более высокой сорбционной способностью.
Минимальное значение сопротивления сжатию, требуемое стандартом, достигается через 90 дней для большинства подготовленных блоков мощения, за исключением PB 30 -CA, PB 30 -MA, PB 30 -CMA, PB 15 -RMA-S и PB 30 -RMA-S.Результаты показывают, что возможно получить блоки для мощения с 15% переработанного заполнителя, независимо от его источника, в соответствии с требованиями, установленными стандартом UNE EN 1338.
Что касается двух методов повышения сопротивления блоков для мощения ( использование микрокремнезема и оптимизация дозировки заполнителя) следует сказать, что по нашим результатам при использовании в реальном промышленном производственном процессе, кремнеземный дым не работает должным образом, по крайней мере, при использовании с переработанным смешанным заполнителем (RMA), и это поведение можно объяснить недостатком влаги в производственных процессах.К этому аспекту (относительная влажность в камерах твердения) следует подходить более тщательно, чтобы улучшить сопротивление сборных блоков для мощения за счет использования активной добавки. В другой работе, выполненной в лаборатории, 15% летучей золы использовалось вместо бетонных и керамических переработанных заполнителей, и наблюдалось увеличение сопротивления испытанных блоков мощения [32]. В этом случае образцы находились под погружением, что облегчало все процессы гидратации и / или пуццолановые процессы.
Результаты полых плиток показывают, что увеличение процента переработанного заполнителя вызывает потерю прочности для каждого типа переработанного заполнителя, использованного в этом исследовании.Результаты испытания сосредоточенной нагрузкой показаны в, а результаты прочности на изгиб представлены в.
Результаты испытания сосредоточенной нагрузкой для пустотелых плиток в зависимости от типа используемого заполнителя.
В случае использования рециклированного заполнителя в крупной фракции (3/6) для теста концентрированной нагрузки () есть явные различия в зависимости от типа использованного рециклированного заполнителя. Результаты испытания сосредоточенной нагрузкой показывают, что заполнители каменной кладки (MA) вызывают большую потерю сопротивления по сравнению с заполнителями из вторичного бетона (CA), как это наблюдалось в случае блоков для мощения.Потеря прочности составляет (за 90 дней при замене 30%) 41% в случае использования MA и 18% в случае CA. Эти результаты подтверждают, что состав переработанного заполнителя имеет большое влияние на эксплуатационные свойства приготовленного бетона, и обычно это происходит из-за слабости керамического материала в кирпичной кладке по сравнению с материалом, получаемым из бетона [49,52] .
Использование фракции рецикла 0/3, полученной из бетона (CAS), улучшает прочность сборных железобетонных элементов по сравнению с результатами, полученными для фракции 3/6 CA.Этот результат очень важен, потому что он показывает, что можно получить сборные железобетонные элементы хорошего качества, используя переработанный песок. Однако результаты элементов, приготовленных из переработанного песка, не так хороши в других работах [36]. Из-за этой разницы мелкая фракция не может быть выброшена, но необходимы дальнейшие углубленные исследования причин такого различного поведения для выяснения происхождения и установления процедуры использования переработанного песка.
Стандарт UNE EN 15037-2 [46] устанавливает, что минимальное сопротивление сосредоточенной нагрузке P RK должно быть равно 1.5 кН для неструктурной пустотелой черепицы. На основе результатов, полученных в ходе исследования, было подсчитано, что среднее минимальное значение испытательной прочности при сосредоточенной нагрузке P N составляет 1,67 кН, рассчитанное по формуле P N ≥ P RK + 1,48 · σ [46 ], σ — стандартное отклонение. Полученные результаты показывают, что, за исключением дозировки HT 30 -RMA, все изготовленные элементы, содержащие переработанные агрегаты, удовлетворяют требованиям стандарта через 90 дней, а большинство из них — через 28 дней.
Если проанализировать изменение значений сопротивления полых плиток между 28 и 90 днями, то существенных различий между образцами не будет из-за происхождения переработанного заполнителя. В другом исследовании, где эволюция прочности различных элементов изучалась в течение периода до одного года [7], было установлено, что в долгосрочной перспективе эволюция идет медленнее, если используются переработанные смешанные агрегаты.
Эквивалентный анализ можно провести с помощью прочности на изгиб полых плиток, результаты которого показаны на и.
Результаты определения прочности на изгиб пустотелой черепицы.
Из таблиц и рисунков видно, что механическое сопротивление сборных элементов в некоторых случаях снижается с 28 до 90 дней. В [7], где материалы также производились в промышленных масштабах, сопротивление в некоторых случаях уменьшалось. При этом необходимо учитывать, что к камерам отверждения у компаний не предъявляются те же требования, что и к лабораторным, и забота при производстве продуктов не такая же.С другой стороны, водопоглощение агрегатов не является мгновенным, и даже если вода, необходимая для впитывания, была предоставлена, это не означает, что она идет прямо к агрегатам и может вызвать высыхание, приводящее к усадке при высыхании, с последующая потеря механических свойств. Агрегаты МА чаще представляют эту аномалию, что может быть связано с их более высоким водопоглощением.
4.2. Водопоглощение
В целом, увеличение процента переработанного заполнителя приводит к увеличению водопоглощения сборных элементов, хотя в случае блоков для мощения этот результат не является верным для каждого набора изготовленных образцов.Результаты можно увидеть в брусчатке и в пустотелой плитке.
Таблица 9
Результаты водопоглощения (%) блоков для мощения в зависимости от типа заполнителя, метода дозирования (см. Номенклатуру) и времени.
| Возраст | PB0 | PB 0 -C | PB 15 -CA | PB 30 -CA | PB 15 -CAS-C | 301175 301175 PB3 CAS-C | PB 15 -MA | PB 30 -MA |
|---|---|---|---|---|---|---|---|---|
| 28 дней | 6.7 | 7,6 | 6,7 | 6,9 | 6,6 | 6,9 | 7,1 | 7,6 |
| 90 дней | 6,1 | 6,6 | 6,0 | 5,9 | 6,6 | 7,0 | ||
| PB 15 -MA-S | PB 30 -MA-S | PB 15 -CMA | PB 30 -CMA | PB 15 -RMA | PB 30 -RMA | PB 15 -RMA-S | PB 30- RMA-S | |
| 28 дней | 7.2 | 7,9 | 7,6 | 7,3 | 7,3 | 6,6 | 10,0 | 9,5 |
| 90 дней | 7,0 | 7,2 | 7,0 | 6,4 | 6,2 | 9,1 |
Таблица 10
Результаты водопоглощения полых плиток за 90 дней в зависимости от типа заполнителя и метода дозирования (см. Номенклатуру).
| Возраст | HT 0 | HT 15 -CA | HT 30 -CA | HT 15 -CAS | HT 3053 -CAS | |
|---|---|---|---|---|---|---|
| 90 дней | 6.6 | 7,4 | 8,1 | 6,9 | 7,5 | |
| HT 15 -MA | HT 30 -MA | HT 15 -CMA | HT 30 -CMA | HT 15 -RMA | HT 30 47 -RMA | |
| 90 дней | 8 | 10,3 | 8,5 | 8 | 8,3 | 9,2 |
Использование мелкодисперсной фракции вторичного бетона (0–3 мм, CAS) дает, как правило, пустотелые плитки с более низким водопоглощением, чем при использовании крупнозернистой фракции из вторичного бетона, как в случае тротуарной плитки, так и в случае пустотелой плитки.Такой же вывод можно сделать, если сравнить результаты мелкой фракции с крупной фракцией остальных переработанных заполнителей (MA, CMA, RMA) в пустотелых плитках. Этот результат совпадает с хорошими результатами, полученными в отношении механических свойств сборных элементов. В этом случае использование мелкой фракции переработанного заполнителя бетона также улучшило механические свойства как брусчатки, так и пустотелой плитки (независимо от используемой техники дозирования). Оба результата показывают, что мелкую фракцию переработанного заполнителя не следует отбраковывать и выбрасывать в качестве строительного материала, даже несмотря на то, что некоторые работы имеют другие результаты по сравнению с этой работой [9,31].Как было сказано при обсуждении механических свойств сборных элементов, необходимы дополнительные исследования, чтобы прояснить причины различного поведения мелкой фракции в различных исследованиях.
Сравнение результатов брусчатки, приготовленных с использованием крупной фракции в качестве переработанного заполнителя, показывает, что каменный заполнитель является элементом, который больше увеличивает водопоглощение (с 15% переработанного заполнителя, что на 4% больше, а с 30%). % МА, что на 14% больше, чем у эталона, и на 21% и 57%, соответственно, для пустотелой плитки).Переработанные заполнители, поступающие из бетона (СА) в крупной фракции, дают меньшее увеличение водопоглощения (-1,6% и -3,3% через 90 дней для блоков мощения и 12% и 23% для пустотных плиток). Как можно видеть, результаты для брусчатки очень похожи или немного лучше, чем у эталонного бетона. Рециркулированный заполнитель с более низким водопоглощением был CA с 3,9%, в то время как абсорбция составляла 17,6% для MA, будучи в целом гораздо более пористым. Эти значения могут оправдать различия в поглощении сборных элементов.
Как видно из таблиц, использование заполнителей CMA увеличивает водопоглощение по сравнению с результатами CA. CMA также должен иметь более высокое водопоглощение из-за наличия керамических заполнителей. Этот результат подтверждает, что включение отходов каменной кладки в виде переработанных заполнителей, в основном керамических, увеличивает водопоглощение сборных элементов, как было указано в другой работе [52]. Эти результаты также согласуются с результатами, касающимися механических свойств обоих сборных элементов, поскольку сопротивление уменьшалось по мере включения каменного заполнителя, возможно, из-за более высокой пористости.Этот результат также подтверждает различное поведение добавления микрокремнезема к различным сборным элементам. Повышенное водопоглощение бетона, очевидно, из-за наличия каменного заполнителя, действует как резервуар для воды, что способствует развитию пуццолановых реакций микрокремнезема и увеличению прочности элементов, приготовленных с использованием CMA.
Результаты для элементов, изготовленных с RMA, показывают поведение, аналогичное эталонному бетону в случае блоков для мощения, немного лучше в случае 30% RMA, но для пустотелых плиток водопоглощение увеличивается на 27%. и 40% для 15%, и 30% замещения природного агрегата RMA.Водопоглощение RMA составляло 8,9, что немного ближе к таковому у CA, поэтому RMA вызывает промежуточное водопоглощение среди CA и MA.
Воздействие микрокремнезема не снижает водопоглощение в любом используемом рециклируемом заполнителе (MA или RMA). Фактически, в случае использования RMA, он увеличивает поглощение воды примерно на 40%. Этот факт, вместе с эволюцией механического сопротивления, не делает использование микрокремнезема подходящим для улучшения результатов этих элементов с рециклированными заполнителями, возможно, из-за промышленных условий отверждения.
Водопоглощение брусчатки связано с их климатической стойкостью. В соответствии со стандартом UNE EN 1338 [45], касающимся блоков дорожного покрытия, все бетоны будут помечены как 1. Следует отметить, что требование некоторой климатической устойчивости для блоков дорожного покрытия является выбором страны, в которой используется стандарт.
