Содержание
производство пенобетона, оборудование, технология пенобетона
Относительно молодой строительный материал — пенобетон становится все более и более популярным в последние годы, благодаря простоте и дешевизне изготовления и возможности эффективного и удобного применения при проведении строительных работ. Основное преимущество пенобетона, отличающее его от других стеновых материалов, — это уникальный компромисс прочности, долговечности и теплоизоляционных свойств. Что немаловажно, все эти параметры одновременно имеют достаточно усредненные характеристики, соответствующие самым современным требованиям по теплоизоляции, прочности, экологичности, пожаростойкости и т.д.
Основные способы производства пенобетона
Для получения данного материала достаточно вспенить обычный раствор из цемента и песка, либо добавить в пескоцементную смесь готовую пену, изготовленную в специальном генераторе.
- Первым вариантом получения готовой смеси пенобетона является вспенивание цементного раствора непосредственно в баросмесителе.

- Вторым способом является производство пенобетона в отдельном смесителе с последующим добавлением пены, приготовленной в пеногенераторе.

Для быстрого и эффективного пенообразования производители используют специальные химические добавки — пенообразователи. Меняя дозировку пены (в соотношении с цементным раствором) можно получать различную плотность пенобетона на выходе.
Значение плотности напрямую связано с прочностью и теплоизоляционными свойствами пенобетонного изделия. Чем плотнее, тем прочнее и «холоднее» и, соответственно, наоборот. Обозначается степень плотности литерой D c цифровым индексом от 400 до 1200. От степени плотности зависит и область применения изделия из пенобетона. По своему предназначению они подразделяются на:
- теплоизоляционные плотностью D400-D500 (теплоизоляция несущих стен из кирпича и т.п)
- конструкционно-теплоизоляционные плотностью D600-D1000 (применение в качестве несущих стен, обладающих высокими показателями теплоизоляции)
- конструкционные D1100-D1200 (возведение несущих стен с средними показателями по теплоизоляции, лучшими чем у железобетона, но худшими чем у большинства ячеистых бетонов. Примерно такое же значение плотности имеют блоки из керамзитобетона )
 Примерно такое же значение плотности имеют блоки из керамзитобетона )
Примерно такое же значение плотности имеют блоки из керамзитобетона )
Благодаря мобильным установкам пенобетон можно изготовить непосредственно на стройке, что безусловно очень удобно. Применять полученный материал можно для заливки утепляющих и конструкционных монолитных конструкций непосредственно на стройплощадке, производстве, заводе и т.д.
Стоит заметить, что в большинстве случаев изготовление пенобетонной смеси — все же стационарный процесс, преимущественно проходящий в цехах по производству пеноблоков и т.п. стеновых и теплоизоляционных панелей и плит.
Применение пенобетона
Так чем же привлекателен пенобетон, производство которого в последние годы стало активно развиваться. Наверное, потому что процесс изготовления пенобетонной смеси не требует больших вложений в оборудование; технология производства несложна; и как следствие вышесказанного — это экономически выгодно и доступно даже небольшим фирмам и частным предпринимателям.
Для получения готовой смеси нет необходимости в гравии, извести, щебне или керамзите. Основными компонентами пенобетона являются песок, портландцемент и пенообразователи. Немаловажно, что все эти материалы обладают высокими показателями по экологичности, прочности и долговечности одновременно. Доступность и низкая цена сырья для производства пенобетона — тоже идет в плюс.
Основными компонентами пенобетона являются песок, портландцемент и пенообразователи. Немаловажно, что все эти материалы обладают высокими показателями по экологичности, прочности и долговечности одновременно. Доступность и низкая цена сырья для производства пенобетона — тоже идет в плюс.
Хорошая подвижность смеси позволяет заполнять ей любые форм-оснастки и блок-формы. Также есть возможность производить заливку в узкую вертикальную опалубку за счет того, что материал не требует уплотнения вибрированием при укладке.
Производственный процесс не требует особых затрат и достаточно иметь лишь баросмеситель и специальные металлические формы для отливки готовых пеноблоков стандартных размеров. Иногда применяются формы изготовленные из ламинированной фанеры.
На больших предприятиях для облегчения процесса можно производить замешивание и заливку блоков автоматизировано (с применением АСУ), что в значительной степени снижает трудозатраты, повышает качество продукции и делает процесс производства пенобетонной смеси более технологичным и нормируемым.
Преимущества пенобетона и изделий из него
Применение пенобетонных блоков и пенобетона позволяет производить строительные работы, с соблюдением самых современных нормативов по теплостойкости ограждающих конструкций построек и прочности здания в частности.
И в данной стихии пенобетон пока не имеет достойной конкуренции (за исключением газобетона — материала, близкого ему по своим основным характеристикам).
Жилье, построенное из пеноблоков, комфортабельно в проживании и обладает такими преимуществами, как:
- сохранение прохлады в помещении летом
- хорошая звукоизоляция
- высокая экологичность (сравнима с деревом)
- хорошая прочность и долговечность (близкая с кирпичу)
- идеальная поверхность стен, не требующая больших затрат и усилий при отделке
- высокая огнестойкость
- отсутствие так называемых «мостиков холода» (благодаря тонким швам клея между блоками)
- невысокая стоимость производства пеноблоков
Применение пенобетона в строительстве в значительной степени снижает затраты на возведение здания, а при производстве смеси непосредственно на стройплощадке позволяет существенно снизить и транспортные расходы. В результате заказчики получают относительно недорогую, качественную и долговечную постройку, отвечающую всем современным европейским требованиям.
В результате заказчики получают относительно недорогую, качественную и долговечную постройку, отвечающую всем современным европейским требованиям.
Технология производства пенобетона в домашних условиях
Строительство дома, как правило, сопровождается значительными расходами. Желая оптимизировать их, многие принимают решение выполнять часть работ самостоятельно, в том числе и изготавливать строительный материал. Покупка необходимого количества пеноблоков стоит не дешево.
Разобравшись, в чем заключается технология пенобетона, не составит труда выполнить работы по его изготовлению самостоятельно. Производство ячеистого блока выполняется достаточно легко при правильном подходе.
Последовательность выполняемых работ:
- приготовление раствора из смеси цемента и песка;
- приготовление пенного раствора;
- формирование блоков.
Материалы и инструменты:
бетономешалка;
емкости или формы;
пеногенератор;
цемент;
песок;
затвердитель;
пенообразователь.
Качество будущего изделия напрямую зависит от пропорций, соблюдаемых при заготовке раствора. Песок и цемент следует брать в равных частях, а пенообразователь и затвердитель добавлять в количествах, указанных в инструкции по применению.
Технология производства пенобетона предусматривает подготовку смеси основных ингредиентов (песок, цемент и вода), как это делается для классического варианта бетона.
Далее следует постепенно добавлять пенообразующий раствор. Рекомендовано использовать синтетический пенообразователь или изготавливать его аналог, используя такие составляющие, как канифоль, столярный клей и едкий натрий.
Для приготовления добавки нужно измельчить, перемешать, а затем подогреть ингредиенты. Формирование такой смеси возможно исключительно при наличии пеногенератора. Готовая однородная смесь соединяется с бетоном и формирует состав для создания пеноблоков.
Особенности формирования раствора бетона:
- песок выбирается мелкий, без примесей глины;
- воду можно использовать водопроводную. Наличие солей и кислот недопустимо;
- оптимальные марки используемого цемента – М400, М500.
 Наличие солей и кислот недопустимо;
Наличие солей и кислот недопустимо;Приготовление раствора
Имея все необходимые средства и инструменты, нужно приступать к изготовлению раствора, соблюдая следующие правила:
- бетономешалка должна быть заводского исполнения. Самодельные устройства не всегда могут дать нужный результат;
- для изготовления форм можно взять фанеру, при этом важно соблюдение размеров и пропорций;
- для скорейшего затвердения состава следует воспользоваться ускоряющими средствами. Один из часто используемых ускорителей – хлористый кальций. Его следует добавлять в готовую смесь из бетона и пенообразователя в количестве, равном примерно 2% от общей массы;
- полученные в результате блоки нужно выкладывать на поддоны, после чего отправлять на стройплощадку.
Цемент необходимой марки и речной песок (1:3) засыпаются в бетономешалку. Далее постепенно заливается вода и пенообразователь. После тщательного перемешивания состава следует добавить отвердитель. Спустя 1-2 минуты раствор готов к дальнейшим манипуляциям.
После тщательного перемешивания состава следует добавить отвердитель. Спустя 1-2 минуты раствор готов к дальнейшим манипуляциям.
Заливка форм
Перед началом формирования блоков нужно подготовить емкости. Для этого нужно очистить форму от остатков смеси или грязи, после чего смазать ее специальным составом (без масел).
Смазка необходима для того, чтобы готовый блок можно было легко извлечь из формы. С этой же целью можно обтянуть емкость полиэтиленом. Изготовление изделий может выполняться двумя способами: литье и резка.
Литьевая технология формирования блоков
Предусматривает заливку бетонной смеси в металлическую форму, выполняющую роль оснастки. Находясь в металлическом блоке высотой 60см, бетонная смесь высыхает, затвердевает и обретает нужную прочность.
После этого готовое изделие извлекается из формы. Такая технология не требует приобретения дорогостоящего оборудования, однако, имеет ряд недостатков:
- возможно отклонение от геометрических параметров при использовании форм из тонкого металла. Применение более плотного материала позволит избежать этого недостатка;
- с помощью готовой формы можно изготовить блоки одинакового размера. Получение блоков разной величины возможно с использованием дополнительной оснастки;
- на краях изделия возможно образование изогнутой формы;
- на этапе распалубки блоки могут повредиться из-за недостаточной смазки форм.
 Применение более плотного материала позволит избежать этого недостатка;
Применение более плотного материала позволит избежать этого недостатка;Хорошее застывание пенобетона обеспечивает температура в помещении не менее +5 градусов. Спустя сутки после заливки форм можно извлечь готовые изделия, уложить на подготовленные поддоны и оставить их так на 16 часов.
Формирование блоков способом резки
Такой метод подразумевает заливку бетонной смеси в большую форму с последующей нарезкой готового блока на нужные размеры. Преимущества данной технологии:
- возможность получения элементов различной формы в процессе одной заливки и без дополнительных расходов;
- отсутствие сколов и неровностей на углах и гранях, что дает возможность экономить на последующей отделке стен;
- эстетичный внешний вид изделий;
- хорошая адгезия;
- отсутствие «горбов» на крайних блоках. Данную неровность просто срезают.
 Данную неровность просто срезают.
Данную неровность просто срезают.После выполнения всех этапов работы, получив блоки нужного размера, можно приступать непосредственно к строительству. Если результат не удовлетворяет своим качеством или прочностью, следует пересмотреть используемое сырье – возможно, оно не соответствует критериям отбора.
Кроме того, причина может быть в несоблюдении пропорций и температурного режима. Устранив все имеющиеся недочеты, следует приступить к изготовлению следующей порции блоков.
Самостоятельное производство позволит значительно сократить расходы на строительный материал. Справиться с этой задачей может каждый. Важно правильно подобрать сырье, подготовить необходимые инструменты и формы для заливки пенобетона.
Пенобетон: технология производства
.
Пенобетон по своей внутренней структуре имеет много общего с пеной. При его изготовлении используется технология, позволяющая создать в массе исходного сырья множество пузырьков. Полученный продукт отличается от традиционного бетона меньшим весом и более высокими теплоизоляционными качествами.
Полученный продукт отличается от традиционного бетона меньшим весом и более высокими теплоизоляционными качествами.
Сырье для получения пенобетона
Этот стройматериал состоит преимущественно из цемента, песка, содержит небольшое количество золы. По составу он идентичен обычному бетону, но имеет существенное отличие: в нем на этапе изготовления образуются замкнутые ячейки, которые впоследствии заполняются воздухом. Образование ячеек обусловлено введением в смесь специального пенообразователя. Вспененный бетон заливается в форму и твердеет в естественных условиях.
Этапы изготовления пенобетона
Выделяют два этапа получения этого материала. Сначала приготавливается пена – для этого задействуется оборудование, известное как пеногенератор. На следующем этапе происходит добавление пены в исходный бетонный раствор.
При так называемой «сухой минерализации» пены добавление пены осуществляется в сухую смесь цемента и песка. Технология «мокрой минерализации» заключается во введении пены в жидкий цементно-песчаный раствор.
Как готовят пену
Для получения пены используется жидкий пенообразователь. Этот состав поставляется в концентрированном виде, поэтому его необходимо разбавить водой. Делают это с помощью емкости, оснащенной перемешивающим устройством с низкой скоростью оборотов. Разбавленный «рабочий» раствор насосом нагнетают в пеногенератор. Эти приборы отличаются по конфигурации, но работают по единому принципу. Основным узлом является металлическая трубка, внутри которой и происходит образование пены. В этом процессе участвует наполнитель трубки – в условиях стройплощадки можно использовать болты, винты, всевозможные мелкие детали. Пена создается при подаче в трубку сжатого воздуха.
Качество получаемой пены
Специалист, управляющий пеногенератором, контролирует скорость и давление поступающего воздуха. Эти значения могут варьироваться в зависимости от того, какую пену нужно получить. Именно на этом этапе большинство строителей допускает ошибку, а вся вина перекладывается на оборудование. Для получения качественной пены работать с пеногенератором должен не работник «с улицы», а квалифицированный инженер с химическим образованием. Разумеется, это увеличивает себестоимость пенобетона, но без профессионального подхода приготовить материал с требуемыми характеристиками невозможно. Отсюда и появляются негативные отзывы о якобы плохом оборудовании и низком качестве пеноблоков.
Для получения качественной пены работать с пеногенератором должен не работник «с улицы», а квалифицированный инженер с химическим образованием. Разумеется, это увеличивает себестоимость пенобетона, но без профессионального подхода приготовить материал с требуемыми характеристиками невозможно. Отсюда и появляются негативные отзывы о якобы плохом оборудовании и низком качестве пеноблоков.
Пену подают в пенобетоносмеситель, где при скорости вращения 300 об/мин происходит смешивание всех компонентов. В емкость медленно поступают сухой цемент и песок (при «сухой минерализации»). Если осуществляется производство по методу «мокрой минерализации», то пена поступает в заранее приготовленный бетонный раствор.
По окончании этого процесса полученный раствор подают в заранее подготовленные формы. Для облечения процедуры расформовки застывших блоков, для форм используется специальная смазка для опалубки.
Назначение пенобетона
Сфера применения пенобетона гораздо более широка, чем у традиционного бетона. Его используют для производства стеновых блоков разнообразной конфигурации, в монолитной технологии домостроения, для устройства плит перекрытия и укладки стяжки пола. Кроме того, пенобетон с низкой плотностью подходит для теплоизоляции крыш, стен и разнообразных конструкций.
Его используют для производства стеновых блоков разнообразной конфигурации, в монолитной технологии домостроения, для устройства плит перекрытия и укладки стяжки пола. Кроме того, пенобетон с низкой плотностью подходит для теплоизоляции крыш, стен и разнообразных конструкций.
http://brickandpress.com/
.
Технология производства пенобетона от А до Я
Ячеистый бетон (газобетон или пенобетон) не нуждается в рекламе — это наиболее известный строительный материал, как тёплый и шумопоглощающий. Равному этому материалу по своим свойствам в настоящее время нет.
Большинство домов за рубежом и в РФ строится с применением автоклавного ячеистого бетона.
Одним из самых перспективных направлений в насыщении рынка лёгким бетоном — является развитие безавтоклавного производства ячеистого бетона. Стоимость такого производства в 100 раз меньше автоклавных линий.
Пористость ячеистого бетона сравнительно легко регулировать в процессе изготовления, в результате получают бетоны разной плотности и назначения.
В силу простоты технологии и малой потребляемой энергоёмкости производства, наличие входных компонентов — делает такие технологии доступным для рядовых граждан, и поэтому могут являться массовым (народным) производством.
Неавтоклавный ячеистый бетон, в отличие от автоклавного, может производиться при обычных климатических условиях с применением обычного не измельченного песка.
По некоторым своим характеристикам превосходит автоклавный ячеистый бетон, является наиболее дешёвым и доступным производством для малого и среднего бизнеса.
Ячеистые бетоны делят на три группы:
- теплоизоляционные, плотностью в высушенном состоянии не более 500 кг/м3;
- конструкционно-теплоизоляционные, плотностью 500-900 кг/м3;
- конструкционные (для железобетона), плотностью 900-1200 кг/м3.
Существует несколько технологий производства пенобетона, которые по своей сути достаточно просты.
В цементно-песчаную смесь добавляется пенообразователь или готовая пена. После перемешивания компонентов получается бетон насыщенный пузырьками воздуха плотностью от 250 до 1400 кг/куб.м.
После перемешивания компонентов получается бетон насыщенный пузырьками воздуха плотностью от 250 до 1400 кг/куб.м.
Получаемая смесь сразу готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д.
Такой пенобетон с успехом можно использовать для заливки в формы, пола, кровли, а также для монолитного строительства.
В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая безавтоклавная технология.
Кроме простоты производства, пенобетон обладает и множеством других положительных качеств.
Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 250 кг/м3 до самых предельных значений легкого бетона 1400.
Пенобетон является экологически чистым материалом.
Характеристики пенобетона
| Показатель | Ед. изм. | Кирпич строительный | Строительные блоки | Пенобетон | ||
глин. | силик. | керамзит | газобетон | |||
Плотность | кг/м3 | 1550 — 1750 | 1700 — 1950 | 900 — 1200 | 300 — 1200 | 300 — 1200 |
Масса 1 м2 стены | кг | 1200 — 1800 | 1450 — 2000 | 500 — 900 | 90-900 | 90 — 900 |
Теплопроводность | Вт/мК | 0. | 0.85 — 1.15 | 0.75 — 0.95 | 0.07 — 0.38 | 0.07 — 0.38 |
Морозостойкость | цикл | 25 | 25 | 25 | 35 | 35 |
Водопоглощение | % по массе | 12 | 16 | 18 | 20 | 14 |
Предел прочности при сжатии | МПа | 2.5 — 25 | 5-30 | 3.5 — 7.5 | 0.5 — 25.0 | 0.25 — 12.5 |
 6 — 0.95
6 — 0.95Марка бетона по средней плотности в сухом состоянии | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
Пределы отклонения средней плотности бетона в сухом состоянии,. | 351 — 450 | 451 — 550 | 551 — 650 | 651 — 750 | 751 — 850 | 851 — 950 | 951 — 1050 |
Коэффициент теплопроводности бетона в сухом состоянии не более, Вт/(мК) | 0.1 | 0.12 | 0.14 | 0.18 | 0.21 | 0.24 | 0.29 |
Класс бетона по прочности на сжатие | В0.5 | В0.75 | В1 | В1.5 | В2 | В2.5 | В5 |
Средняя прочность на сжатие (при коэффициенте вариации Vп=17%) не менее, МПа | 0.7 | 1.1 | 1.4 | 2.2 | 2.9 | 3.6 | 7.2 |
 кг/м3
кг/м3 5
5Сравнительная таблица конструкций стен из пенобетона и керамического кирпича:
| № | Наименование | Материал | ||
| Керамический кирпич | Пенобетон | |||
1 | Объемный вес, кг/м3 | 1800 | 500 | 400 |
2 | Размер,мм высота | 250 | 200 | 200 |
3 | Объем шт в м3 | 0,00195 | 0,048 | 0,048 |
4 | Коэффициент теплопроводности (сух) (L), Вт/м*0oС | 0,80 | 0,12 | 0,10 |
5 | Количество, шт в 1м3 | 513 | 21 | 21 |
6 | Количество, шт в м2 стены в 1 кирпич | 33 | 13 | 13 |
7 | Вес, шт/кг | 3,51 | 24 | 19,2 |
8 | Толщина стены, м для R=2. | 1,45 | 0,24 | 0,20 |
9 | Количество шт, для заданной R | 744 | 5 | 4 |
10 | Масса 1 м2 стены, кг (при заданной толщине) | 2610 | 120 | 80 |
11 | Трудозатраты на 1 м2 стены, чел/час | 7,19 | 1,20 | 1,00 |
 0
0В предлагаемой документации подробно рассмотрена технология производства пенобетона. Представлены чертежи, рисунки с описанием различного оборудования, от самого простого до более сложного, предназначенного для изготовления пеноблоков и производства пенобетона своими руками.
Если вы заинтересовались, свяжитесь со мной любым удобным для вас способом, обсудим способ получения документации.
Три технологии производства пенобетона
Технология изготовления пенобетона достаточно проста, однако чтобы наладить действительно качественный процесс, придется подпортить не одну тонну цемента. Для новичка не всегда понятно, с чего стоит начинать производство. Для технологии пенобетона характерно наличие в распоряжении человека достаточно внушительных капитальных ресурсов. Это необходимо, чтобы создавать качественный товар и поставлять его на рынок. Технология производства пенобетона должна базироваться только на качественных ингредиентах и оборудовании. Только в этом случае можно получить действительно качественный результат.
Благодаря своим надежности, легкости, прочности и экологичности пенобетонные блоки на сегодняшний день считаются наиболее популярным строительным материалом.
Технология изготовления пенобетона подразумевает равномерное распределение пузырьков воздуха внутри всей массы бетона. Есть такой материал, как газобетон. Технология его производства в значительной степени отличается от той, что используется для пенобетона. В данном случае речь идет не о химических реакциях, а подразумевает перемешивание предварительно подготовленной смеси пены и бетона. Пена получается путем взбивания активных веществ, которые производят связку жидкости. Стоит отметить тот факт, что простота производства является отличительной особенностью материала. Техника производства пенобетона подразумевает ряд последовательных операций. О них и стоит поговорить более подробно.
Есть такой материал, как газобетон. Технология его производства в значительной степени отличается от той, что используется для пенобетона. В данном случае речь идет не о химических реакциях, а подразумевает перемешивание предварительно подготовленной смеси пены и бетона. Пена получается путем взбивания активных веществ, которые производят связку жидкости. Стоит отметить тот факт, что простота производства является отличительной особенностью материала. Техника производства пенобетона подразумевает ряд последовательных операций. О них и стоит поговорить более подробно.
Предварительная подготовка сырья
Непрерывное производство пенобетона.
Технология современного производства пенобетона подразумевает использование цемента марок М400 и М500. Также сюда добавляется чистый песок и сертифицированный российский пенообразователь.
Количество воды должно рассчитываться в соответствии с параметрами пенобетонных блоков. Ее должно быть достаточно для затворения раствора.