Есть неожиданные данные, такие как образцы PB0-C, которые должны быть более компактными и иметь большее водопоглощение по сравнению с образцами PB0 или что через 90 дней PB30-CA и PB-30- CAS имеет более низкое водопоглощение по сравнению с элементами с таким же типом заполнителя, но только на 15%.Тот же факт можно найти для HR-15-CMA и HT-30-CMA. Это может быть связано с недостатками уплотнения или просто с неоптимальными условиями производственных процессов. Однако, поскольку стандарт не применяет никаких требований к этим элементам. Необходимы дальнейшие исследования поведения элементов в условиях эксплуатации и в долгосрочной перспективе.
4.3. Плотность
Как и следовало ожидать из обзора литературы [53,54], плотность как блоков мощения, так и пустотелых плиток уменьшается по мере того, как процент замены известнякового природного заполнителя заменяется вторичным заполнителем, MA, CMA и RMA из-за более низкая пористость переработанных заполнителей по сравнению с натуральными заполнителями.Результаты плотности показаны в. Как видно из таблицы, использование переработанного заполнителя бетона как в крупной (CA), так и в мелкой (CAS) фракции не приводит к значительному изменению плотности получаемых элементов. Этот факт объясняется низкой разницей в плотности натуральных переработанных заполнителей, а также процентным соотношением используемых замещений, максимум 30%.
Таблица 11
Результаты плотности за 28 дней для брусчатки и пустотелой плитки в зависимости от типа заполнителя и метода дозирования (см. Номенклатуру).
| Блоки для мощения | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Образец | PB 0 | PB 0 -C | PB 15 -CA | PB 30| 2 9753 PBCA | -CAS-C | PB 30 -CAS-C | PB 15 -MA | PB 130 -MA | |
| Плотность, г / см 3 | 2,1 | 2,03 | 2,11 | 2.1 | 2,01 | 2,04 | 1,99 | 1,99 | |
| Образец | PB 15 -MA-S | PB 30 -MA-S | PB 15 -CMA | PB 15 -CMA | PB 30 -CMA | PB 15 -RMA | PB 30 -RMA | PB 15 -RMA-S | PB 30- RMA-S |
| Плотность, г / см 3 | 2 | 1,95 | 2.03 | 2,05 | 2,04 | 2,06 | 2,01 | 2,03 | |
| Полые плитки | |||||||||
| Образец | HT0 | HT15-CA | HT30-CA | HT15-MA | HT30-MA | ||||
| Плотность, г / см 3 | 2,05 | 2,03 | 2,07 | 2,02 | 2,03 | 1,9 | 1.87 | ||
| Образец | 15-CMA | 30-CMA | 15-RMA | 30-RMA | |||||
| Плотность, г / см 3 | 1,97 | 1,99 | 1,95 | 1,98 | |||||
Эти результаты согласуются с остальными представленными результатами. MA придает сборному железобетону более низкую плотность, что означает более высокое водопоглощение и более низкую механическую прочность в случае блоков для мощения.
Также можно увидеть разницу в плотности тротуарной плитки и пустотелой плитки, которая меньше плотности плитки. Этот факт также совпадает с результатами водопоглощения, что может быть связано с трудностью уплотнения этого типа элементов из-за его геометрии, которая показана на рис.
4.4. Абразивная стойкость
Результаты абразивной стойкости брусчатки показаны в. Этот тест не имеет смысла для пустотелых плиток, поскольку эти элементы не предназначены для износа из-за дорожного движения или какого-либо другого события, как в случае блоков для мощения.Здесь следует отметить, что абразивная стойкость была проверена на нижней стороне элементов, потому что эта поверхность содержит переработанные агрегаты, и этот факт может оправдать низкие значения полученной абразивной стойкости.
Абразивная стойкость блоков для мощения аналогична эталонным, когда используется переработанный заполнитель. Использование крупной фракции MA и RMA вызывает снижение абразивного сопротивления между 7,5 и 10 мм, независимо от типа заполнителя и используемого процента.Другие исследователи обнаружили, что сопротивление абразиву изменялось только тогда, когда процент переработанного заполнителя превышал 40% [55]. В этой статье присутствие керамики и несвязанных заполнителей было выше, чем RMA, использованный в этом исследовании, в то время как бетонные частицы остались примерно в том же диапазоне (36,8%). Хорошее поведение элементов, изготовленных из керамического заполнителя (СА) в отношении абразивной стойкости, указывает на то, что эти заполнители имеют большое значение в абразивной стойкости сборных элементов.Это различие демонстрирует важность состава переработанного заполнителя в поведении производимых продуктов, как это уже было показано [7], особенно в случае наличия керамических материалов.
Этот факт подтверждается результатами CMA (50% CA + 50% MA). В этом случае сопротивление истиранию уменьшается только на 4,8 мм при 15% замене и на 6,8 мм при 30% замене. Керамический материал явно слабее бетонного заполнителя с точки зрения истирания.
Использование микрокремнезема улучшает стойкость к истиранию при использовании с заполнителями MA и RMA. Это позволяет получить результаты, аналогичные эталонному бетону, за исключением случая использования 30% RMA. В этом случае результаты не улучшаются вследствие использования микрокремнезема. Необходимы дополнительные исследования роли микрокремнезема, но они должны быть сосредоточены на улучшении механических свойств и водопоглощения сборных элементов.
Наконец, дозировка при поиске максимальной компактности агрегатов не имеет существенных отличий от эталонной.
Опять же, возникают некоторые неожиданные результаты в свойствах, поскольку плотность PB-15-RMA-S ниже, чем плотность образцов, включающих 30% RMA. Это значение может указывать на проблемы с уплотнением. Эти результаты согласуются с результатами водопоглощения. То же замечание о необходимости дальнейших исследований в условиях эксплуатации можно было бы сделать здесь.
4.5. Сопротивление скольжению
Брусчатка с переработанным заполнителем не показывает существенных отличий от эталонных, независимо от типа заполнителя и используемого процента (см.).Это подтверждает уже представленный результат: использование переработанного заполнителя не влияет на сопротивление скольжению [7]. Тот же результат был получен с использованием отходов бетона и стекла [56], а в других работах, где использовались только бетонные переработанные заполнители, это свойство было улучшено [49] по мере увеличения процента переработанного заполнителя.
Таблица 12
Устойчивость к скольжению и абразивному износу через 90 дней.
| Смесь | Сопротивление скольжению | Абразивный износ (мм) |
|---|---|---|
| PB 0 | 90 | 20 |
| PB 0 | ||
| PB 15 -CAS-C | 96 | 23,3 |
| PB 30 -CAS-C | 87 | 20,5 |
| PB 15 -CA | 91 | 23,8 |
| PB 30 -CA | 89 | 20,8 |
| PB 15 -MA | 90 | 30,5 |
| PB 30 -MA | 91 27.5 | |
| PB 15 -MA-S | 88 | 21,8 |
| PB 30 -MA-S | 88 | 19,8 |
| PB 15 -CMA | 91 | 24,8 |
| PB 30 -CMA | 93 | 26,8 |
| PB 15 -RMA | 89 | 27,8 |
PB 30| 23-RMA | 912 912 29.8 | |
| PB 15 -RMA-S | 91 | 18 |
| PB 30 -RMA-S | 93 | 30 |
Дозировка, обеспечивающая максимальную компактность агрегат не показывает отличий от эталонного.
Состав для тротуарной плитки вибропрессованной. Бетонные покрытия для тротуарной плитки
Все больше и большую популярность приобретает. Это связано с несколькими причинами:
- Люди построены.Строят большие дома-дворцы, дома и коттеджи. А среди строителей довольно много тех, кто любит и хочет заниматься практически всем.
- Производство тротуарной плитки для путей и тротуаров не требует наличия производственных мощностей и дорогостоящего оборудования. Его легко может организовать любой желающий с минимальными вложениями.
- Пропорции бетона для тротуарной плитки и других компонентов смеси дают возможность существенной экономии и широкой фантазии каждого строителя.
Без дорогостоящего оборудования и затрат на организацию производства можно изготавливать различные изделия: заборы, декоративные изделия, тротуарную плитку, фасадную плитку, бордюры, искусственный камень и др. Все эти изделия будут иметь великолепный глянцевый вид, высокое качество и низкую стоимость. Стоимость.
Состав бетонной смеси
Согласно ГОСТ 17608-91 к таким изделиям из бетона, как тротуарная или фасадная плитка, бордюры, предъявляются достаточно высокие требования по морозостойкости.Состав и пропорции бетона для тротуарной плитки напрямую влияют на качество и характеристики бетонных изделий. Поэтому для изготовления тротуарной плитки необходимо подбирать качественное сырье.
Цемент марки М500, относящийся к группе портландцементов, отличается более ранним схватыванием и повышенной прочностью по сравнению с М400. Этот цемент выпускается двух видов — с минеральными добавками (до 20%) и без них. Понять, какой мы покупаем, можно по маркировке:
- PC I-500 предполагает, что этот портландцемент несовместим (отсутствуют минеральные добавки).Бетон из такого цемента выдержит нагрузку до 500 кг / см 2;
- Pz II / AA 5 указывает на то, что этот цемент имеет минеральные добавки.
№
- В нашем случае нужен цемент первого типа — прогрессивный. Закупать цемент на партию продукции следует только у одного производителя. Ведь пигменты, которые добавляются в смесь, окрашиваются цементом. При смене производителя можно получить тротуарную плитку различных оттенков.
- Щебень гранитный с допустимым размером каждой зерна (фракции) от 5 до 10 мм (5-10).Его прочность на истирание, раздавливание и сжатие должна быть не ниже M800 (долговечность или высокая прочность). А по морозостойкости — F300, 400, что соответствует граниту.
- Песок должен быть крупным (с модулем крупности МК не менее 2,5 мм) и примесей не более 3%.
- Пластификаторы или суперпластификаторы для получения литых бетонных смесей, практически не требующие вибрации (самоприспособляющиеся). При уменьшении количества воды в смеси мы получим бетон повышенной прочности.
- Пигменты оксида железа — красители (до 30 оттенков) с высокой красящей способностью, устойчивые к влаге, ультрафиолету, высоким температурам.
- Волокно полипропиленовое — добавка, являющаяся армирующим материалом. Это более дешевая альтернатива стальной арматуре, дополнительно предотвращающая процесс растрескивания бетонных изделий.
- Вода.
Пропорции и порядок изготовления
Норма, приведенная в примере, рассчитана на изготовление бетона из цементно-цементного мешка И-500 массой 50 кг.
- Вода. Заливаем в бетономешалку 15-20 литров (2 ведра) воды. Это более или менее зависит от влажности ингредиентов. Какой водой нельзя заливать бетон. Его качество может отрицательно сказаться на качестве бетонной смеси. Для изготовления тротуарной плитки необходимо использовать пресную чистую воду. Это может быть питьевая вода, вода рек, пресных озер и искусственных водоемов без загрязнения сточными водами, маслами. Болотные, гнилые, сточные воды использовать запрещено.
- Пластификатор. Его количество зависит от рекомендаций производителя. Поэтому предварительно ознакомьтесь с инструкцией на упаковке. Например, пластификатора С-3 нужно взять 400 г. Растворить теплой (40-50 секунд) водой. Добавьте эту смесь в бетономешалку и интенсивно перемешайте. Если растворить пластификатор в холодной воде, то он может превратиться в липкие комочки темно-коричневого цвета.
- Роль-оксидированные пигменты — красители добавляют, если наша плитка окрашивается. Железооксидные пигменты могут понижать марку бетона, расслабляя его, поэтому количество красителя следует брать не больше рекомендованной производителем нормы.