Перед тем как добавить пену, обязательно нужно выдержать соотношение цемента и раствора минимум 0,38. Если не выдерживать это соотношение, то в итоге можно получить материал, который не будет соответствовать заданным параметрам плотности.
Это обуславливается тем, что бетон забирает из раствора часть воды, которая используется для частичного разрушения пены. Если говорить об оптимальном водоцементном соотношении, то оно должно составлять 0,45-05.
Вернуться к оглавлению
Приготовление пены: особенности
Итак, теперь можно переходить к более подробному рассмотрению вопроса, связанного с приготовлением пены. Для начала необходимо заранее приготовленный раствор замочить в воде в нужном соотношении. Далее, приготовленный раствор поступает в пеногенератор под давлением. Здесь происходит процесс вспенивания. Это делается с помощью сжатого воздуха, который поступает от специального компрессора. Если говорить о долевом отношении растворенного пеноконцентрата, то оно составляет приблизительно 0,5-1,5 кг на 1 кубический метр бетона.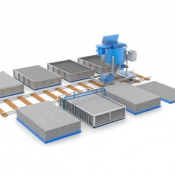 Сразу необходимо производить загрузку из расчета на 4-6 кубических метров пенобетона.
Сразу необходимо производить загрузку из расчета на 4-6 кубических метров пенобетона.
Таблица показателей физико-технических свойств пенобетонов.
Что касается качества пены, то его можно достаточно легко проверить. Для этого ведро переворачивается вверх дном. Если пена имеет белый цвет и не вытекает, то материал подготовлен действительно качественный, а соответственно, можно начинать готовить непосредственно цементный раствор. На самом деле система производства пенобетона может быть как резательная, так и литьевая. Оба варианта достаточно широко используются в современном мире.
Резательная техника производства пенобетона считается самой примитивной. Она подразумевает использование огромной емкости, в которую и производится заливка раствора. Затем уже готовый пенобетон распиливается с помощью специального инструмента на отдельные части по заданным геометрическим размерам. Делается это с помощью специальных резательных установок.
В соответствии с технологией производства пенобетона выделяется несколько их типов. В некоторых случаях применяются ленточные пилы, а иногда и специальные струны. Все зависит от того, что именно имеется в распоряжении конкретного человека, который занимается производством строительного материала данного типа.
В некоторых случаях применяются ленточные пилы, а иногда и специальные струны. Все зависит от того, что именно имеется в распоряжении конкретного человека, который занимается производством строительного материала данного типа.
Компоненты и оборудование для производства пеноблоков.
Есть несколько неоспоримых преимуществ у подобной технологии производства пенобетона. К основным можно отнести следующие:
- На всех гранях и углах материала отсутствуют сколы, поэтому значительно снижаются трудозатраты на дальнейшую обработку блоков.
- Великолепная геометрия всех блоков. В связи с этим их можно устанавливать с минимальной толщиной шва.
- На поверхности блоков отсутствует смазка, что способствует отличной адгезии и улучшению внешнего вида строительного материала. Разумеется, внешний вид не столь важен. Его всегда можно будет изменить, ведь в дальнейшем подразумевается дополнительная отделка стен. Именно из-за этого адгезия имеет максимально важное значение. Она способствует значительному упрощению отделочных работ, то есть оштукатуриванию.
- Возможность изготовления пенобетонных блоков самой разнообразной геометрии. Это достигается за счет того, что конечный продукт имеет достаточно большие размеры. В связи с этим струны и пилы всегда можно настроить на нужный шаг. Всегда можно угодить каждому конкретному заказчику.
 Она способствует значительному упрощению отделочных работ, то есть оштукатуриванию.
Она способствует значительному упрощению отделочных работ, то есть оштукатуриванию.Именно эти преимущества заставляют все больше производителей переходить на подобную технологию производства пенобетона.
http://ostroymaterialah.ru/youtu.be/G8DB30v5xDo
Вернуться к оглавлению
Основные способы производства
Технология производства пеноблоков подразумевает использование трех различных способов производств. В соответствии с этим на рынке присутствует 3 типа оборудования. Это баросмесители, специальные смесители с подачей пены и сухая минерализация пенного состава.
Схема производства пенобетона: 1 — емкость для раствора пенообразователя, 2 — площадка обслуживания, 3 — компрессор, 4 — пеногенератор, 5 — смеситель, 6 — рукав напорный, 7 — формы ярусные.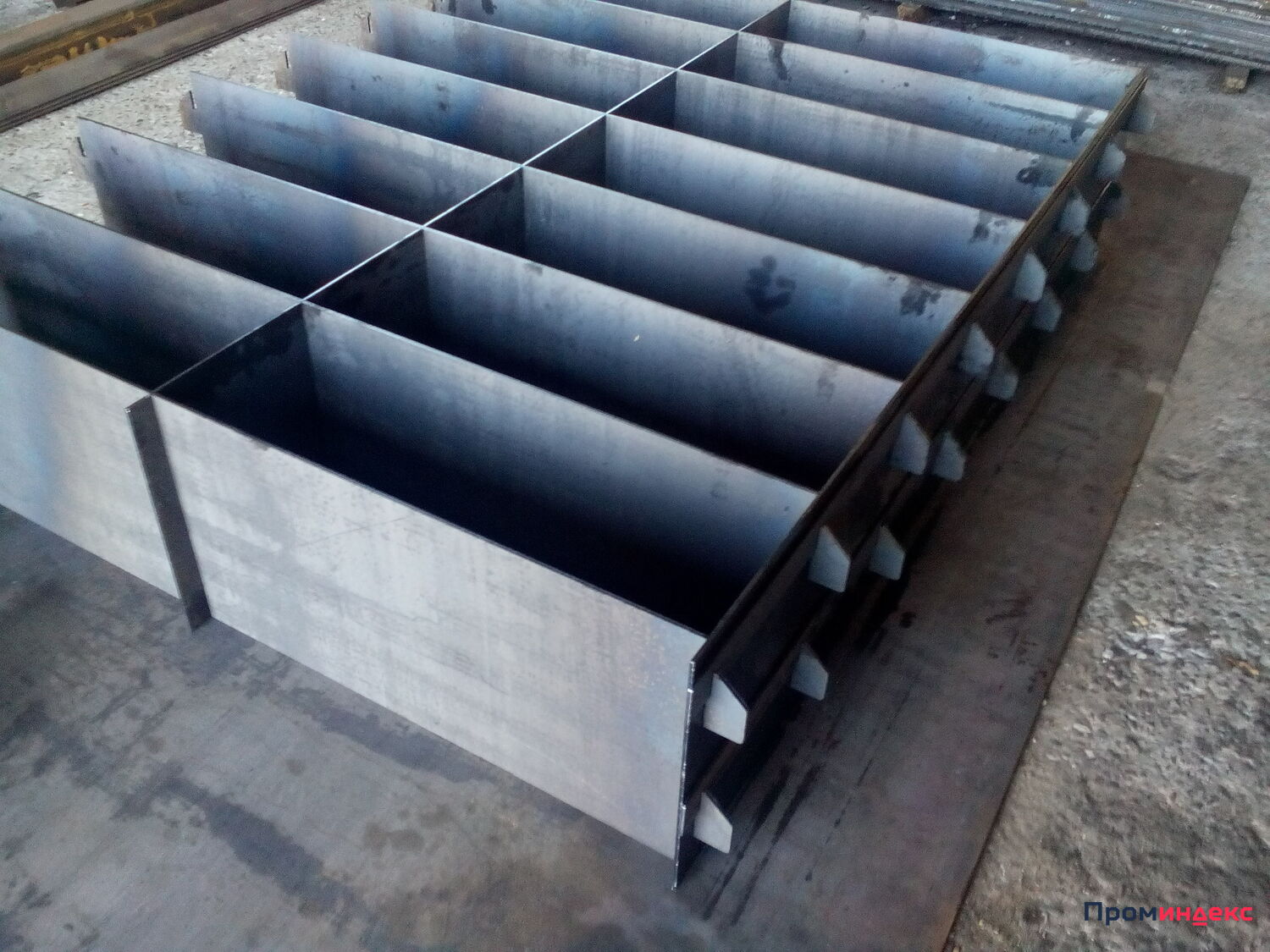
Если говорить о баротехнологии, то она подразумевает непосредственную подачу в смеситель всех необходимых компонентов в соответствии с дозировкой. Здесь создается определенное значение давления. Перемешивание продолжается приблизительно 3-5 минут. В результате уже готовая смесь под давлением подается в место укладки форм. Здесь и производятся уже готовые пенобетонные блоки.
Сухая минерализация пены подразумевает смешивание пены с сухим цементом и другими компонентами. При этом влажность искусственно не повышается. Она имеет постоянное внешнее климатическое значение. Далее, следует получить пенообразователь. Для этого разводят в специальном сосуде сам пенообразователь и воду. Далее, в пеногенераторе готовится пена, а она подается в смеситель. Далее, производится дозирование всех остальных компонентов. Теперь пену можно смело подавать в специальные формы для приготовления пенобетонных блоков.
Существует и классическая технология производства пеноблоков. Она заключается в самом примитивном методе получения готового продукта.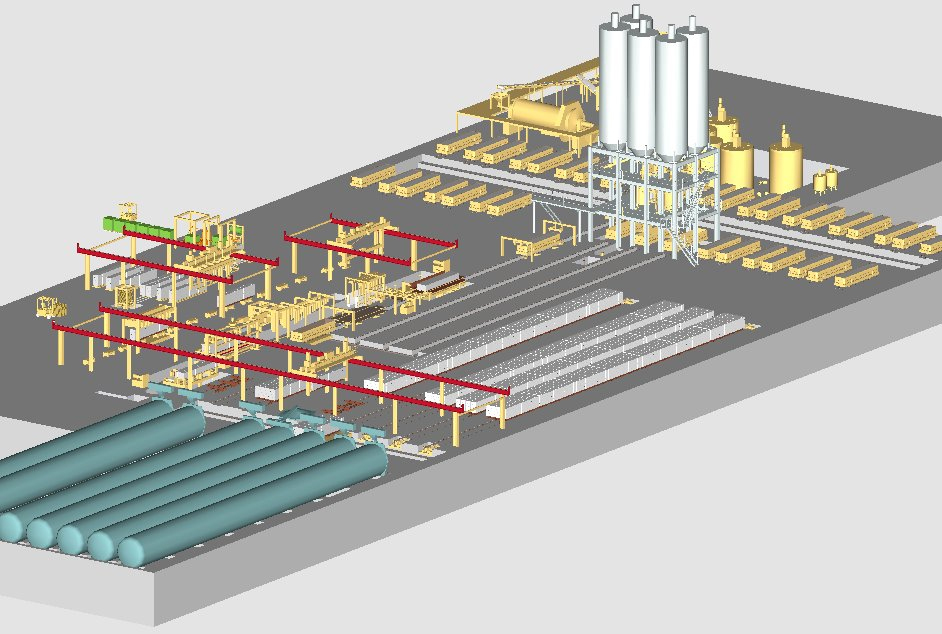 Здесь растворная смесь смешивается с пеной.
Здесь растворная смесь смешивается с пеной.
Концентрат пенообразователя смешивается в определенной пропорции с водой.