- Щебень. Для изготовления тротуарной плитки используем чистый (мытый) гранитный щебень 5-10. Для производства искусственного камня фракция фасадной плитки из чистого гранитного щебня должна быть не выше 2-5. Включите бетономешалку и засыпайте в ее вращающейся емкости 3 железных 12-литровых ведра щебня. Хорошо перемешайте щебень.
- Цемент. Теперь добавляем к завалам 3 таких же ведра цемента (это будет мешок — 50 кг). После каждой порции (ведра) цемент должен быть очень хорош с щебнем.Доливать воду не нужно. Лучше увеличить время перемешивания. Воды, залитой на шаге 1, должно хватить на эту порцию цемента.
- Щебень. Еще раз засыпаем в нашей смеси 1 ведро чистого гранитного щебня. Смешивание.
- Песок. 4 железных ведра чистого речного песка без примесей глины. После каждого разгрузочного ковша смесь перемешивается. При необходимости можно долить воды.
- Щебень. Добавьте последнее ведро чистого гранитного щебня. Тщательно перемешайте.
Правильно подобранный состав раствора для тротуарной плитки позволяет один из самых красивых и практичных способов озеленения дорожек и участков на своем участке — мощение тротуарной плиткой.
Тротуарная плитка поможет создать различные узоры на территории дома.
Использование такого материала не во всем мире распространено. Покрытие прочное, создает особый привлекательный внешний вид и является важным элементом ландшафтного дизайна. В настоящее время можно найти элементы укладки на любой вкус от разных производителей. Однако качественную плитку можно сделать своими руками. Для этого необходимо подобрать оптимальный состав раствора для тротуарной плитки и соблюдать все рекомендации производителя.
Характеристики тротуарной плитки
Тротуарная плитка — это плита разной формы и размера для покрытия пешеходных и проезжих зон на приусадебном участке. Плитку можно изготавливать из различных материалов, но наиболее широко распространены бетонные элементы, предварительно отформованные и готовые к использованию.
Среди наиболее популярных форм таких элементов: кирпич (прямоугольник), квадрат, «блок» (прямоугольник с боковыми профилями), «волна», шестиугольник («соты»), z-образный вид и др.Форма плитки может быть самой спусковой в зависимости от ее предназначения и пожеланий хозяина. С помощью тротуарной плитки можно создавать на участке различные узоры.
Цвет покрытия может быть естественным, но часто используется разноцветный материал, который получают путем нанесения красителя. Размеры плитки могут быть самыми разнообразными. Для быстрого образования дорожек используют квадраты больших размеров со стороной 30-60 см и толщиной 6-8 см. Для декоративного покрытия используют профильную плитку размером от 10 до 30 см и толщиной от 3 до 8 см.Например, классическая тротуарная раба имеет размер 20х10х6 см.
Выбор материала
Тротуарная плитка предназначена для воздействия на открытый воздух при воздействии механических нагрузок. При этом к нему предъявляются следующие требования: высокая прочность на сжатие и изгиб, износостойкость, морозостойкость, водостойкость и устойчивость к различным веществам (маслам, щелочам, соли), прямым солнечным лучам и перепадам температур. К тому же плитка не должна быть скользкой даже во влажном состоянии.При этом он должен иметь минимальную стоимость и хороший внешний вид.
Бетонная смесь с добавлением пластификаторов и других спецсредств вполне удовлетворяет всем требованиям. Тротуарный раствор изготавливается на основе цемента, песка и щебня с добавлением пластификатора, модификатора, армирующих компонентов, красящих пигментов и необходимого количества воды. Учитывая повышенные требования к прочности, лучше всего использовать портландцемент М500; Рекомендуется чистый портландцемент марки И-500 ПК, рассчитанный на нагрузку не менее 500 кг / см².
Наполнителем служит песок. Желательно использовать речной очищенный песок крупнозернистой фракции (не менее 2 мм) с глинистой составляющей не более 3%. В качестве заполнителя щебень средней фракции (5-10 мм), обладающий повышенной прочностью и морозостойкостью. Для элементов тротуара больше всего подходит высокопрочный и износостойкий гранитный щебень.
В состав бетонного раствора обязательно вводятся пластификаторы и модификаторы, обеспечивающие высокое качество материала и исключающие растрескивание плитки.Рекомендуется использовать стандартные добавки: пластификатор С-3 и модификатор ПФМ-НЛК. Упрочнение элементов достигается введением в конструкцию смеси армирующего элемента в виде полипропиленового волокна. Можно использовать полиамидные или стекловолокна длиной примерно 10-20 мм, диаметром до 40 мкм. Красители не должны ухудшать свойства бетона. Они должны быть устойчивы к стирке, солнечному излучению и различным температурам. Наиболее подходящими считаются пигменты на основе оксида железа.
Выбор способа изготовления
Изготовление тротуарной плитки производится в формах с использованием вибрации, что позволяет обеспечить однородную плотную структуру элементов. В основном используется 2 метода изготовления: вибропрессование и вибропрессование материалов. Вибропрессование подразумевает меньшее количество воды и более плотную структуру. С помощью этого метода можно уменьшить количество пластификатора. Но в процессе вибрации потребуется приложение давления сверху.
Вибролит производится в два этапа с обязательным добавлением пластификатора и большим количеством воды. Сначала заливается первый слой около 2 см толщиной около 2 см, а после его усадки формируется второй слой необходимой толщины с кратковременным включением вибратора. В домашних условиях иногда применяют упрощенный метод, когда вибротол заменяют простым ручным встряхиванием. Качество такой плитки будет несколько хуже, чем качество элементов, полученных путем вибрации, но полностью удовлетворяет требованиям не слишком усиленного истирания плитки после укладки.
Состав раствора
При приготовлении раствора для тротуаров методом вибропрессования используется цементно-песчаный состав. Рекомендуется следующий рецепт на 1 м³ бетона: Цемент М500 — 700 кг, речной песок — 1350 кг, вода — 160-170 литров. Раствор тщательно перемешивают и разливают в формы, где обеспечивается вибрация под давлением.
В случае вибрационных технологий формуются 2 слоя разного состава. Верхний (Факт) слой имеет рецептуру на 1 м³ раствора: цемент М500 — 600 кг, речной песок — 1550 кг, пластификатор и модификатор — 6 кг, фибра полипропиленовая — 0.8 кг, пигмент — 18 кг, вода 180-200 л. Нижний (основной) слой рекомендуется выполнять в следующей пропорции: цемент М500 — 600 кг, речной песок — 850 кг, гранитный щебень — 750 кг, пластификатор — 3 кг, вода 170-180 л.
Инструменты для работы
При изготовлении тротуарной плитки из бетонного раствора своими руками потребуется следующее оборудование и инструмент:
- вибротол;
- вибратор;
- лопата;
- бетономешалка или миксер строительный;
- мерный;
- ;
- шпатель;
- мастер ОК;
- линия;
- либра;
- молоток;
- киянка;
- малярная кисть.
Ковш
Вместимость поддона
Подготовка ингредиентов
Замешивание бетона производится после предварительной подготовки ингредиентов:
- Пластификатор перемешивают с водой в соотношении 1: 3 при температуре воды около 35-40 градусов в 2 этапа: перемешивание в течение 10 минут, ежедневный перерыв для вытягивания смеси, повторное перемешивание в течение 15-20 минут. После этого в бетонную смесь вводится пластификатор.
- Краситель: Пигмент разводится теплой водой до консистенции густой сметаны, отстаивается не менее 1 ч, после чего вводится в раствор.
Бетонный раствор готовится в следующем порядке: песок с красителем засыпается и перемешивается, загружается щебень, затем цемент заливается, заливается вода, добавляется пластификатор и полипропиленовая фибра. Все тщательно перемешивают до получения густого бетонного раствора.
Решение для упрощенной техники
Распространена упрощенная технология изготовления тротуарной плитки: форма заливается бетонным раствором полностью на нужную толщину и периодически встряхивается вручную для герметизации массы.
Раствор для этого метода изготавливается из цемента, песка и щебня в соотношении 1: 2: 2 в следующем порядке:
- Чистой воды наливают около 20 литров (2 мерные ведра).
- Пластификатор разводов и краситель.
- Щебень (3 ведра) засыпает, а затем постепенно, тщательно перемешивая, цемент (50 кг).
- Щебень (1 ведро) и песок (4 ведра) при перемешивании раствора.
- щебня (1 ведро).
- Волокно добавлено.
Добавлен
Все тщательно перемешиваем до получения однородной густой массы.
Тротуарная плитка — Материал для покрытия тротуаров, улиц, подходов к зданиям, парковок и садовых дорожек. Сделайте его из натурального камня, обожженной глины или бетона, состав которого отличается от бетона для общестроительных работ. Потребитель предлагает множество различных видов плитки, отличающихся друг от друга размерами, форматом и цветом.
Сделать тротуарную плитку своими руками можно и не особо сложно
Самый распространенный вид тротуарной плитки — это бетонная плитка, изготовление которой осуществляется двумя способами: вибропрессованием или вибропрессованием. Оба метода позволяют получить прочный эстетически привлекательный материал. Прочность вибропрессованных изделий обеспечивается значительным содержанием цементного бетона, а меньшее количество цемента компенсируется запрессовкой смеси в вибропрессованный материал.
Если вы желаете иметь на своем участке оригинальную тротуарную плитку, вы можете сделать ее своими руками. Для этого воспользуйтесь методом вибрации, который при знании рецепта изготовления раствора вполне применим в домашних условиях. Специальные формы, определяющие формат и конфигурацию будущего изделия, заливаются бетоном, после чего смесь уплотняется вибрацией. Такие формы также можно изготовить самостоятельно из металлических полос различной конфигурации, скрепленных между собой сваркой.
Прочность тротуарной плитки зависит от состава, пропорций и качества компонентов, используемых при приготовлении бетона. Не менее важно соблюдение технологии изготовления плитки, предусматривающей добавку в состав диспергирующего бетона или пластификатора для повышения технических характеристик.
Качество тротуарной плитки выполнено по рецептуре.
Диспергатор и пластификатор имеют одинаковое происхождение, но различаются пропорциями компонентов элементов, содержанием основного действующего вещества.Пластификатор содержит меньшую долю активного вещества, поэтому пластификатор можно использовать как диспергирующий компонент, а в качестве диспергатора из-за ценового фактора пластификации использовать его нецелесообразно.
Растворы для лепки тротуарной плитки
Рассмотрим состав смесей, используемых для заливки форм своими руками в домашних условиях.
Тротуарная плитка состоит из двух слоев: лицевого и основного. Функции, выполняемые этими слоями, различны, поэтому конкретные составы для их формирования отличаются друг от друга.Заливка форм производится в два этапа: сначала форма частично заливается бетоном для лицевой части, а затем остаточный объем заполняется смесью для основного слоя изделия.
Состав раствора для заливки лицевого слоя
Лицевая часть тротуарной плитки должна быть глянцевой высокопрочной, толщиной 1,5-2 см.
Состав смеси лицевой части:
- марка цемента 500;
- ШПС (щебеночная смесь), отсев — смесь гранитного или щебеночного щебня фракции 5-10 мм с просеянным песком в пропорции 1: 1;
- вода; Краситель
- ;
- диспергатор.