В результате полученная смесь поступает в пенообразователь. Далее, он поступает в пеногенератор. Именно здесь и происходит окончательное образование пены.
http://ostroymaterialah.ru/youtu.be/2uVnYlja1yM
В отдельной емкости производится дозация отдельно компонентов раствора. В результате обе субстанции подвергаются смешиванию между собой. Замешивание производится в специальном смесители. Именно отсюда материал попадает в формы. Это классика жанра. Такой метод наиболее прост, поэтому используется многими частными производителями.
Вернуться к оглавлению
Некоторые свойства пенобетона
Таблица пропорций для изготовления пенобетона.
Стоит поговорить о том, почему пенобетон сегодня является одним из самых популярных материалов. Это становится возможным благодаря его свойствам. К таковым можно отнести следующие:
- Отличная теплоизоляция. Это достигается за счет пористого строения материала. Его изготовление позволяет в несколько раз снизить затраты на отопление. Это немаловажно ввиду постоянного роста цен на энергоресурсы. Что касается допустимой этажности строительства, то она достаточно высока. Сегодня можно смело строить дома из пенобетона вплоть до 4 этажа.
- Повышенная морозостойкость, которая позволяет возводить дома из пенобетонных блоков даже в центральных и восточных регионах страны. Что касается цикличности, то она составляет 35 циклов, а это весьма существенный срок.
- Повышенная пожаростойкость. Это свойство позволяет стенам из пеноблоков эксплуатироваться даже в самых экстремальных ситуациях. Они способны выдерживать до нескольких часов прямого воздействия огня.
- Воздухопроницаемость. Это очень важно для каждого дома. В связи с этими свойствами налаживается воздухообмен между помещением и окружающей средой. Это не только позволяет сохранять тепло, но и избавляет стены от различного влияния грибка и микроорганизмов.
- Влажность блоков не превышает оговоренного ГОСТом значения.
- Отличные шумоизоляционные свойства, которые защитят всех жителей дома от вредного воздействия шума.
 Это достигается за счет пористого строения материала. Его изготовление позволяет в несколько раз снизить затраты на отопление. Это немаловажно ввиду постоянного роста цен на энергоресурсы. Что касается допустимой этажности строительства, то она достаточно высока. Сегодня можно смело строить дома из пенобетона вплоть до 4 этажа.
Это достигается за счет пористого строения материала. Его изготовление позволяет в несколько раз снизить затраты на отопление. Это немаловажно ввиду постоянного роста цен на энергоресурсы. Что касается допустимой этажности строительства, то она достаточно высока. Сегодня можно смело строить дома из пенобетона вплоть до 4 этажа.
Вернуться к оглавлению
Основные элементы технологической линии по производству
Сравнение теплопроводности пенобетона с другими материалами.
Сегодня для правильного производства пенобетона обязательно нужно обеспечить грамотную технологию его выпуска. Здесь в обязательном порядке должно присутствовать множество различных приспособлений и устройств. К таковым можно отнести следующие:
- Площадка для хранения песка. На ней должна быть обеспечена оптимальная влажность воздуха. Разумеется, желательно, чтобы песок всегда оставался сухим. Это значительно упростит процесс его производства.
- Ленточный транспортер песка. Разумеется, поставка этого материала не должна осуществляться вручную, тем более что для организации простейшего транспортера не нужно великих затрат.
- Бункер для песка со шнеком. В данном случае он будет использоваться для порциональной засыпки материала. Шнек — именно то устройство, которое прекрасно справится с поставленной задачей.
- Бункер для цемента со шнеком. В основном его задача заключается в том же самом, что и предыдущего механизма. Цемент также должен поставляться в конечный продукт в определенных пропорциях.
- Установка для приготовления материала. О них было рассказано выше. Выбор зависит напрямую от желаний человека и его финансовых возможностей. Есть полностью автоматические агрегаты, которые сами готовят пенобетон, а есть и те, которые подразумевают вмешательство в процесс человека.
- Пеногенератор. Об этом приспособлении тоже было рассказано выше. Он нужен для приготовления пены.
- Форма. Чаще всего она делается из металла. Именно сюда поступают все компоненты, которые затем превращаются в блоки.
- Камера для термической обработки блоков. Без нее процесс завершить будет невозможно. Здесь они содержатся под определенной температурой. Оптимальным считается соотношение от 70 до 80°С.

 Здесь они содержатся под определенной температурой. Оптимальным считается соотношение от 70 до 80°С.
Здесь они содержатся под определенной температурой. Оптимальным считается соотношение от 70 до 80°С.Вернуться к оглавлению
Преимущества использования в строительстве
Схема металлической кассетной формы для пенобетона.
- Самое главное преимущество для простых обывателей кроется в стоимости пенобетона. Она намного ниже, чем цена на другие строительные материалы, предлагаемые рынком. Это позволяет сэкономить на возведении собственного дома огромное количество денежных средств.
- Срок жизни не ограничен. Это очень важно для тех, кто хочет, чтобы сооружение послужило верой и правдой еще детям и внукам. Нужно отметить тот факт, что с годами этот материал становится только надежнее и прочнее.
- Вес материала значительно ниже, чем у обыкновенного бетона. Это позволяет использовать минимальное количество трудовых ресурсов и специализированной техники в процессе монтажа.
- Блоки имеют достаточно внушительные габариты, что позволяет заметно увеличивать скорость возведения домов любой конструкции.
- Достаточно высокие показатели прочности, несмотря на пористую структуру.
- Отличные теплоизоляционные характеристики позволяют возводить относительно тонкие стены, которые к тому же в любое время года будут обеспечивать оптимальную температуру в помещении. Здесь есть возможность сэкономить на отоплении.
- Материал обладает отличной звукоизоляцией. Некоторые люди предпочитают использовать обыкновенный бетон для строительства своих домов. При этом желательно, чтобы прослойка делалась именно из пенобетона. Этот материал позволяет в несколько раз увеличить звукоизоляцию основного материала.
- Пенобетон является экологически чистым материалом. Он не выделяет никаких вредных веществ в процессе своей эксплуатации. Он абсолютно не подвержен гниению и воздействию каких-либо окружающих агрессивных факторов.
- В отличие от тяжелых бетонов, данный материал абсолютно не подвержен воздействию огня. Он невзрывоопасен. Это доказано многочисленными испытаниями. Его можно даже использовать в тех конструкциях, которые подвержены возгоранию.
- Материал отлично обрабатывается любыми инструментами. Это позволяет подгонять отдельные куски к общим параметрам конструкции. Его можно не только пилить, но и резать. В некоторых случаях можно обойтись обыкновенным строительным ножом. При этом он не теряет своих эксплуатационных характеристик.
- Соотношение веса и объема материала имеет оптимальные пропорции. В связи с этим значительно снижаются трудовые затраты на монтаж конструкций из него и расходы на транспортировку к месту проведения работ.
- Огромный диапазон получаемых плотностей. Это позволяет использовать пенобетон в самых различных отраслях человеческой деятельности. Универсальность — это то свойство, за которое многие выбирают именно этот материал.


http://ostroymaterialah.ru/youtu.be/idIp5JUB1eg
Вернуться к оглавлению
Несколько слов в заключение
Итак, теперь каждый знает о технологии производства пенобетона. Как стало понятно, в этом нет ничего сложного. Если человек хочет самостоятельно производить подобный материал, то ему обязательно придется подготовиться, то есть приобрести соответствующее оборудование и пригласить специалистов в данной области.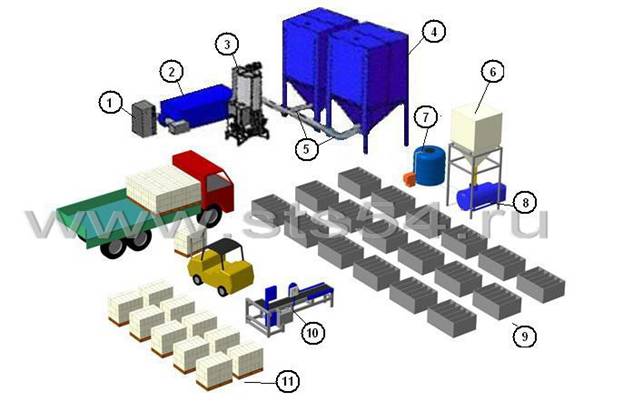 Лучше один раз потратиться, чем затем страдать из-за того, что дело не начало приносить прибыль.
Лучше один раз потратиться, чем затем страдать из-за того, что дело не начало приносить прибыль.
http://ostroymaterialah.ru/youtu.be/cc-VOYltmo8
Те, кто прочитал информацию, представленную выше, могут легко оперировать основными терминами, связанными с технологией изготовления пенобетонных блоков. Разумеется, без практики достаточно сложно чему-то научиться.
Пенобетон. Технология
Существуют два способа или две технологии получения пенобетона.
Классическая схема
Сущность способа заключается в смешении пены с растворной смесью. Концентрат пенообразователя и часть воды дозируют по объему, затем их смешивают с получением рабочего раствора пенообразователя. Рабочий раствор пенообразователя поступает в пеногенератор, для получения пены. Вторую часть воды дозируют по объему, цемент и песок — по массе и из них изготавливают растворную смесь. В пенобетоносмеситель подается пена из пеногенератора и растворная смесь. Пенобетонная смесь, приготовленная в пенобетоносмесителе, насосом транспортируется к месту укладки в формы или монолитную конструкцию.
В нашей линейке оборудования данная технология используется на установках Вибромастер-Пенобетон-200, -500 и -1000, а также Вибромастер-Пенобетон-Баро-260-Люкс
Баротехнология
Сущность способа заключается в поризации под избыточным давлением смеси всех сырьевых компонентов. Концентрат пенообразователя и воду дозируют по объему, цемент и песок — по массе (или дозируется по массе специально изготовленная сухая смесь из сухого пенообразователя, цемента и песка). Все компоненты подают в пенобаробетоносмеситель, куда компрессором нагнетается воздух, создавая внутри давление. Пенобетонная смесь, полученная в пенобаробетоносмесителе, под давлением транспортируется из смесителя к месту укладки в формы или монолитную конструкцию. Последующая стадия формования изделий из пенобетонных смесей осуществляется с соблюдением основного условия — получение поризованной массы с хорошо организованной пористостью.
В нашей линейке оборудования данная технология используется на установках Вибромастер-Пенобетон-Баро-260 и -260-Люкс.
Особо стоит отметить установку для получения пенобетона Вибромастер-Пенобетон-260-Люкс. Данный аппарат может работать как по классической технологии (с пеногенератором), так и по более простой баротехнологии.
Технологический процесс производства пенобетона на данной установке можно представить в виде следующей схемы:
Подробное описание технологии производства пенобетона предоставляется при покупке любой модификации оборудования Вибромастер-Пенобетон БЕСПЛАТНО.
Вы также можете посмотреть следующие разделы
- О пенобетоне
- Исходные компоненты
- Виды оборудования
- Сертификация
- О нашей марке «Вибромастер»
- Полезные статьи
- ГОСТы и СНиПы
Изготовление пенобетона – технология, материалы и оборудование
Рынок стройматериалов достаточно разнообразен, поэтому нередко можно растеряться при выборе необходимых. В настоящий момент снова набирает популярность самостоятельное возведение жилых домов. Данная статья будет посвящена пенобетону – ячеистому бетону, который можно изготовить даже своими руками.
В настоящий момент снова набирает популярность самостоятельное возведение жилых домов. Данная статья будет посвящена пенобетону – ячеистому бетону, который можно изготовить даже своими руками.
Как самостоятельно изготовить пенобетон
О пеноблоке и материалах
Сегодня необязательно для строительства дачной пристройки привлекать силу наемных рабочих.
К примеру, самостоятельно можно:
- сделать кирпичную кладку;
- залить полы;
- перекрыть крышу.
В данном же случае речь пойдет об изготовлении пеноблоков, которые будут применяться в качестве основного стройматериала. Цена на них вполне доступная, однако, если у вас есть необходимые технические знания, у вас есть все шансы сэкономить даже на этом этапе. Производство пеноблоков обычно имеет 300% рентабельности, а организовать его можно без особых материальных вложений.
На фото – организация самостоятельного производства пеноблоков
Совет: для собственного дома необязательно следить за идеальной формой изделий.
Пеноблоком называют пенобетон, который заключен в определенную форму. Прежде чем научиться его изготавливать самостоятельно, следует освоить процесс производства пенобетона.
Подготовьте для работы следующие материалы:
- цемент М400 и выше, при этом избегайте в его составе каких-либо добавок;
- песок, но помните, что при изготовлении теплоизоляционного бетона, он не нужен; если необходима плотность бетона 550 кг/м3 и выше – добавьте дробленый или природный песок;
- воду;
- пенообразователь (добавляйте пену в однородную смесь, ее плотность от 80-85 г/м3: если она будет меньше – в пеноблоке увеличится количество пор, а это станет причиной его быстрого разрушения;
- специальное оборудование.
Оборудование для производства пенобетона в домашних условиях
Технология
| Материалы для 1 м3 пенобетона | · песок ≈ 220 кг;· цемент — 350 кг;· пенообразователь — 1-1,5 л;· вода в необходимом количестве. |
| Оборудование | 1. Пеногенератор.2. Компрессор.3. Бетоносмеситель.4. Формы для пеноблоков. |
Если вы думаете, что для изготовления пенобетона вам потребуется много материалов, спешим вас обрадовать, затраты будут значительно ниже, чем при покупке фирменных пеноблоков. Дороже всего обходится цемент, другие компоненты — лишь четвертая часть от общей стоимости.
Технология изготовления пенобетона непрерывным способом
Согласитесь, картина довольно интересная, однако следует учитывать и трудности, которые могут возникнуть в процессе производства пенобетонных блоков, что может повлечь дополнительные расходы. Необходимо также посчитать затраты на специальное оборудование, а также то, что вы впервые будете изготавливать пенобетон. Есть также высокая вероятность, что с первого раза не получится достичь необходимого качества раствора.
Обратите особое внимание на формы, так как именно от них будет зависеть будущий внешний вид пеноблоков и их габаритные размеры. Среди них главным параметром считается ширина, так как она влияет на толщину кладки.
Среди них главным параметром считается ширина, так как она влияет на толщину кладки.
Изготовление блоков из пенобетона заливкой в формы
Если вы решили построить гараж – достаточно 200 мм, при строительстве дома она не может быть менее 300 мм. Изготовить необходимое оборудование можно самостоятельно или купить его в торговой сети.
Сразу следует сказать, что приобретенный аппарат иногда по ряду характеристик может вам не подойти, тогда его придется доработать самому. Проще всего сделать формы для пенобетонных блоков, используя любой материал, но у него должно быть 2 основных качества – ровность и сохранять размеры под тяжестью бетона.
Совет: если вы в тупике и не знаете, как демонтировать ЖБК, вам поможет резка железобетона алмазными кругами.
Делаем формы
Они должны представлять собой ячейки в большом ящике с размерами, соответствующими габаритам будущего блока.
Изготовить их можно из:
- металла;
- фанеры;
- досок.

Металлическая форма
Главный плюс самостоятельного изготовления пеноблоков – произвольная форма и размер готового продукта. Для возведения дома подходят изделия с габаритами — 600х300х300 мм, хотя вы можете использовать и другие, но при этом следует подчиняться правилу — длина должна быть кратна ширине или высоте.
Совет: нередко нам необходимо сделать сквозной канал в ЖБИ, но обычным инструментам это не под силу.
В данном случае выход — алмазное бурение отверстий в бетоне коронками нужного типа и размера.
Пример фанерной формы
Например, при длине в 1500 мм в ящик поместится 5 блоков и 4 перегородки между ними. Также производят расчет ширина формы.
Также производят расчет ширина формы.
Совет: не используйте распорки или различные уголки, у вас получится пеноблок с соответствующим вырезом от них или вы просто не сможете вытащить из формы целое изделие.
Производство пенобетона
Процесс – необходимо смешать предварительно приготовленную стабильную пену с цементным раствором. В результате этого в бетоне начнут образовываться мелкие пузырьки воздуха, снижающие общую плотность материала и делая блоки более легкими.
Необходимое оборудование для изготовления пенобетона
Пену производят с помощью пеногенератора. Аппарат смешивает воздух, воду и специальный пеноагент, для его работы требуется компрессор. Полученная пена выводится наружу, а конечная цена пенобетона зависит от ее использования.
Полученная пена выводится наружу, а конечная цена пенобетона зависит от ее использования.
Высококачественные пеногенераторы производят бетон более технологично – он имеет меньшую плотность и большую прочность, чего не достичь на устаревших одностадийных кавитационных машинах. Они дают возможность управлять технологическим процессом и устранять вовремя проблемы в пенообразовании. Кроме того, хороший пеногенератор способен значительно сэкономить объем пенообразователя ≈ до 0,5 л/м3.
Во время работы не забывайте, что расход пены не должен превышать 1,5 л на 1 м3 пенобетона:
Вам также понадобится бетоносмеситель, где можно быстро перемешать ингредиенты. В принципе, его можно заменить ручной работой, используя лопату и большую емкость. Одно из основных преимуществ самостоятельного изготовления пенобетона – существенное снижение затрат и относительная простота процесса.
Вывод
Если не хотите переплачивать за фирменные пенобетонные блоки – изготовьте их самостоятельно, выше предложена оптимальная инструкция. В данном случае вам понадобится приобрести не только материалы, но и оборудование. Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
IRJET — Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических дисциплин, для выпуска 8 тома 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 8, Август 2021 Публикация в процессе …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своего Система контроля качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 8 (август 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 8, август 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
уроков по развитию инфраструктуры в Африке
Онни; БЯСТ, 5 (4): 417-424, 2015; Номер артикула BJAST.2015.040
418
1. ВВЕДЕНИЕ
Различные виды бетона используются во многих областях. Пенобетон представляет собой пористый бетон марки
. По своим характеристикам и использованию делает его
похожим на газобетон. Синонимы:
Газобетон, Легкий бетон и
Пористый бетон.Ячеистый бетон был запатентован
для использования в качестве изоляционного материала в 1923 году. Первым всесторонним обзором
по пенобетону был
, представленный [1], а подробный анализ — [2].
[3], обобщил состав, свойства и
использования ячеистого бетона, независимо от метода формирования ячеистой структуры
[4],
исследовал потенциал латерита как мелкодисперсного
Агрегат во вспененном бетонное производство.Газобетон
, полученный добавлением воздухововлекающего агента
к бетону (или легкого заполнителя
, такого как керамзит
или пробковые гранулы и вермикулит), представляет собой
, иногда называемый ячеистым бетоном, легкий
пенобетон, бетон переменной плотности,
пенобетон
и легкий или ультралегкий бетон
[5,6]. Состав пены
обеспечивает стабильность и препятствует сливу (утечке)
воды [7].Газобетон
, изготовленный в автоклаве, который производится за пределами предприятия с использованием совершенно другого метода
, не следует сравнивать с пенобетоном
.
Пенобетон применим в различных континентальных климатических условиях
. В жарком континентальном климате
с очень жаркими днями и холодными ночами с
температурами 90 ° C и 10 ° C соответственно,
успешно используется в Казахстане, Иране,
Кыргызстане и Узбекистане.В этом климате пенобетон
может поддерживать идеальную температуру внутри дома
в течение всего дня с толщиной стен
всего 40 сантиметров. Те же 40см. стены из пенобетона составляет
, достаточно
, чтобы сохранять тепло, страны с холодным климатом
,
Канады, России и Украины. В странах с холодным климатом
большая часть энергии расходуется на отопление
с домами, обычно построенными с толстыми стенами
или с 2 слоями — кирпич и теплоизоляция.
можно использовать только пенобетон для стен, внутренних стен, пола и крыши
, таким образом,
имеет очень прочный и прочный дом, [8]. Также в
тропическом климате Индии, Вьетнама, Малайзии
и Южной Африки успешно применяется пенобетон
. Материал не может быть поражен насекомыми
и мышами. Все африканское сообщество еще
будет вовлечено в экономику пенобетона
приложений, отсюда и основное внимание данной статьи.
2. МАТЕРИАЛЫ И ПЕНА
ТЕХНОЛОГИЯ БЕТОНА
Требуемое сырье:
• Цемент;
• Песок мелкий;
• Стабильная пена;
• Вода
Мелким песком может быть обычный кварцевый песок
карьерная пыль или промышленные отходы и отходы
, полученные в результате добычи и обработки
известняка и других горных пород.
Механизированная производственная линия будет состоять из
следующих единиц:
i.Отвал песка
ii. Конвейерная лента для песка
iii. Бункер для песка с шнековым дозатором
iv. Цементный бункер с шнековым дозатором
v. Пенообразователь
vi. Завод по производству пенопласта
vii. Металлическая матрица для формования пенобетона
Песок может транспортироваться по конвейерной ленте
в бункер для песка, который оборудован дозирующим устройством
для измерения количества песка
, необходимого для конкретного серийного производства.
Цемент заливается также в бункер для цемента
, оборудованный дозатором. Цемент —
, смешанный с песком с использованием водоформирующего раствора. Этот
далее смешивается с пеной, полученной из машины для производства пены
. Типичная компоновка завода по производству пенобетона
показана на рис. 1. Стабильная пена
является ключевым ингредиентом при производстве пенобетона
. Эта пена производится простым генератором пены
, в котором смешиваются воздух, вода и пенообразователи
и образуется устойчивая пена.
Пена может быть получена из белков или синтетических химикатов
. Он на 95% состоит из воздуха
и очень стабилен, что позволяет ему выдерживать
стадий смешивания с суспензией раствора. Израсходованное количество пены
может повлиять на стоимость производимого бетона в размере
. Как правило, для изготовления
1 м
3
пенобетона (с плотностью
в диапазоне от 900 до 1300 кг / м
3
) требуется
примерно 400-500 литров предварительно отформованного пенобетона. .Различные размеры пеногенератора
зависят от объема
пенобетона, который необходимо смешать.
Фиг. На фиг.2 (а) и (б) ниже показан образец генератора пены
и готовой машины для пенобетона
соответственно [9].
Передовые технологии бетона: пенобетон и пенобетон
Начиная любое производство пенобетона и пенобетона, необходимо принимать во внимание спрос на пенобетон и пенобетон, стоимость оборудования и технологическую сложность плюс сырье.Об этом говорит Елизавета из Иннтехгрупп, современного российского предприятия, которое проектирует и производит оборудование для неавтоклавного газобетона.
Спрос на пенобетон и пенобетон
Оба материала обладают высокой текучестью, малым собственным весом, минимальным расходом заполнителя, контролируемой низкой прочностью и отличными теплоизоляционными свойствами. Так что для потребителя нет существенной разницы между пенобетонными и пенобетонными блоками.
Стоимость оборудования
Рассмотрим подробнее оборудование, которое используется для производства пенобетонных блоков.