Приготовление раствора диспергатора
Диспергатор — это специальная добавка, поверхностно-активное вещество, вид пластификатора, который присутствует в рецепте приготовления раствора для улучшения его текучести, ускорения перемешивания смеси, увеличения твердости и придание блеска лицевой поверхности продукта. Использование этой добавки также облегчает процесс удаления материала из формы после отверстия.
При заливке лицевой части широко применяется диспергатор НФ (нафталинформальдегид), который выпускается двух марок: А и Б.Обе марки хорошо себя зарекомендовали, но марка Б из-за сложности изготовления намного дороже. Dolapix PC 67, P-WX-1-CX и GENAPOL PF 80 PULVER также успешно используются в качестве диспергирующих добавок к бетону первого слоя.
Компоненты для изготовления тротуарной плитки
Сухой диспергатор своими руками растворяет воду температурой 60 градусов в пропорции 1: 4, после чего на каждые 50 кг цемента добавляется 1 литр раствора. Перед применением раствор диспергатора перемешивают без нагревания.Готовую добавку не рекомендуется хранить более 5 суток.
Расход сухого диспергатора 0,5-0,7% от веса цемента.
При работе с диспергатором необходимо применять средства индивидуальной защиты от попадания продукта на кожу, слизистые оболочки и проникновения его пыли и паров в органы дыхания и пищеварения, а также соблюдать правила личной гигиены.
Стойки бетонные для лицевого слоя
Пропорции цемента и затвердевания при изготовлении раствора для первого слоя составляют 1: 2, то есть одна часть цемента на 2 части дискравана.На конкретном примере это выглядит так: в бетономешалку налито 8-10 литров воды, 0,75 литра раствора диспергатора, 3 ведра дискрена, 3 ведра (36 кг) цемента и еще 3 дропа. При изготовлении плитки однородной окраски в воде краситель предварительно добавляют до получения желаемого оттенка. Общее количество красителя в смеси не должно превышать 4-5% от объема замеса.
Оптимальный вариант для производства тротуарной плитки — цемент
Если вам нужно сделать следующую партию такого же цвета, следует помнить о пропорции красителя.Замена в рецепте на серый цемент White той же марки 500 позволяет сделать тротуарную плитку ярких цветов. Если растворы по форме для лицевого слоя разного цвета, не перемешивая их тщательно, можно получить оригинальные цвета плитки, имитирующие срез натурального камня.
Для получения однородной смеси все компоненты смешиваются в бетономешалке за 10-15 минут до получения однородной консистенции массы густой сметаны, и замешивание выкладывается в Бадеве.Во избежание расслоения продуктов временной интервал между заливками первого и второго слоев должен быть не более 20 минут.
Формы для заливки тротуарной плитки
Состав раствора для заливки основного слоя
Бетон для основного слоя плитки имеет тот же состав, что и для лицевого, но вместо диспергатора используется пластификатор, для например, «SP-1» или «LamiX P-120». Для приготовления раствора основного слоя цемент смешивают с просеиванием в пропорции один к трем.Расчет расхода пластификатора идентичен расчету расхода диспергатора.
Резюме для основного слоя
Представляем конкретный пример соблюдения пропорций при изготовлении бетона для основного слоя. В бетономешалку залили 10-12 литров воды, 0,75 литра раствора пластификатора, 5 ведер дискрена, 3 ведра (36 кг) цемента и еще 4 капли дропаутов. Краситель при изготовлении раствора основного объема изделия не добавляется.Смесь также доводится за 10-15 минут до консистенции сметаны и выкладывается в бадью.
Справочно: чтобы приготовить дома бетон на 1 м2 тротуаров толщиной 4,5 см потребуется:
- цемент — 20 кг;
- Шпс (грохочение) — 70 кг;
- диспергатор (первый слой) — 0,09 кг;
- пластификатор (второй слой) — 0,075 кг;
- пигмент — 0,6-0,8 кг.
zonaplitki.ru.
Как сделать бетон для тротуарной плитки в домашних условиях
Даже при больших объемах изготовления фигурных элементов дорожной одежды и бороздок раствор для тротуаров не рекомендуется заказывать с растворного узла.Его проще приготовить в небольших количествах для определенного количества имеющихся форм с соблюдением рекомендаций, указанных в данном руководстве.
Бетонные элементы
Для вибрации используется классический состав раствора для тротуарной плитки:
- вяжущее — цемент;
- вода необходима для гидратации цементного камня;
- наполнитель — песок, щебень, грамм;
- добавки — пластификаторы, диспергаторы, пигменты.
Бетонные элементы для МКЭ.
Поскольку объемы бетона для элементов МКЭ небольшие, разработчик может облегчить его работу, перемешав миксером. В домашних условиях он полностью заменит бетономешалку. Основными задачами при самостоятельном замешивании бетона являются:
- подбор правильного соотношения компонентов;
- контроль качества при покупке;
- обеспечение водоцементного отношения в / с = 0,4;
- применение вибротола при формировании тротуарной плитки;
- окрашивание массовое или двухслойное.
Важно! Вся следующая информация актуальна не только для элементов FEM, но и для железнодорожных лотков, садовых бордюров, которые изготавливаются в домашних условиях силами индивидуального разработчика.
Цемент
Для обеспечения высоких эксплуатационных качеств бетона для тротуаров запрещается добавлять в цемент добавки. Необходимо использовать чистый портландцемент М400 и выше, обладающий свойствами:
- продукт способен связываться при химической реакции образования цементного камня на 15 — 22%, содержащегося в смеси воды;
- пластичность резко снижается через 45 минут с момента переключения;
- проходит через 7 — 12 часов;
- комплект крепостью 70% завершается за 7 дней при нормальных условиях (влажность в пределах 60%, температура воздуха + 15-20 градусов).
- Усадка 1 мм / 1 м2 при изготовлении тротуарной плитки не учитывается из-за малой площади МКЭ.
Совет! Основное требование производителей цемента — хранение согласно инструкции на упаковке и выдержка 3 месяца. Так как уже 4 месяца цемент теряет 20% прочности, а через полгода качество ухудшается на 30%.
Вода
В отличие от заливки фундамента, бетон замешивают в ведрах или небольших баджах.Важнейшим показателем является водоцементное соотношение Ж / К, влияющее на показатели бетона:
- морозостойкость и влагостойкость;
- пористость и расслоение;
- время растрескивания и гидратации.
Следовательно, при самостоятельном замесе раствор для тротуарной плитки пропорции должен иметь а / с = 0,4. Бетон твердый, с низкой удобоукладываемостью. Поэтому в него вводят суперпластификатор или повышают пластичность людьми — столовую ложку моющего средства (например, Fairi) в бетономешалку.
Твердый бетон.
Совет! Из-за использования смеси смеси в технологии смеси низкая пластичность в принципе не имеет большого значения. Раствор хорошо распределяется внутри формы под действием вибрации.
Песок и щебень
Мелкий и крупный наполнитель добавляют в смесь для решения нескольких задач:
- снижение стоимости тротуарной плитки;
- увеличивают прочность, износостойкость и твердость;
- повышают водонепроницаемость и морозостойкость.
Другими словами, добавляя песок и щебень определенной породы в бетон, вы можете максимально приблизить характеристики цементного камня к свойствам гранита, гравия или доломита, придав продукту желаемую конфигурацию и размеры. Основные нюансы наполнителей:
- запрещено готовить раствор для тротуарной плитки из щебня / песка с высоким содержанием глины;
- , желательно мелкая фракция щебня и крупный песок;
- гРОЦЕВ — самый прочный и морозостойкий крупногабаритный заполнитель;
- ленточная форма частиц карьерного песка обеспечивает более высокую адгезию с другими компонентами смеси, чем с торфами из речного песка;
,
Песок карьерный промытый.
- для уменьшения связки заполнитель представляет собой сплошной обыкновенный наполнитель с содержанием гальки разного размера;
- из-за небольших размеров плитки лучше использовать щебень 5/10.
Совет! Для удешевления элементов ПЭМ смесь должна быть из песка с пустотностью не более 35%. Эту характеристику производители неметаллических материалов обязаны указывать в паспорте и свидетельстве на местах. Количество глины не может превышать 3% от массы насыпного продукта, ялов и других органических примесей — 2%.
- М250 / В20 — 1 ведро цемента, 2 песка, 3,5 ведра щебня, выпуск бетона будет 4,2 ведра;
- М300 / Б22,5 — ведро цемента 1, песок 1,7, щебень 3,2, выход продукции 4 ведра;
- M350 / B25 — 1 ведро цемента, 1,5 песка, 2,8 щебня, расход 3,5 ведра товарного бетона;
- M400 / B30 — Ведро цемента и столько же песка, 2,5 ведра щебня, выход 3 ведра бетона.
Смесь можно улучшить, если вместо единиц измерения объема использовать массу.Взвесить сырье для замеса небольших объемов не составит труда, на 10 кг цемента потребуется:
- В20 — 39 кг щебня и 21 кг песка;
- B22,5 — 37 кг щебня и 19 кг песка;
- B25 — 27 кг щебня и 16 кг песка;
- B30 — 26 кг щебня и 12 кг песка.
Помимо товарного бетона, в котором обязательно присутствует крупный заполнитель — щебень, фигурные элементы дорожного покрытия МКЭ могут быть отформованы из песчаника.В этом случае применяется стандартное соотношение 1/3 цемента и песка соответственно. Количество воды и сухого пигмента рассчитывается в зависимости от веса цемента:
- вода — 4 л на 10 л ведра вяжущего;
- колер — 3-5% от массы цемента.
Совет! Некоторые натуральные пигменты способны связывать до 25% жидкости, распределенной в бетонной смеси. В этом случае допускается увеличение / c до 0,6 — 0,7 ед.
Для серой тротуарной плитки
Пропорции бетона указаны выше для обычного бетона без красителей и люминесцентных добавок.Перед его изготовлением необходимо учесть следующие нюансы:
- район эксплуатации — влияет на расчетную морозостойкость фигурных элементов дорожной одежды;
- грунтовые условия и климат — с высокими источниками, обильными отложениями и высокой влажностью следует уменьшить с / с и ввести специальные добавки для повышения водонепроницаемости бетона;
- технология изготовления — При вибрации поверхность плитки гладкая, лучше использовать песок с другим размером частиц, для шероховатой поверхности вибропрессованные тротуарные рабы больше подходят для песка большой фракции.
Плитка серая литая.
В отличие от технологий монолитного строительства, где глубинный вибратор можно заменить ручной бетонной пробкой внутри опалубки, изготовление элементов мощения своими силами в домашних условиях невозможно без вибротола, даже самодельного. Вибрация решает две задачи:
- равномерное заполнение полимерной формы жесткой смесью с низким водоцементным соотношением;
- удаление воздуха из бетона для уменьшения пористости и создания прочной мелкозернистой структуры с низкой гидрофобностью.
Важно! Для платформы вибротол низкая амплитуда составляет 1 — 1,5 мм и высокая частота колебаний, что увеличивает подвижность смеси и способствует выходу пузырьков воздуха.
Для цветных фигурных элементов мощения
Тротуарная плитка может быть окрашена в слоях или в массе. Первый способ дешевле, но сложнее реализовать своими силами: для тротуарной плитки
- , своими руками изготавливается две порции бетона — 2/3 от общего объема обычного серого товарного, 1/3 интенсивно окрашивается пигментами;
- внутри формы уложен цветной бетонный слой 1/3 общей высоты;
- вибромотор включен на 20 сек;
- затем форма заполняется бетонным, но уже обычным тостом;
- находится на Вибротоле еще 40 секунд;
- завернуты в полиэтилен и удаляются при сушке.
Цветной бетон для МКЭ.
При покраске в массе кел добавляется в смесь внутри бетоносмесителя. Плитка бледнеет, но даже при интенсивном истирании отдельных участков конструкция садовой дорожки сохраняется.
Порядок замеса
Для удовлетворительного качества самодельных фигурных элементов дорожной одежды недостаточно знать рецептуру смеси. Не менее важно соблюдение технологии перемешивания:
- весь песок и 2/3 щебня и цемента загружаются внутрь бытовой бетономешалки;
- затем сухое перемешивание;
- после подачи воды барабан вращается 1 минуту;
- вытаскивая остатки щебня, сбивая бетонный кластер о лопасти.
Общее время замеса 1,5 — 2 минуты, перемешивание бетона допускается в течение 3 часов. Однако испарившуюся за это время воду запрещается заменять добавлением новых порций — конструкционный материал при этом резко теряет основные характеристики. Поэтому лучше сделать колени небольшими и проводить смесь максимум 20-25 минут.
Совет! Вручную (лопатой или мотыгой) невозможно обеспечить заявленную марочную прочность бетона даже при соблюдении указанной рецептуры.Качество будет хуже, чем в бетономешалке или при использовании миксера в патроне электропоезда минимум на 30%.
Таким образом, можно не использовать один и тот же состав бетона при изготовлении самовибрирующих элементов МКЭ в пределах класса бетона В20 — В30. Гораздо важнее соблюдать водоцементное соотношение ВС = 0,4 и порядок укрытия компонентов в бетономешалке.
Совет! Если вам нужны мастера для ремонта, есть очень удобный сервис по их подбору.Просто отправьте в форме ниже подробное описание работ, которые вам необходимо выполнить, и отправьте вам предложения на почту с ценами от частных мастеров, ремонтных бригад и фирм. Вы можете посмотреть отзывы о каждом из них и фото с примерами работ. Это бесплатно и ни к чему не обязывает.
masterskayapola.ru.
Приготовление раствора для тротуарной плитки в домашних условиях: пропорции и состав смеси
При изготовлении тротуарной плитки в домашних условиях определить правильный состав раствора довольно сложно.Многое зависит от типа используемого сырья, условий работы при заливке и сушке, а также других факторов. Тем не менее была разработана подходящая рецептура смеси по пробам и погрешности, которая позволит создать отличный аналог покупной тротуарной плитки.
Качество тротуарной плитки напрямую зависит от соблюдения рецептуры.
Итак, как составить решение с собственными тротуарами друг для друга, стоит выделить некоторые особенности домашнего производства.В первую очередь важно соблюдать условия чистоты, поддерживать оптимальную влажность и температуру.
При соблюдении технологии возможно изготовление продукции по качеству не хуже производственных вариаций.
Приготовление смеси своими руками позволяет экспериментировать с цветами и формами плитки. Формы для заполнения также можно сделать своими руками. Для этого потребуется смесь полиуретана и образец, например, покупная плитка или гипсовый узор.Всего для работы хватит 7-12 форм.
Высокое качество тротуарной плитки обеспечивается соблюдением технологии.
Перед тем, как приготовить качественный раствор для тротуарной плитки, необходимо подготовить вибротол для работы с идеально гладкой поверхностью и формой. Они могут быть из дерева, силикона, полиуретана и даже пенопласта. Также отравиться масляным веществом для смазки форм. Это может быть подсолнечное, пальмовое или отработанное моторное масло.
Подготовка самого тротуара осуществляется путем смешивания следующих компонентов:
- марки цемента 500, желательно белого цвета;
- песок речной мелкоблочный мелкоблочный;
- щебень гранитный фракции 3-5 мм;
- вода дистиллированная;
- жидкий пигмент;
- пластификатор для придания пластичности массе;
- диспергатор для изготовления морозостойкой плитки.
Основные компоненты для изготовления тротуарной плитки
Чтобы получить идеальный состав раствора для тротуарной плитки, важно придерживаться правильного соотношения компонентов. В состав стандартной смеси для тротуарной плитки входят следующие материалы: цемент
- ;
- песок;
- щебень;
- пластификатор;
- вода.
По желанию можно добавить диспергатор и пигменты.В этом случае их наличие предполагает небольшое изменение пропорций смеси. Для изготовления тротуарной плитки своими руками рекомендуется соблюдать следующие пропорции раствора:
- цемент — 23%;
- песок — 20%;
- щебень — 57%;
- пластификатор — 0,5% цемента;
- вода — 40% сухих компонентов;
- диспергатор 90 г / м2;
- пигмент 700 мл / м2.
Пропорциональное соотношение раствора для тротуарной плитки
Распределение пропорций сухих компонентов осуществляется отдельно.Процент воды учитывается по общей массе сухих компонентов. Количество пластификатора рассчитывается пропорционально объему использованного цемента. Диспергатор и пигмент добавляются путем разбавления водой. Для изготовления 1 м2 морозостойкой плитки стандартного цвета толщиной около 4,5 см, около 22 кг цемента, 19 кг песка, 54 кг щебня, 9 литров воды и 110 г пластификатора.
Вначале нужно тщательно перемешать песок с цементом и пластификатором, затем добавить щебень, в самом конце небольшими порциями — жидкость.Консистенция раствора должна быть достаточно плотной, чтобы держаться на тролле, но он не крошится и легко растекается при постукивании по форме.
Экономия раствора лучше всего в бетономешалке, альтернативой является строительный миксер. Вы можете обойтись без обычного шпателя, но это займет больше времени.
После того, как смесь для тротуаров будет немного более воображаемой, можно переходить к ее заливке. Для этого нужно разместить формы на вибростоле и смазать их маслом с помощью кисти или губки.Излишки нужно удалить тряпочкой или салфеткой.
Масса заливается одним слоем. Если вы хотите сделать плитку своими руками, работайте в два слоя. Для начала смешайте с пигментом в равных пропорциях песок и цемент. Залив форму примерно на 1/3, добавьте стандартный серый бетон.
Формы для плитки можно как покупные, так и самодельные
Для создания эффекта мрамора можно последовательно заливать два разных цвета. После этого схватите формы, отсосите их 5-10 минут, выровняйте поверхность смеси и дайте высохнуть, предварительно накрыв пленкой.Обычно это занимает 1-2 дня. Важно соблюдать благоприятные условия, особенно температурный режим (15-25 градусов тепла).
Прежде чем достать плитку из формы, нужно ее аккуратно догнать и только потом убрать. В связи с этим с полиуретановыми формами работать намного проще.
Возможные проблемы
Если рецепт решения для изготовления тротуарной плитки соблюден не полностью или были допущены другие недостатки, вы можете столкнуться со следующими проблемами:
- Засохшая краска.Пигмент распределяется послойно и исчезает мраморный эффект. Вибрации проводилось больше, чем нужно. Достаточно дождаться поры с поверхности.
- Плитку сложно отделить от формы. Использовано недостаточно смазочного материала.
- Пузыри и пустоты. Плитка была недостаточно защищена, в смеси остался воздух. Проблема также может быть следствием слишком обильной смазки.
- Плитка крошка. Правильные пропорции, скорее всего, недопустимы.Еще одна причина — некачественное сырье.
Чтобы избежать подобных проблем, необходимо придерживаться правил приготовления бетонной смеси и соблюдать допустимые условия работы с ней. В этом случае вы можете изготовить уникальные элементы для отделки дорожек и участков на своем участке или даже запустить производство плитки для дома на продажу.
на гидпоплитке.ру.
Правильный раствор для тротуарной плитки — пропорции и компоненты
Чтобы приготовить качественный раствор для тротуарной плитки, необходимо точно соблюдать пропорции компонентов.Единственный случай, когда требования могут быть снижены, — тротуарная плитка изготавливается в домашних условиях для пешеходных дорожек. За долгие годы изготовления и эксплуатации вырабатываются точные пропорции материалов, входящих в раствор для тротуарной плитки. Еще совсем недавно можно было встретить уложенный тротуар или пролом с плиткой, пришедшей в негодность из-за некачественного изготовления. Теперь вы этого не встретите. Заказчик стал требовательнее, а предложений на рынке настолько много, что порой бывает сложно сделать выбор из всего многообразия представленных товаров.
Преимущество тротуарной плитки — это большое разнообразие возможных вариантов укладки.
Для начала разберемся, какие материалы нам понадобятся для изготовления смеси.
Цемент для правильного раствора
По умолчанию любой бетон делается на основе цемента. В такой смеси цемент является вяжущим компонентом. В зависимости от географического положения промышленность производит множество разновидностей. Различают портландцемент, шлакопортоцемент, глиноземный и сульфатный цементы, песчаные и пуццолановые портландцементы.
Виды и характеристики цемента.
Выбирает марки цемента в диапазоне от 300 до 700. Марка определяется степенью прочности на сжатие. Оптимальный вариант производства тротуарной плитки — цемент марки М500. Дома можно использовать М400, он дешевле. Но в смесь необходимо добавлять в большей пропорции, что делает сомнительную экономию. И риск получить некачественный товар возрастает.
Цемент, предлагаемый на рынке, варьируется в зависимости от наличия минеральных добавок и их отсутствия.Маркировку смогут разобрать: ПК И-500 — портландцемент без посторонних включений, качественный и выдерживающий нагрузку до 500 кг / см2; PC II / A-W 500 — Цемент с минеральными добавками и не подходит.
Важную роль при выборе цемента играет его партия и производитель. Для изготовления конкретной детали тротуарной плитки желательно закупать у одного производителя и одной партией. Из-за разницы в процессе изготовления цвет может отличаться и подобрать краситель для партии одного оттенка будет сложно.
Щебень, песок и пластификаторы
Второй компонент смеси — щебень. Подбирать нужно щебень фракцией 5-10 мм. Если вы собираетесь делать тротуар в промышленных масштабах, желательно найти прочный с повышенной морозостойкостью. В идеале это щебень из гранита. Для домашнего производства можно ослабить требования: шитье щебень, крошка, песок крупный с галькой от 2 до 5 мм. Можно отказаться от использования щебня.
Характеристики персонажей.
Обязательный компонент, без которого не обойтись — песок. Лучше всего выбирать чистую без примесей речку. Также можно просеять обычное. Главное, чтобы глины было меньше 5%.
Если вы собираетесь изготавливать цветную тротуарную плитку, то без красителей вам не обойтись. При производстве плитки используют железооксидные пигментные красители. Они не должны выгорать на солнце, разрушаться под воздействием неблагоприятных погодных условий. Красители не растворяются в воде, поэтому при приготовлении раствора для тротуарной плитки их смешивают с цементом.Особое внимание следует уделить тому, чтобы красители равномерно распределялись по всей смеси. Правильная технология использования красителей увеличивает привлекательность и долговечность изделия.
Для предотвращения образования трещин в готовом изделии рекомендуется использовать другой компонент бетона для тротуарной плитки. Обычно для этого используется стальная арматура. В нашем случае есть шикарная более экономичная альтернатива — полипропиленовая фибра. Это волокно длиной 5-20 мм и диаметром 5-50 мкм, которое служит для повышения износостойкости и ударопрочности.
И еще один необходимый элемент для создания смеси — это вода. Требование воды первое: оно должно быть чистым.