Смеситель для производства пенобетона технически сложнее. Процесс перемешивания происходит под давлением с помощью пеногенераторов или в открытом смесителе с помощью насоса героторного типа. Очень важно поддерживать тот же уровень давления, но это приводит к чрезмерному износу наполнителей, сальникового уплотнения и т. Д. Насос героторного типа более дорог и технически сложен.С другой стороны, медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, вы также можете заливать смесь в формы с помощью шлангов на расстоянии.
Смесители для газобетона имеют более простую конструкцию и удобны в использовании, так как они смешивают жидкую смесь. Все, что вам нужно, это просто обеспечить миксер с небольшими лопастями и высокой скоростью для правильного процесса перемешивания. Нет напорных и специальных сливных устройств — смесь выгружается самотеком. Но есть и недостаток — вам нужно организовать перемещение форм или смесителя, так как нет возможности заливать смесь в формы с расстояния
Основными требованиями к формам являются точность размеров, качественные замки, предотвращающие утечки, и гладкая поверхность.Формы изготовлены из тонкостенного листового металла с каркасом из профильных труб. Эти формы легкие, простые в использовании и перемещении, а их производство не требует больших вложений.
Батарейные формы популярны среди производителей пенобетона. Эти формы изготавливаются рабочими перед процессом заливки, и это занимает много времени. К материалам, используемым для изготовления этих форм, предъявляются строгие требования, так как они напрямую влияют на геометрию блоков и скорость их строительства.Поэтому формы изготавливаются из толстостенного металла, что делает их тяжелее и дороже. Более того, сначала эти формы обеспечивают отличную геометрию блоков, но в дальнейшем деформации невозможно предотвратить.
Существуют различные системы дозирования как для пенобетона, так и для пенобетона. У них схожие характеристики, поэтому существенной разницы нет.
При использовании аккумуляторных форм для пенобетона не нужно резать массив. Но некоторые производители применяют технологию резки как для пенобетона, так и для газобетона.
Пенобетону требуется больше времени для достижения достаточной прочности перед снятием формы, это занимает от 8 до 20 часов в зависимости от использования нагревательных устройств. Что касается газобетона — его можно резать уже через 1,5 — 3 часа после заливки. Есть еще одно отличие в технологии резки: газобетон режут струнными пилами вручную или на автомате. Для резки пенобетона нужно использовать дисковые или ленточные пилы. Конечно, устройство для резки струны стоит меньше, чем набор пил, к тому же пилы имеют ускоренный износ.
Также читайте: Использование стеклопластика для усиления бетона
Технологическая сложность и стоимость сырья
Безусловно, главное отличие пенобетона от газобетона — это технология производства. Пенобетон получают путем смешивания песка, цемента, воды и пенообразователя. Пена подается вспенивающей машиной прямо в смеситель с заданной частотой и весом. В процессе перемешивания частицы цемента и песка окутывают пузыри пены.Смесь заливается в собранную и смазанную форму. Массив набирает силу отрыва за 12-24 часа.
Основные технологические трудности. Сохранение того же качества пены требует постоянного внимания. Нестабильная пена обуславливает нестабильную плотность продукта. Но главная трудность — медленное развитие силы. Производство пенобетона требует использования холодной воды, так как горячая вода разрушает пену. Но холодная вода не способствует развитию прочности, более того, пенообразователь сам по себе замедляет схватывание цемента.Так что для развития зачистной силы потребуется 24 часа, дальнейшее развитие силы также происходит очень медленно. Эти факторы напрямую влияют на расход цемента.
Газобетон. Основными компонентами для производства газобетона также являются песок, цемент, вода. Эти компоненты смешиваются и в последнюю минуту добавляется вспениватель — алюминиевый порошок. Смесь выливается в форму и начинается реакция. Пузырьки воздуха образуются в результате химической реакции и взрывают газобетонную смесь.Через 20-30 минут реакция прекращается, и массив начинает набирать силу отрыва. Для производства используется горячая вода, ее температура составляет примерно 40-60 C. Во время реакции также выделяется тепло, поэтому температура массива составляет примерно 50-60 C. Это позволяет быстро наращивать прочность. Через 2-3 часа массив нужно разрезать на блоки.
Основные технологические трудности. Основная сложность — это разработка правильного технологического процесса и состава в зависимости от вашего сырья.Не существует уникального состава для газобетона. Факторами, влияющими на процесс, являются вода, ее количество, щелочность, количество алюминиевого порошка. Как правило, поставщики оборудования предоставляют полный комплекс услуг по обучению и технологический регламент для каждого клиента индивидуально.
Резюме.
Для ваших клиентов нет разницы, пеноблок или газобетон, они сравнят качество и цену. Поскольку качество такое же, они выберут более дешевый.
Производители должны иметь в виду, что оборудование для пенобетона технически сложнее, аккумуляторные формы дороже и из-за медленной циркуляции потребуется большее количество. Оборудование для производства газобетона обойдется дешевле за счет меньшего расхода металла. К тому же оборудование для газобетона универсально — вы можете производить блоки любых размеров! Также вам понадобится меньше цемента (20% экономии), чтобы себестоимость газобетонных блоков была намного меньше, поэтому продукт более конкурентоспособен! А конкурентоспособность продукта — это полдела для любого производителя стройматериалов.
Оценка жизненного цикла производства пенобетона в Латвии
Аннотация
Глобальное потепление обсуждается все чаще, и решения по сокращению выбросов парниковых газов становятся все более важными во всех отраслях промышленности. Общая энергия, потребляемая в строительном секторе, составляет до 1/3 от всех выбросов парниковых газов. Большая его часть приходится на производство цемента — 5% от общих мировых выбросов.Пенобетон — это легкий бетон с хорошими теплофизическими свойствами и способностью снижать выбросы CO2 за счет сокращения использования цемента из-за его низкой плотности. Целью данного исследования является определение воздействия на окружающую среду с использованием оценки жизненного цикла (LCA) с акцентом на потенциал глобального потепления (GWP) для двух пенобетонных смесей разной прочности на сжатие, произведенных в Латвии с использованием уникальной технологии интенсивного перемешивания — турбулентности с эффект кавитации. Затем выбранные пенобетонные смеси сравниваются с альтернативными материалами, имеющими аналогичную прочность на сжатие — ячеистым бетоном и пустотелыми керамическими блоками.Пенобетонная смесь, имеющая прочность на сжатие 12,5 МПа, показала более высокие выбросы CO 2 , чем полый керамический блок. Большая часть выбросов CO 2 приходится на портландцемент, который является ключевым элементом в его составе. С другой стороны, пенобетонная смесь, имеющая прочность на сжатие 2,4 МПа, показала более высокие выбросы CO 2 , чем газобетонный блок. Большая часть выбросов CO 2 связана с гранулами пеностекла, которые являются основным элементом, способствующим улучшенным изоляционным свойствам материала.Сравнение каждого пенобетона с аналогичным строительным материалом по прочности на сжатие показывает, что выбранные пенобетонные смеси дают больший ПГП, чем альтернативные материалы. Это исследование позволяет идентифицировать воздействие на окружающую среду различных компонентов пенобетонной смеси и улучшать эти смеси для достижения аналогичных свойств с меньшим воздействием, например, путем замены гранул пеностекла на гранулы из переработанного стекла или замены цемента пылинной золой, дымом кремнезема. или переработанный стеклянный порошок.
% PDF-1.6
%
1 0 объект
>
/ Метаданные 2 0 R
/ AcroForm 3 0 R
/ Страницы 4 0 R
/ StructTreeRoot 5 0 R
/ Тип / Каталог
/ Lang (en-MY)
>>
эндобдж
6 0 obj
/Режиссер
/ ModDate (D: 20110815145253 + 08’00 ‘)
>>
эндобдж
2 0 obj
>
транслировать
2011-04-10T13: 17: 01ZMicrosoft® Office Word 20072011-08-15T14: 52: 53 + 08: 002011-08-15T14: 52: 53 + 08: 00application / pdf
Microsoft® Office Word 2007uuid: 6193d278-d736-403c-b716-cd2404f7c5bauuid: f5e76d23-0105-49b1-a1ff-b2b0d80e6341
конечный поток
эндобдж
3 0 obj
>
/ Кодирование>
>>
>>
эндобдж
4 0 obj
>
эндобдж
5 0 obj
>
эндобдж
7 0 объект
>
эндобдж
8 0 объект
>
эндобдж
9 0 объект
>
эндобдж
10 0 obj
>
эндобдж
11 0 объект
>
эндобдж
12 0 объект
>
эндобдж
13 0 объект
>
эндобдж
14 0 объект
>
эндобдж
15 0 объект
>
эндобдж
16 0 объект
>
эндобдж
17 0 объект
>
эндобдж
18 0 объект
>
эндобдж
19 0 объект
>
эндобдж
20 0 объект
>
эндобдж