Поэтапный план приготовления
Инструменты для работы с бетоном.
Итак, рассмотрим в нескольких вариантах, как правильно приготовить раствор для плитки. Мы будем идти от простого к сложному. Для приготовления раствора для тротуарной плитки в домашних условиях не требуется аккуратного соблюдения всех средств. И при достаточном старании пригодится любой рецепт. Рассмотрим несколько вариантов.
- Делаем сухой цементно-песчаный раствор, в сюрпризе «Твердый», в пропорции 1: 1,5. Постепенно добавляем воду и доводим до консистенции очень густой сметаны. В качестве инструментов можно использовать перфоратор или дрель с «миксером». Полученную смесь аккуратно выложите по формочкам.
- В большой емкости засыпаем два ведра с песком, заливаем 6 литров воды и перемешиваем. Затем, не останавливаясь, постепенно добавляйте два ведра цемента. После того, как смесь станет достаточно однородной, очистите 5 ведер песка, осторожно полейте водой (примерно 6 литров).Раствор должен получиться густым и не прилипать к шпателю. Перемешайте еще пару минут, и вы сможете загрузить смесь в форму.
- Если в раствор добавить минеральную добавку, разбавленный водой пластификатор, раствор приобретет серьезные свойства: эластичность и морозостойкость. Полученная смесь должна быть достаточно густой, чтобы ее можно было вытащить в шарики. Распределяем по формам и используя плитки вибрационной формы.
- Чтобы изделия были намного прочнее, в раствор необходимо добавить щебень, разведку или микромиллион.В этом случае перфоратор не пригодится — «миксер» не потянет раствор с щебнем и не сломается. Придется мешать лопатой. Оптимальный вариант — использовать бетономешалку.
Схема приготовления бетонной смеси.
В случае производства тротуарной плитки в промышленных масштабах подход к приготовлению бетона должен быть более ответственным. Желательно ознакомиться с нормами ГОСТа и четко придерживаться всех параметров.Соответственно, все составляющие материалов подбираются более тщательно: без исключения марка цемента не ниже М500, песок речной и чистый, щебень исключительно гранитный фракцией 5-10 мм. Желательно мыть, добавки применяют без лишней экономии, желательно импортный кел, желательно производства Германии или Чехии. При использовании бытовых красок увеличивайте закладку на 60-80%. Кроме того, нельзя изменять дозировку красителей и цемента. В противном случае качество и цвет изготовленной тротуарной плитки не будут постоянными.
Необходимо помнить, что пластификатор готовится заранее. Делается это так: нагревают до 40 градусов Водный пластификатор С-3 в пропорции 1: 2 и перемешивают 15 минут. С помощью перфоратора с насадкой «Миксер». Далее следует оформить раствор. Раствор пластификатора удобно готовить с вечера. Утром вполне достаточно перемешать 15 минут. И можно использовать. Раствор для плитки готовится следующим образом. Вокруг бетоносмесителя необходимо расставить материалы при наличии пары ступенек.Желательно заранее решить, сколько мерных емкостей используется для каждого компонента смеси.
Опыт показывает, что размахивать лопатой намного легче, чем носить ведра.
Рабочее место оборудовано таким образом: цемент, песок и щебень насыпают вокруг бетономешалки на расстояние Маха по окружности на заранее уложенные металлические листы. Вот емкость, наполненная водой.
Особенности работы с бетономешалкой
Включив бетономешалку, размеренно и не торопясь, начинаем заливать чашечный компонент для тротуара.В зависимости от латентера миксера рассчитываем количество каждого компонента на объем одной лопаты.
При работе бетономешалки угол наклона дежи должен составлять 45 градусов.
Вытяжка из стандартной рецептуры приготовления бетона для тротуарной плитки из расчета на 1 м2 цветной морозостойкой плитки толщиной примерно 4,5 см. В состав этого раствора входят: 22 кг цемента, 54 кг щебня, 19 кг песка, 9 л воды и 110 гр пластификатора.
Сначала засыпать бетономешалку песком. Режим работы: пять выстрелов — 20 секунд. релаксация. При таком способе вы не устаете и в оптимальные сроки выйдете из качественного перемешивания всех компонентов. Вместе с песком смешайте выбранный краситель. Количество коллектора не должно превышать 6% от расчетного объема цемента. Следующим шагом добавляем щебень. Затем цемент. Визуально контролируем однородность смеси полученной смеси. Далее залить водой и разведенным пластификатором.Следите за тем, чтобы общее количество воды и пластификатора не превышало расчетного. Внимательно наблюдайте за пластичностью полученного раствора. В идеале он должен легко образовываться в шариках и при этом не прилипать к перчаткам. Чем толще будет бетон для тротуарной плитки, тем прочнее и долговечнее изделие. В заключение добавьте полипропиленовые волокна. На 1 м3 достаточно 500-600 г фибры.
Как сделать плитку из гипса своими руками
Чтобы приготовить качественный раствор для тротуарной плитки, необходимо точно соблюдать пропорции компонентов.Единственный случай, когда требования могут быть снижены, — тротуарная плитка изготавливается в домашних условиях для пешеходных дорожек. За долгие годы изготовления и эксплуатации вырабатываются точные пропорции материалов, входящих в раствор для тротуарной плитки. Еще совсем недавно можно было встретить уложенный тротуар или пролом с плиткой, пришедшей в негодность из-за некачественного изготовления. Теперь вы этого не встретите. Заказчик стал требовательнее, а предложений на рынке настолько много, что порой бывает сложно сделать выбор из всего многообразия представленных товаров.
Преимущество тротуарной плитки — это большое разнообразие возможных вариантов укладки.
Что является частью решения?
Для начала разберемся, какие материалы нам понадобятся для изготовления смеси.
Цемент для правильного решения
По умолчанию любой бетон делается на основе цемента. В такой смеси цемент является вяжущим компонентом. В зависимости от географического положения промышленность производит множество разновидностей. Различают портландцемент, шлакопортоцемент, глиноземный и сульфатный цементы, песчаные и пуццолановые портландцементы.
Выбирает марки цемента в диапазоне от 300 до 700. Марка определяется степенью прочности на сжатие. Оптимальный вариант производства тротуарной плитки — цемент марки М500. Дома можно использовать М400, он дешевле. Но в смесь необходимо добавлять в большей пропорции, что делает сомнительную экономию. И риск получить некачественный товар возрастает.
Цемент, предлагаемый на рынке, варьируется в зависимости от наличия минеральных добавок и их отсутствия.Маркировку смогут разобрать: ПК И-500 — портландцемент без посторонних включений, качественный и выдерживающий нагрузку до 500 кг / см2; PC II / A-W 500 — Цемент с минеральными добавками и не подходит.
Важную роль при выборе цемента играет его партия и производитель. Для изготовления конкретной детали тротуарной плитки желательно закупать у одного производителя и одной партией. Из-за разницы в процессе изготовления цвет может отличаться и подобрать краситель для партии одного оттенка будет сложно.
Щебень, песок и пластификаторы
Второй компонент смеси — щебень. Подбирать нужно щебень фракцией 5-10 мм. Если собираетесь в промышленных масштабах, желательно найти долговечные с повышенной морозостойкостью. В идеале это щебень из гранита. Для домашнего производства можно ослабить требования: шитье щебень, крошка, песок крупный с галькой от 2 до 5 мм. Можно отказаться от использования щебня.
Обязательный компонент, без которого не обойтись — песок.Лучше всего выбирать чистую без примесей речку. Также можно просеять обычное. Главное, чтобы глины было меньше 5%.
Если вы собираетесь изготавливать цветную тротуарную плитку, то без красителей вам не обойтись. При производстве плитки используют железооксидные пигментные красители. Они не должны выгорать на солнце, разрушаться под воздействием неблагоприятных погодных условий. Красители не растворяются в воде, поэтому при приготовлении раствора для тротуарной плитки их смешивают с цементом.Особое внимание следует уделить тому, чтобы красители равномерно распределялись по всей смеси. Правильная технология использования красителей увеличивает привлекательность и долговечность изделия.
Для предотвращения образования трещин в готовом изделии рекомендуется использовать другой компонент бетона для тротуарной плитки. Обычно для этого используется стальная арматура. В нашем случае есть шикарная более экономичная альтернатива — полипропиленовая фибра. Это волокно длиной 5-20 мм и диаметром 5-50 мкм, которое служит для повышения износостойкости и ударопрочности.
И еще один необходимый элемент для создания смеси — это вода. Требование воды первое: оно должно быть чистым.
Поэтапный план приготовления
Итак, рассмотрим в нескольких вариантах, как правильно приготовить раствор для плитки. Мы будем идти от простого к сложному. Для приготовления раствора для тротуарной плитки в домашних условиях не требуется аккуратного соблюдения всех средств. И при достаточном старании пригодится любой рецепт. Рассмотрим несколько вариантов.
- Делаем сухой цементно-песчаный раствор, в сюрпризе «Твердый», в пропорции 1: 1.5. Постепенно добавляем воду и доводим до консистенции очень густой сметаны. Можно использовать перфоратор или дрель с «миксером» с инструментом. Полученную смесь аккуратно выложите по формочкам.
- В большой емкости засыпаем два ведра с песком, заливаем 6 литров воды и перемешиваем. Затем, не останавливаясь, постепенно добавляйте два ведра цемента. После того, как смесь станет достаточно однородной, очистите 5 ведер песка, осторожно полейте водой (примерно 6 литров). Раствор должен получиться густым и не прилипать к шпателю.Перемешайте еще пару минут, и вы сможете загрузить смесь в форму.
- Если к раствору добавить минеральную добавку, разбавленный водой пластификатор, раствор приобретет серьезные свойства: эластичность и морозостойкость. Полученная смесь должна быть достаточно густой, чтобы ее можно было вытащить в шарики. Распределяем по формам и используя плитки вибрационной формы.
- Чтобы изделия были намного прочнее, в раствор необходимо добавить щебень, разведку или микромиллион.В этом случае перфоратор не пригодится — «миксер» не потянет раствор с измельченным и не сломается. Придется мешать лопатой. Оптимальный вариант — использовать бетономешалку.
В случае производства тротуарной плитки в промышленных масштабах подход к приготовлению бетона должен быть более ответственным. Желательно ознакомиться с нормами ГОСТа и четко придерживаться всех параметров. Соответственно, все составляющие материалов подбираются более тщательно: без исключения марка цемента не ниже М500, песок речной и чистый, щебень исключительно гранитный фракцией 5-10 мм.Желательно мыть, добавки применяют без лишней экономии, желательно импортный кел, желательно производства Германии или Чехии. При использовании бытовых красок увеличивайте закладку на 60-80%. Кроме того, нельзя изменять дозировку красителей и цемента. В противном случае качество и цвет изготовленной тротуарной плитки не будут постоянными.
Необходимо помнить, что пластификатор готовится заранее. Делается это так: нагревают до 40 градусов Водный пластификатор С-3 в пропорции 1: 2 и перемешивают 15 минут.С помощью перфоратора с насадкой «Миксер». Далее следует оформить раствор. Раствор пластификатора удобно готовить с вечера. Утром вполне достаточно перемешать 15 минут. И можно использовать. Раствор для плитки готовится следующим образом. Вокруг бетоносмесителя необходимо расставить материалы при наличии пары ступенек. Желательно заранее решить, сколько мерных емкостей используется для каждого компонента смеси.