21 0 объект
>
эндобдж
22 0 объект
>
эндобдж
23 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject>
>>
/ Тип / Страница
/ Аннотации [1253 0 R]
>>
эндобдж
24 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
25 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
26 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
27 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
28 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
29 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
30 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
31 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
32 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
33 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
34 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
35 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
36 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
37 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
38 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
39 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
40 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
41 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
42 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
43 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
44 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
45 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
46 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
47 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
48 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
49 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
50 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
51 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
52 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
53 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
54 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ Шрифт>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
55 0 объект
>
/ MediaBox [0 0 595.32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
56 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
57 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
58 0 объект
>
/ MediaBox [0 0 595,32 841,92]
/ Ресурсы>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
>>
/ Тип / Страница
>>
эндобдж
59 0 объект
>
эндобдж
60 0 объект
>
эндобдж
61 0 объект
>
эндобдж
62 0 объект
>
эндобдж
63 0 объект
>
эндобдж
64 0 объект
>
эндобдж
65 0 объект
>
эндобдж
66 0 объект
>
эндобдж
67 0 объект
>
эндобдж
68 0 объект
>
эндобдж
69 0 объект
>
эндобдж
70 0 объект
>
эндобдж
71 0 объект
>
эндобдж
72 0 объект
>
эндобдж
73 0 объект
>
эндобдж
74 0 объект
>
эндобдж
75 0 объект
>
эндобдж
76 0 объект
>
эндобдж
77 0 объект
>
эндобдж
78 0 объект
>
эндобдж
79 0 объект
>
эндобдж
80 0 объект
>
эндобдж
81 0 объект
>
эндобдж
82 0 объект
>
эндобдж
83 0 объект
>
эндобдж
84 0 объект
>
эндобдж
85 0 объект
>
эндобдж
86 0 объект
>
эндобдж
87 0 объект
>
эндобдж
88 0 объект
>
эндобдж
89 0 объект
>
эндобдж
90 0 объект
>
эндобдж
91 0 объект
>
эндобдж
92 0 объект
>
эндобдж
93 0 объект
>
эндобдж
94 0 объект
>
эндобдж
95 0 объект
>
эндобдж
96 0 объект
>
эндобдж
97 0 объект
>
эндобдж
98 0 объект
>
эндобдж
99 0 объект
>
эндобдж
100 0 объект
>
эндобдж
101 0 объект
>
эндобдж
102 0 объект
>
эндобдж
103 0 объект
>
эндобдж
104 0 объект
>
эндобдж
105 0 объект
>
эндобдж
106 0 объект
>
эндобдж
107 0 объект
>
эндобдж
108 0 объект
>
эндобдж
109 0 объект
>
эндобдж
110 0 объект
>
эндобдж
111 0 объект
>
эндобдж
112 0 объект
>
эндобдж
113 0 объект
>
эндобдж
114 0 объект
>
эндобдж
115 0 объект
>
эндобдж
116 0 объект
>
эндобдж
117 0 объект
>
эндобдж
118 0 объект
>
эндобдж
119 0 объект
>
эндобдж
120 0 объект
>
эндобдж
121 0 объект
>
эндобдж
122 0 объект
>
эндобдж
123 0 объект
>
эндобдж
124 0 объект
>
эндобдж
125 0 объект
>
эндобдж
126 0 объект
>
эндобдж
127 0 объект
>
эндобдж
128 0 объект
>
эндобдж
129 0 объект
>
эндобдж
130 0 объект
>
эндобдж
131 0 объект
>
эндобдж
132 0 объект
>
эндобдж
133 0 объект
>
эндобдж
134 0 объект
>
эндобдж
135 0 объект
>
эндобдж
136 0 объект
>
эндобдж
137 0 объект
>
эндобдж
138 0 объект
>
эндобдж
139 0 объект
>
эндобдж
140 0 объект
>
эндобдж
141 0 объект
>
эндобдж
142 0 объект
>
эндобдж
143 0 объект
>
эндобдж
144 0 объект
>
эндобдж
145 0 объект
>
эндобдж
146 0 объект
>
эндобдж
147 0 объект
>
эндобдж
148 0 объект
>
эндобдж
149 0 объект
>
эндобдж
150 0 объект
>
эндобдж
151 0 объект
>
эндобдж
152 0 объект
>
эндобдж
153 0 объект
>
эндобдж
154 0 объект
>
эндобдж
155 0 объект
>
эндобдж
156 0 объект
>
эндобдж
157 0 объект
>
эндобдж
158 0 объект
>
эндобдж
159 0 объект
>
эндобдж
160 0 объект
>
эндобдж
161 0 объект
>
эндобдж
162 0 объект
>
эндобдж
163 0 объект
>
эндобдж
164 0 объект
>
эндобдж
165 0 объект
>
эндобдж
166 0 объект
>
эндобдж
167 0 объект
>
эндобдж
168 0 объект
>
эндобдж
169 0 объект
>
эндобдж
170 0 объект
>
эндобдж
171 0 объект
>
эндобдж
172 0 объект
>
эндобдж
173 0 объект
>
эндобдж
174 0 объект
>
эндобдж
175 0 объект
>
эндобдж
176 0 объект
>
эндобдж
177 0 объект
>
эндобдж
178 0 объект
>
эндобдж
179 0 объект
>
эндобдж
180 0 объект
>
эндобдж
181 0 объект
>
эндобдж
182 0 объект
>
эндобдж
183 0 объект
>
эндобдж
184 0 объект
>
эндобдж
185 0 объект
>
эндобдж
186 0 объект
>
эндобдж
187 0 объект
>
эндобдж
188 0 объект
>
эндобдж
189 0 объект
>
эндобдж
190 0 объект
>
эндобдж
191 0 объект
>
эндобдж
192 0 объект
>
эндобдж
193 0 объект
>
эндобдж
194 0 объект
>
эндобдж
195 0 объект
>
эндобдж
196 0 объект
>
эндобдж
197 0 объект
>
эндобдж
198 0 объект
>
эндобдж
199 0 объект
>
эндобдж
200 0 объект
>
эндобдж
201 0 объект
>
эндобдж
202 0 объект
>
эндобдж
203 0 объект
>
эндобдж
204 0 объект
>
эндобдж
205 0 объект
>
эндобдж
206 0 объект
>
эндобдж
207 0 объект
>
эндобдж
208 0 объект
>
эндобдж
209 0 объект
>
эндобдж
210 0 объект
>
эндобдж
211 0 объект
>
эндобдж
212 0 объект
>
эндобдж
213 0 объект
>
эндобдж
214 0 объект
>
эндобдж
215 0 объект
>
эндобдж
216 0 объект
>
эндобдж
217 0 объект
>
эндобдж
218 0 объект
>
эндобдж
219 0 объект
>
эндобдж
220 0 объект
>
эндобдж
221 0 объект
>
эндобдж
222 0 объект
>
эндобдж
223 0 объект
>
эндобдж
224 0 объект
>
эндобдж
225 0 объект
>
эндобдж
226 0 объект
>
эндобдж
227 0 объект
>
эндобдж
228 0 объект
>
эндобдж
229 0 объект
>
эндобдж
230 0 объект
>
эндобдж
231 0 объект
>
эндобдж
232 0 объект
>
эндобдж
233 0 объект
>
эндобдж
234 0 объект
>
эндобдж
235 0 объект
>
эндобдж
236 0 объект
>
эндобдж
237 0 объект
>
эндобдж
238 0 объект
>
эндобдж
239 0 объект
>
эндобдж
240 0 объект
>
эндобдж
241 0 объект
>
эндобдж
242 0 объект
>
эндобдж
243 0 объект
>
эндобдж
244 0 объект
>
эндобдж
245 0 объект
>
эндобдж
246 0 объект
>
эндобдж
247 0 объект
>
эндобдж
248 0 объект
>
эндобдж
249 0 объект
>
эндобдж
250 0 объект
>
эндобдж
251 0 объект
>
эндобдж
252 0 объект
>
эндобдж
253 0 объект
>
эндобдж
254 0 объект
>
эндобдж
255 0 объект
>
эндобдж
256 0 объект
>
эндобдж
257 0 объект
>
эндобдж
258 0 объект
>
эндобдж
259 0 объект
>
эндобдж
260 0 объект
>
эндобдж
261 0 объект
>
эндобдж
262 0 объект
>
эндобдж
263 0 объект
>
эндобдж
264 0 объект
>
эндобдж
265 0 объект
>
эндобдж
266 0 объект
>
эндобдж
267 0 объект
>
эндобдж
268 0 объект
>
эндобдж
269 0 объект
>
эндобдж
270 0 объект
>
эндобдж
271 0 объект
>
эндобдж
272 0 объект
>
эндобдж
273 0 объект
>
эндобдж
274 0 объект
>
эндобдж
275 0 объект
>
эндобдж
276 0 объект
>
эндобдж
277 0 объект
>
эндобдж
278 0 объект
>
эндобдж
279 0 объект
>
эндобдж
280 0 объект
>
эндобдж
281 0 объект
>
эндобдж
282 0 объект
>
эндобдж
283 0 объект
>
эндобдж
284 0 объект
>
эндобдж
285 0 объект
>
эндобдж
286 0 объект
>
эндобдж
287 0 объект
>
эндобдж
288 0 объект
>
эндобдж
289 0 объект
>
эндобдж
290 0 объект
>
эндобдж
291 0 объект
>
эндобдж
292 0 объект
>
эндобдж
293 0 объект
>
эндобдж
294 0 объект
>
эндобдж
295 0 объект
>
эндобдж
296 0 объект
>
эндобдж
297 0 объект
>
эндобдж
298 0 объект
>
эндобдж
299 0 объект
>
эндобдж
300 0 объект
>
эндобдж
301 0 объект
>
эндобдж
302 0 объект
>
эндобдж
303 0 объект
>
эндобдж
304 0 объект
>
эндобдж
305 0 объект
>
эндобдж
306 0 объект
>
эндобдж
307 0 объект
>
эндобдж
308 0 объект
>
эндобдж
309 0 объект
>
эндобдж
310 0 объект
>
эндобдж
311 0 объект
>
эндобдж
312 0 объект
>
эндобдж
313 0 объект
>
эндобдж
314 0 объект
>
эндобдж
315 0 объект
>
эндобдж
316 0 объект
>
эндобдж
317 0 объект
>
эндобдж
318 0 объект
>
эндобдж
319 0 объект
>
эндобдж
320 0 объект
>
эндобдж
321 0 объект
>
эндобдж
322 0 объект
>
эндобдж
323 0 объект
>
эндобдж
324 0 объект
>
эндобдж
325 0 объект
>
эндобдж
326 0 объект
>
эндобдж
327 0 объект
>
эндобдж
328 0 объект
>
эндобдж
329 0 объект
>
эндобдж
330 0 объект
>
эндобдж
331 0 объект
>
эндобдж
332 0 объект
>
эндобдж
333 0 объект
>
эндобдж
334 0 объект
>
эндобдж
335 0 объект
>
эндобдж
336 0 объект
>
эндобдж
337 0 объект
>
эндобдж
338 0 объект
>
эндобдж
339 0 объект
>
эндобдж
340 0 объект
>
эндобдж
341 0 объект