Опыт показывает, что размахивать лопатой намного легче, чем носить ведра.
Рабочее место оборудовано таким образом: цемент, песок и щебень насыпают вокруг бетономешалки на расстояние Маха по окружности на заранее уложенные металлические листы. Вот емкость, наполненная водой.
Особенности работы с бетономешалкой
Включив бетономешалку, размеренно и не торопясь, начинаем заливать составной стакан для тротуара. В зависимости от латентера миксера рассчитываем количество каждого компонента на объем одной лопаты.
При работе бетономешалки угол наклона дежи должен составлять 45 градусов.
Вытяжка из стандартной рецептуры приготовления бетона для тротуарной плитки из расчета на 1 м2 цветной морозостойкой плитки толщиной примерно 4,5 см. В состав этого раствора входят: 22 кг цемента, 54 кг щебня, 19 кг песка, 9 л воды и 110 гр пластификатора.
Первоначально засыпать в бетономешалку песок.Режим работы: пять выстрелов — 20 секунд. релаксация. При таком способе вы не устаете и в оптимальные сроки выйдете из качественного перемешивания всех компонентов. Вместе с песком смешайте выбранный краситель. Количество коллектора не должно превышать 6% от расчетного объема цемента. Следующим шагом добавляем щебень. Затем цемент. Визуально контролируем однородность смеси полученной смеси. Далее залить водой и разведенным пластификатором. Следите за тем, чтобы общее количество воды и пластификатора не превышало расчетного.Внимательно наблюдайте за пластичностью полученного раствора. В идеале он должен легко образовываться в шариках и при этом не прилипать к перчаткам. Чем толще будет бетон для тротуарной плитки, тем прочнее и долговечнее изделие. В заключение добавьте полипропиленовые волокна. На 1 м3 достаточно 500-600 г фибры.
Поскольку добавленные в раствор пластификаторы способствуют быстрому схватыванию бетона, желательно не тянуть с укладкой в формы, которые необходимо заранее подготовить и смазать жиром.
Если вы в процессе приготовления раствора выдержали рекомендуемое соотношение всех материалов, то тротуарная плитка, которую вы сделаете, будет отличного качества.
Что позволит не только с удовольствием использовать плоды своего труда, но и поставить надежную тротуарную плитку желающих.
Как правильно разложить дорожки в саду? Очень варианты! Один из самых предпочтительных — блоки. Плюсы материала, помимо прочего, в том, что его можно сделать и положить своими руками.Как это сделать? Прочитайте больше!
Что нам нужно?
- Форма.
- Компоненты для приготовления смеси.
- Сухая краска (при необходимости).
Делаем форму
Приобрести готовую форму можно в любом строительном магазине, но гораздо выгоднее сделать такое изделие своими руками. Рассмотрим пример изготовления деревянной квадратной формы. Аналогичным образом можно сделать шаблон в виде треугольника, ромба, прямоугольника и т. Д.
Работаем в следующем порядке.
Шаг первый. Раскладываем бруски на кусочки нужных нам размеров. Учитываем, что габариты готовой брусчатки будут равны внутренним размерам шаблона. Вырежьте материал по разметке.
Шаг второй. Собирайте бруски в квадрат. С внешней стороны соедините элементы формы по углам с помощью уголков и саморезов.
Шаг третий. Форма песка.
Шаг четвертый.При желании покрываем каркас двойным слоем лака. В дальнейшем благодаря этому плитку будет проще получать из шаблона.
Чтобы работать быстрее, лучше сделать сразу несколько таких форм. Конкретное количество подбирается индивидуально с учетом масштаба запланированного мероприятия.
Видео — Как сделать форму для мощения
Ступка варочная
Блок можно отливать из разных растворов, но каждый из них готовится на основе цемента и песка.
Если вы планируете делать легкую плитку, возьмите белый цемент и кварцевый песок. Рецепт простой:
- цемент — 1 часть;
- песок кварцевый — 3 части;
- вода — для получения смеси вязкой консистенции.
Для того, чтобы визуально приблизить внешний вид брусчатки к внешнему виду натурального камня, в смесь добавляют мелкий щебень. Рецепт прост: песок, цемент и гравий смешать в равных количествах и добавить воду в раствор вязкой консистенции.
Для увеличения прочности и срока службы плитки в смесь можно добавить немного пластификатора (буквально 1-2 г на плитку).
Если вам нужен блокатор цвета, добавьте сухую краску прямо в смесь. Однако в этом случае цвет плитки будет не очень ярким. Если вам нужен более насыщенный оттенок, нанесите щеткой тротуар сверху, сразу после придания формы. Принцип прост: раствор в каркасе немного застывает, вы присыпаете краситель до красителя нужного цвета и аккуратно втираете утюгом в основной материал.
Заполните форму
Шаг первый. Установка форм на ровную горизонтальную поверхность.
Шаг второй. Заливаем раствором примерно половину объема формы.
Шаг третий. Выкладываем армирующую сетку из проволоки или обрезки стальных прутков.
Шаг четвертый. Полностью залейте форму.
Шаг пятый. Тщательно утрамбуйте начинку, выровняйте и разровняйте поверхность изделий.
Если вам нужна гладкая и блестящая плитка, мы выполняем ее глажку.Для этого поверхность еще не успела застыть изделия, равномерно залить небольшим количеством цемента и аккуратно растереть с помощью шпателя. По этой же технологии в плитку можно запускать различные мелкие камешки.
Даем бустер высохнуть. Продолжительность сушки зависит от толщины изделий. В среднем на это уходит 2-3 дня. Если есть возможность, оставьте подсохнуть прямо в формах — так оно точно не потрескается. Если на улице жарко, периодически смачивайте поверхность изделий водой.
Видео — Технология производства тротуарной плитки, бордюры, бордюры
Проложить дорожки
Изготовили необходимое количество брусчатки и готовы к дальнейшей работе.
Первый этап — подготовка проекта и разметка платформы
Берем план нашего сайта и прямо по нему делимся будущими треками. Продумайте все до мелочей.
Переносим план с бумагой на сайт. Для разметки используйте любые устойчивые колышки и веревку.Выпейте колышки с метровым шагом и протяните между ними шнур.
Второй этап — Земляные работы
Приступаем к разорению траншей по ширине и длине будущей колеи. Глубину котлована подбираем так, чтобы после укладки мощения ее верхняя поверхность находилась на одном уровне с почвой или немного нахлынула на нее.
В противном случае вода будет забираться в углубление. Дополнительно к расчетной глубине добавьте 10-15 см для песчаного слоя, примерно 10 см для гравийной подушки и 4-5 см для цементной засыпки (на участках со сложным рельефом).
Убираем мусор и корни, выравниваем стенки и дно ямы, тщательно утрамбовываем землю. Перетягиваем траншею геотекстилем, чтобы сорняки не могли прорасти на нашу преграду и испортить ее.
Засыпаю примерно 10 см гравия и 10-15 см песка. Каждый слой утрамбовывается. Вместо гравия можно использовать рубанку — так даже лучше.
Засыпьте траншею слоем цементного раствора толщиной 4-5 сантиметров (часть цемента, три части песка, вода).Осторожно разбейте заливку по уровню. Дайте цементу несколько дней набраться прочности.
Важно! Заливать цемент нужно только на участках со сложным рельефом. Если местность имеет нормальный рельеф, можно обойтись без такой насыпи.
Третий этап — Установка бордюров
Границы сделают наши трассы более красивыми и аккуратными. У нас можно купить готовые изделия или сделать их своими руками, например, из такой же брусчатки, только чуть толще.
Для устройства бордюра, КОМНАТЫ дополнительные траншеи по будущим путям. Устанавливаем опалубку в рваную траншею и плотно выставляем бордюрные элементы, скрепляем их цементным раствором. Высоту канта делаю на свое усмотрение. Бордюру дать хотя бы сутки высохнуть и продолжить работу.
Четвертый этап — кладем основную ткань
Протягиваем по бордюру шнур — по нему выкладываем первый ряд блоков.
Если вы не заливали цемент, протираем песчаную подушку водой для дополнительной герметизации. Цемент в предварительной обработке заливать не нужно.
Для большего удобства перед началом работы сколачиваем короб с размерами 100 х 70 см. Устанавливаем такую коробку на основание и начинаем просматривать блокировку.
Плитку выкладываем максимально плотно друг к другу, делая желаемый рисунок. В этот момент ориентируйтесь исключительно на свои предпочтения. Максимальная ширина швов 1-2 мм.Чтобы они были такими же, установите пластиковые крестовины. Для дополнительного сцепления отделочных элементов используем деревянный молоток.
Таблица 1. Расход материала (г / м²) на покрытие дорожки в зависимости от размера брусчатки и толщины швов
| Размеры плитки (см) | Ширина шва 2 мм | Ширина шва 4 мм | Ширина шва 6 мм | Ширина шва 8 мм |
|---|---|---|---|---|
| 2x2x0,3 | 750 | 1500 | — | — |
| 10x10x06 | 300 | 600 | 900 | 1210 |
| 15x15x0,7 | 240 | 470 | 710 | 950 |
| 20x20x0,7 | 180 | 360 | 540 | 720 |
| 30x30x0,8 | 140 | 280 | 410 | 550 |
| 40x40x0,8 | 100 | 210 | 320 | 420 |
| 50x50x0,8 | 90 | 170 | 260 | 340 |
Важно! Обязательно проверьте механизм укладки каждой плитки с помощью уровня.Для устранения отклонений убираем плитку и удаляем из-под нее излишки песка. Если будет цементная стяжка, таких проблем не будет.
Выкладываем брусчатку всю намеченную поверхность. Для резки плитки используют болгарку.
Пятый этап — чистовая обработка поверхности
В заключение осталось только нанести слой влажного песка и уложить его в швы. Для затирки швабры удобно использовать жесткую швабру с жестким ворсом.
Молодец!
Видео — изготовление брусчатки своими руками
Ручной пресс
и вибропресс для кирпичных блоков
Информация о поставках продукта
Главная> высококачественная портативная камнедробилка> ручной пресс против вибропресса для кирпичных блоков
Я построил пресс Cinva-Ram CEB и упростил его.
Итак, если вы хотите собрать этот пресс, вы можете: 1.Позвоните в магазин, который я использовал 2. Спросите детали для прессы Майка Кантрелла от марта 2011 г. 3. Получите комплект по почте. Магазин был: ECSInc. Joe Rheingans 160 B East Randall Wobbe Lane Springdale AR 72764 479-751-1327
Вибропрессованный бетон против гидравлического пресса Конус бетона.
Производитель прессов для кирпича, производитель ручных и гидравлических прессов для кирпича, ручные и гидравлическиеНаши прессы для кирпича можно разделить на ручные и автоматические для прессованного земляного блока и бетонного кирпича, автоматический тип гидравлический, поэтому он
Блоки Minecraft Wiki Fandom
Блоки стандартные- размерные блоки блоков, внешний вид которых отличается от блока к блоку.Они создают ландшафт мира Minecraft и используются во многих игровых механиках. Каждый куб уникален и предлагает игроку утилиты для строительных материалов.
Создание бизнеса Создание рабочих мест Создание надежды
Вертикальный блочный пресс против горизонтального блочного пресса. Глина для производства CEB. Блокировать или не блокировать. Смотрите наши видеоролики на youtube.adobemachine: В сегодняшнем мире растущих затрат на рабочую силу и строительство в области энергоснабжения, машина для производства блоков из сжатого грунта
Max и 1000 кирпичей — самодельный пресс CEB — YouTube
Презентация изготовления пресса и блоков из сжатого грунта.Планы и подробности можно найти здесь: maisonpaille-slovenie.blogspot.com/2019/03/max-plans-of
Как сделать кирпичи из грязи Popular Science
Чтобы кирпичи стали прочными и однородными, машина делает нечто уникальное: Два цилиндра вдвигаются в кирпич, еще больше сжимая грязь. Vermeer может производить блок размером 7 на 14 на 4 дюйма.
Станок для производства кирпича в South Africa Industrial Machinery.
Машины для производства кирпича от R2500 до R34500 Ручной пресс R2500 Ручная машина для укладки яиц BrickMachine R17500 Электрическая машина для производства кирпича R24500 Статическая машина R24500 R34500 082 735 9387Za BricksandBlocks Booysens 17 Booysens Road Booysens Johannesburg Opposite
es Concrete Blocks.com
Midwest Products Group Стандартный порошковый бетонный блок Обычный: 4 дюйма x 8 дюймов x 16 дюймов; Фактический: 3,625 дюйма x 7,625 дюйма x 15,625 дюйма
Как сделать бетонные блоки — Производство цементного кирпича.
Найдите подходящее место **: ** Найдите широкое открытое пространство, даже лучше, если оно затенено, что подойдет, если у вас не так много дождя. Пространство должно быть достаточно широким, чтобы смешивать бетон и заливать его в форму. Сделайте форму: используйте фанерные доски и гвозди, чтобы сделать блок из сжатого грунта
— Википедия
Блок из сжатого грунта CEB, также известный как блок из прессованного грунта или сжатый блок из грунта, представляет собой строительный материал, изготовленный в основном из влажного грунта, сжатого под высоким давлением. блоки.Блоки из сжатого земли используют механический пресс для формирования блоков из нагревательных блоков
Сухие блоки: Amazon.com
Benchmark Scientific BSW1520 Алюминиевый нагревательный блок с сухой ванной для цифровой сухой ванны Инкубатор 24 x 1,5 мл или 2,0 мл Центрифужные пробирки Вместимость Benchmark Scientific $ 80,75 $ 80. 75 $ 115,20 $ 5,00 доставка
Изготовление саманных кирпичей — Зеленые дома — НОВОСТИ МАТЕРИ ЗЕМЛИ
Изготовление сырцовых кирпичей требует многих усилий, но когда вы закончили строительство стены или дома, тем более удовлетворительным в конце концов станет.
7 лучших канифольных прессов: руководство для покупателя2020Heavy.com
4-тонный пресс для кирпича выделяется тем, что он не нагревается, но создает 4 тонны гидравлического давления. Но если хотите, можете использовать тепло. Он изготовлен из авиационного алюминия, в котором сохранены
биоблочные нагревательные блоки Принадлежности для очага — Lehman
Доступная более чистая и экологичная альтернатива более дорогим источникам топлива, таким как древесина и уголь. Используйте Bio Block в своем камине дровяной печи и костровой яме.Безопасен для приготовления на гриле. Поддон из 1056 блоков. Изготовлен из 100% прессованных отходов древесины твердых пород.
Как построить дом из блоков из сжатого грунта
Dwell Earth обучает организации и общины методам создания блоков, а затем проводит их через процесс строительства. Компания помогла производителю оборудования Vermeer спроектировать блочный пресс, который производит легко складываемые стопорные блоки.
Мешок для топливных блоков из сжатого дерева из биокирпича или загрузка на поддон
Топливные блоки из сжатого дерева из биокирпича.Идеально подходят для дровяных печей. BioBricks имеют однородную форму и плотно прилегают к корпусу, занимая меньше места. Поскольку вы можете упаковать их так плотно, они образуют равномерный ожог и служат дольше, чем другие продукты того же типа.
абсолютно новый не горящий высокоэффективный автоматический кирпич.
Купите или продайте подержанные машины для производства блоков, заводы для производства бетонных блоков и другое другое оборудование для строительства бетона. Ассортимент продукции, начиная от молотка и заканчивая блочной формой цементный силокобетоносмеситель, асфальтоукладчик онлайн-система старения и завод по производству брусчатки, смеситель со спиральными лопастями
ручной пресс против вибропресса для кирпичных блоков
Керамический цилиндр для горшечной мельницы в Индии мельница для продажи в Намибии рука пресс против вибропресса для кирпичных блоков печь в псевдоожиженном слое для гипса Вертикальная валковая мельница для измельчения подержанная конусная дробилка для продажи в Индии мини-дробилки для продажи в европе как использовать
Как сделать свой собственный глиняный кирпич Hunker
Смешайте измельченную глинистую почву с воды, чтобы получилась густая податливая паста.Традиционно глиняные кирпичи лепили вручную или с помощью деревянных инструментов. Сегодня многие глиняные кирпичи изготавливаются по специальным формам. Какой бы метод формования вы ни использовали, стремитесь производить глиняные кирпичи из бетонной плиты
и прессованной земли на форуме.
Если вы хотите строить из блоков, но приобретение пресса для вас непрактично, разумной альтернативой может быть традиционный саман. Если вы используете ручной пресс, вам понадобится бригада из не менее шести активных людей для перемешивания почвы. Используйте пресс.
Концентрированный каннабис: 4 способа приготовления гашиша в домашних условиях — Ред.
Изготовление хеша — это несложная задача с помощью механического пресса. Можно использовать переплетные прессы, называемые обжимными прессами. В сети доступны планы сборки пресса с гидравлическим домкратом. Гидравлические прессы с ручным насосом — менее затратный способ получить герметичный. Покупка кирпича. Планируйте укладку из пяти кирпичей на квадратный фут в проекте мощения.Планируйте семь на квадратный фут для стены. Разница связана с
12-тонный гидравлический заводской пресс Strongway Northern Tool
Этот 12-тонный гидравлический заводской пресс Strongway отлично подходит для выпрямления штамповочной гибки и прессования любых деталей, с которыми трудно обращаться. Полированные внутренние стенки цилиндра продлевают срок службы гидравлических уплотнений, сводя к минимуму истирание и износ, в то время как цилиндр цилиндра и
Earthbrick Construction: C.E.B. или блоки сжатого грунта.
БЛОК ПРЕСС AECT Aureka Earth Brick Presses Блоки сжатого заземления — Уэйн НельсонБлок сжатого заземленияCEBMachines CEB Том 2 КНИГА.pdf -A ПОЛНАЯ КНИГА CEB Том 1BOOK.pdf -A ПОЛНАЯ КНИГА CEB против блоков Adobe Строительные материалы — земляные бои назад PDF
Шлифовальные блоки Amazon.com PowerandHand Tools — Ручной инструмент
Шлифовальный блок WELLGO с 42 шт. наждачной бумагой Wet Dry 120 до 3000 различных видов шлифовальных листов Шлифовальные листы 9×3,6 дюймов для деревянной мебели. 99
Производство кирпича традиционным способом в Бангладеш в целом.
Весь процесс изготовления кирпича.Кирпичи сделаны тяжелым трудом для рабочих. Старая система кирпичного производства. Пожалуйста, «ПОДПИШИТЕСЬ» на наш канал для получения дополнительной информации V
Как использовать пресс для гриля с сковородой Hunker
Пресс для гриля — это плоская гиря, обычно сделанная из чугуна. Он также может быть изготовлен из других тяжелых материалов, таких как стекло и алюминий. К верхней стороне плоского груза прикреплена ручка. Концепция пресса-гриля состоит в том, чтобы еда оставалась плоской во время приготовления.
Продажа бывших в употреблении прессов Гидравлические / механические прессы Продажа
15-тонный пресс Wabash для продажи Пресс Wabash G15-36-PX; 15-тонный пресс Wabash для продажи пресса Wabash G15-36-PX; 20-тонный пресс Janox для продажи Пресс Janox Ballard PowerSystems; 50-тонный инструмент Century Используемый пресс для продажи Century Tool 4-х колонный пресс; 50
Блок кварца — Official Minecraft Wiki
Блоки из кварцевых блоков с кварцевым столбом и точеные кварцевые блоки можно использовать для изготовления кварцевой лестницы.На выживание в настоящее время можно создать только блоки кварца. 0.7.3: Добавлены кварцевые плиты, которые можно изготовить из кварцевых блоков при выживании. 0.7.4: Выточенный кварц
Оборудование для производства блоков из сжатого грунта для всего мира
Все прессы для глинобитных материалов могут быть изготовлены по индивидуальному заказу в соответствии с вашими конкретными требованиями, включая: размеры блоков электростанции, региональные детали, замену, тип грязи и потребности в добавках. производство прессованных земляных блоков и прессованных машин.
Брикеты биотоплива. Сжатие бумажной массы и опилок.
Как только вы освоитесь с вещами, вы можете нажимать на кирпич примерно каждые 30-40 секунд, полный цикл делает в среднем около 15 кирпичей. Пресс должен быть прижат к рабочей поверхности. Я установил пресс на верстаке, скамейка отягощена 4
. Технические средства контроля: защита механических силовых прессов 5. Безопасность во время установки Relo ion и Modifi ion 6.Методы безопасного труда 7. Управление рисками 8. Обучение 9. Ссылки 10. Выражение признательности 1 2
ARIZONA ADOBE COMPANY
ARIZONA ADOBE COMPANY — производитель сырцового кирпича, специализирующийся на методах и материалах на основе глины. Мы поставляем лучшие сырцовые кирпичи и обеспечиваем лучший сервис в отрасли. У нас есть глубокие познания в области земляного строительства история защиты окружающей среды
Hydraform — машины для изготовления кирпичных и блочных блоков
Лучшее качество года в государственном секторе Более 100 лет коллективного технического опыта Специализированные исследования и разработки для обеспечения качества продукции.Производитель оригинального оборудования и лидер отрасли. Наше предложение Машины для статического кирпича / асфальтоукладчика
БЛОКИ С СЖАТЫМ ЗАЗЕМЛЕНИЕМ: РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ И КОНСТРУКЦИИ
БЛОКИ С СЖАТЫМ ЗАЗЕМЛЕНИЕМ: РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ И КОНСТРУКЦИИ Юбера Гийо Тьерри-Жоффруа Паскаль Одул CRATerre- EAG Том II. Руководство по проектированию и изготовлению. Публикация Deutsches Zentrum für Entwicklungstechnologien — GATE in: Deutsche
Ручной вибропресс для изготовления кирпичей и блоков
Vibro.с Press. BricksandBlock Machine — Стоимость — 8квт. Автоматическая виброзола с подачей золы-уноса и машина для изготовления кирпичей и блоков. Ручная вибро. Вибрация. Твердая летучая зола. Ручная вибрация
LEGO Mindstorms EV3. Основы программирования
ВКЛ. Нажимайте кнопку ввода C, пока не загорится красный индикатор. см. экран «Выключить» o TabR вправо, чтобы выделить галочку o Нажмите кнопку C enter, чтобы перейти к
Compressed Earth Block — Advanced Earthen Construction.
Благодарим вас за интерес к продуктам и услугам AECT из сжатых земляных блоков. Компания Advanced Earthen Construction Technologies была основана в 1989 году и занимается производством качественного оборудования и обеспечивает беспрецедентную поддержку для земляных конструкций.