>
эндобдж
342 0 объект
>
эндобдж
343 0 объект
>
эндобдж
344 0 объект
>
эндобдж
345 0 объект
>
эндобдж
346 0 объект
>
эндобдж
347 0 объект
>
эндобдж
348 0 объект
>
эндобдж
349 0 объект
>
эндобдж
350 0 объект
>
эндобдж
351 0 объект
>
эндобдж
352 0 объект
>
эндобдж
353 0 объект
>
эндобдж
354 0 объект
>
эндобдж
355 0 объект
>
эндобдж
356 0 объект
>
эндобдж
357 0 объект
>
эндобдж
358 0 объект
>
эндобдж
359 0 объект
>
эндобдж
360 0 объект
>
эндобдж
361 0 объект
>
эндобдж
362 0 объект
>
эндобдж
363 0 объект
>
эндобдж
364 0 объект
>
эндобдж
365 0 объект
>
эндобдж
366 0 объект
>
эндобдж
367 0 объект
>
эндобдж
368 0 объект
>
эндобдж
369 0 объект
>
эндобдж
370 0 объект
>
эндобдж
371 0 объект
>
эндобдж
372 0 объект
>
эндобдж
373 0 объект
>
эндобдж
374 0 объект
>
эндобдж
375 0 объект
>
эндобдж
376 0 объект
>
эндобдж
377 0 объект
>
эндобдж
378 0 объект
>
эндобдж
379 0 объект
>
эндобдж
380 0 объект
>
эндобдж
381 0 объект
>
эндобдж
382 0 объект
>
эндобдж
383 0 объект
>
эндобдж
384 0 объект
>
эндобдж
385 0 объект
>
эндобдж
386 0 объект
>
эндобдж
387 0 объект
>
эндобдж
388 0 объект
>
эндобдж
389 0 объект
>
эндобдж
390 0 объект
>
эндобдж
391 0 объект
>
эндобдж
392 0 объект
>
эндобдж
393 0 объект
>
эндобдж
394 0 объект
>
эндобдж
395 0 объект
>
эндобдж
396 0 объект
>
эндобдж
397 0 объект
>
эндобдж
398 0 объект
>
эндобдж
399 0 объект
>
эндобдж
400 0 объект
>
эндобдж
401 0 объект
>
эндобдж
402 0 объект
>
эндобдж
403 0 объект
>
эндобдж
404 0 объект
>
эндобдж
405 0 объект
>
эндобдж
406 0 объект
>
эндобдж
407 0 объект
>
эндобдж
408 0 объект
>
эндобдж
409 0 объект
>
эндобдж
410 0 объект
>
эндобдж
411 0 объект
>
эндобдж
412 0 объект
>
эндобдж
413 0 объект
>
эндобдж
414 0 объект
>
эндобдж
415 0 объект
>
эндобдж
416 0 объект
>
эндобдж
417 0 объект
>
эндобдж
418 0 объект
>
эндобдж
419 0 объект
>
эндобдж
420 0 объект
>
эндобдж
421 0 объект
>
эндобдж
422 0 объект
>
эндобдж
423 0 объект
>
эндобдж
424 0 объект
>
эндобдж
425 0 объект
>
эндобдж
426 0 объект
>
эндобдж
427 0 объект
>
эндобдж
428 0 объект
>
эндобдж
429 0 объект
>
эндобдж
430 0 объект
>
эндобдж
431 0 объект
>
эндобдж
432 0 объект
>
эндобдж
433 0 объект
>
эндобдж
434 0 объект
>
эндобдж
435 0 объект
>
эндобдж
436 0 объект
>
эндобдж
437 0 объект
>
эндобдж
438 0 объект
>
эндобдж
439 0 объект
>
эндобдж
440 0 объект
>
эндобдж
441 0 объект
>
эндобдж
442 0 объект
>
эндобдж
443 0 объект
>
эндобдж
444 0 объект
>
эндобдж
445 0 объект
>
эндобдж
446 0 объект
>
эндобдж
447 0 объект
>
эндобдж
448 0 объект
>
эндобдж
449 0 объект
>
эндобдж
450 0 объект
>
эндобдж
451 0 объект
>
эндобдж
452 0 объект
>
эндобдж
453 0 объект
>
эндобдж
454 0 объект
>
эндобдж
455 0 объект
>
эндобдж
456 0 объект
>
эндобдж
457 0 объект
>
эндобдж
458 0 объект
>
эндобдж
459 0 объект
>
эндобдж
460 0 объект
>
эндобдж
461 0 объект
>
эндобдж
462 0 объект
>
эндобдж
463 0 объект
>
эндобдж
464 0 объект
>
эндобдж
465 0 объект
>
эндобдж
466 0 объект
>
эндобдж
467 0 объект
>
эндобдж
468 0 объект
>
эндобдж
469 0 объект
>
эндобдж
470 0 объект
>
эндобдж
471 0 объект
>
эндобдж
472 0 объект
>
эндобдж
473 0 объект
>
эндобдж
474 0 объект
>
эндобдж
475 0 объект
>
эндобдж
476 0 объект
>
эндобдж
477 0 объект
>
эндобдж
478 0 объект
>
эндобдж
479 0 объект
>
эндобдж
480 0 объект
>
эндобдж
481 0 объект
>
эндобдж
482 0 объект
>
эндобдж
483 0 объект
>
эндобдж
484 0 объект
>
эндобдж
485 0 объект
>
эндобдж
486 0 объект
>
эндобдж
487 0 объект
>
эндобдж
488 0 объект
>
эндобдж
489 0 объект
>
эндобдж
490 0 объект
>
эндобдж
491 0 объект
>
эндобдж
492 0 объект
>
эндобдж
493 0 объект
>
эндобдж
494 0 объект
>
эндобдж
495 0 объект
>
эндобдж
496 0 объект
>
эндобдж
497 0 объект
>
эндобдж
498 0 объект
>
эндобдж
499 0 объект
>
эндобдж
500 0 объект
>
эндобдж
501 0 объект
>
эндобдж
502 0 объект
>
эндобдж
503 0 объект
>
эндобдж
504 0 объект
>
эндобдж
505 0 объект
>
эндобдж
506 0 объект
>
эндобдж
507 0 объект
>
эндобдж
508 0 объект
>
эндобдж
509 0 объект
>
эндобдж
510 0 объект
>
эндобдж
511 0 объект
>
эндобдж
512 0 объект
>
эндобдж
513 0 объект
>
эндобдж
514 0 объект
>
эндобдж
515 0 объект
>
эндобдж
516 0 объект
>
эндобдж
517 0 объект
>
эндобдж
518 0 объект
>
эндобдж
519 0 объект
>
эндобдж
520 0 объект
>
эндобдж
521 0 объект
>
эндобдж
522 0 объект
>
эндобдж
523 0 объект
>
эндобдж
524 0 объект
>
эндобдж
525 0 объект
>
эндобдж
526 0 объект
>
эндобдж
527 0 объект
>
эндобдж
528 0 объект
>
эндобдж
529 0 объект
>
эндобдж
530 0 объект
>
эндобдж
531 0 объект
>
эндобдж
532 0 объект
>
эндобдж
533 0 объект
>
эндобдж
534 0 объект
>
эндобдж
535 0 объект
>
эндобдж
536 0 объект
>
эндобдж
537 0 объект
>
эндобдж
538 0 объект
>
эндобдж
539 0 объект
>
эндобдж
540 0 объект
>
эндобдж
541 0 объект
>
эндобдж
542 0 объект
>
эндобдж
543 0 объект
>
эндобдж
544 0 объект
>
эндобдж
545 0 объект
>
эндобдж
546 0 объект
>
эндобдж
547 0 объект
>
эндобдж
548 0 объект
>
эндобдж
549 0 объект
>
эндобдж
550 0 объект
>
эндобдж
551 0 объект
>
эндобдж
552 0 объект
>
эндобдж
553 0 объект
>
эндобдж
554 0 объект
>
эндобдж
555 0 объект
>
эндобдж
556 0 объект
>
эндобдж
557 0 объект
>
эндобдж
558 0 объект
>
эндобдж
559 0 объект
>
эндобдж
560 0 объект
>
эндобдж
561 0 объект
>
эндобдж
562 0 объект
>
эндобдж
563 0 объект
>
эндобдж
564 0 объект
>
эндобдж
565 0 объект
>
эндобдж
566 0 объект
>
эндобдж
567 0 объект
>
эндобдж
568 0 объект
>
эндобдж
569 0 объект
>
эндобдж
570 0 объект
>
эндобдж
571 0 объект
>
эндобдж
572 0 объект
>
эндобдж
573 0 объект
>
эндобдж
574 0 объект
>
эндобдж
575 0 объект
>
эндобдж
576 0 объект
>
эндобдж
577 0 объект
>
эндобдж
578 0 объект
>
эндобдж
579 0 объект
>
эндобдж
580 0 объект
>
эндобдж
581 0 объект
>
эндобдж
582 0 объект
>
эндобдж
583 0 объект
>
эндобдж
584 0 объект
>
эндобдж
585 0 объект
>
эндобдж
586 0 объект
>
эндобдж
587 0 объект
>
эндобдж
588 0 объект
>
эндобдж
589 0 объект
>
эндобдж
590 0 объект
>
эндобдж
591 0 объект
>
эндобдж
592 0 объект
>
эндобдж
593 0 объект
>
эндобдж
594 0 объект
>
эндобдж
595 0 объект
>
эндобдж
596 0 объект
>
эндобдж
597 0 объект
>
эндобдж
598 0 объект
>
эндобдж
599 0 объект
>
эндобдж
600 0 объект
>
эндобдж
601 0 объект
>
эндобдж
602 0 объект
>
эндобдж
603 0 объект
>
эндобдж
604 0 объект
>
эндобдж
605 0 объект
>
эндобдж
606 0 объект
>
эндобдж
607 0 объект
>
эндобдж
608 0 объект
>
эндобдж
609 0 объект
>
эндобдж
610 0 объект
>
эндобдж
611 0 объект
>
эндобдж
612 0 объект
>
эндобдж
613 0 объект
>
эндобдж
614 0 объект
>
эндобдж
615 0 объект
>
эндобдж
616 0 объект
>
эндобдж
617 0 объект
>
эндобдж
618 0 объект
>
эндобдж
619 0 объект
>
эндобдж
620 0 объект
>
эндобдж
621 0 объект
>
эндобдж
622 0 объект
>
эндобдж
623 0 объект
>
эндобдж
624 0 объект
>
эндобдж
625 0 объект
>
эндобдж
626 0 объект
>
эндобдж
627 0 объект
>
эндобдж
628 0 объект
>
эндобдж
629 0 объект
>
эндобдж
630 0 объект
>
эндобдж
631 0 объект
>
эндобдж
632 0 объект
>
эндобдж
633 0 объект
>
эндобдж
634 0 объект
>
эндобдж
635 0 объект
>
эндобдж
636 0 объект
>
эндобдж
637 0 объект
>
эндобдж
638 0 объект
>
эндобдж
639 0 объект
>
эндобдж
640 0 объект
>
эндобдж
641 0 объект
>
эндобдж
642 0 объект
>
эндобдж
643 0 объект
>
эндобдж
644 0 объект
>
эндобдж
645 0 объект
>
эндобдж
646 0 объект
>
эндобдж
647 0 объект
>
эндобдж
648 0 объект
>
эндобдж
649 0 объект
>
эндобдж
650 0 объект
>
эндобдж
651 0 объект
>
эндобдж
652 0 объект
>
эндобдж
653 0 объект
>
эндобдж
654 0 объект
>
эндобдж
655 0 объект
>
эндобдж
656 0 объект
>
эндобдж
657 0 объект
>
эндобдж
658 0 объект
>
эндобдж
659 0 объект
>
эндобдж
660 0 объект
>
эндобдж
661 0 объект
>
эндобдж
662 0 объект
>
эндобдж
663 0 объект
>
эндобдж
664 0 объект
>
эндобдж
665 0 объект
>
эндобдж
666 0 объект
>
эндобдж
667 0 объект
>
эндобдж
668 0 объект
>
эндобдж
669 0 объект
>
эндобдж
670 0 объект
>
эндобдж
671 0 объект
>
эндобдж
672 0 объект
>
эндобдж
673 0 объект
>
эндобдж
674 0 объект
>
эндобдж
675 0 объект
>
эндобдж
676 0 объект
>
эндобдж
677 0 объект
>
эндобдж
678 0 объект
>
эндобдж
679 0 объект
>
эндобдж
680 0 объект
>
эндобдж
681 0 объект
>
эндобдж
682 0 объект
>
эндобдж
683 0 объект
>
эндобдж
684 0 объект
>
эндобдж
685 0 объект
>
эндобдж
686 0 объект
>
эндобдж
687 0 объект
>
эндобдж
688 0 объект
>
эндобдж
689 0 объект
>
эндобдж
690 0 объект
>
эндобдж
691 0 объект
>
эндобдж
692 0 объект
>
эндобдж
693 0 объект
>
эндобдж
694 0 объект
>
эндобдж
695 0 объект
>
эндобдж
696 0 объект
>
эндобдж
697 0 объект
>
эндобдж
698 0 объект
>
эндобдж
699 0 объект
>
эндобдж
700 0 объект
>
эндобдж
701 0 объект
>
эндобдж
702 0 объект
>
эндобдж
703 0 объект
>
эндобдж
704 0 объект
>
эндобдж
705 0 объект
>
эндобдж
706 0 объект
>
эндобдж
707 0 объект
>
эндобдж
708 0 объект
>
эндобдж
709 0 объект
>
эндобдж
710 0 объект
>
эндобдж
711 0 объект
>
эндобдж
712 0 объект
>
эндобдж
713 0 объект
>
эндобдж
714 0 объект
>
эндобдж
715 0 объект
>
эндобдж
716 0 объект
>
эндобдж
717 0 объект
>
эндобдж
718 0 объект
>
эндобдж
719 0 объект
>
эндобдж
720 0 объект
>
эндобдж
721 0 объект
>
эндобдж
722 0 объект
>
эндобдж
723 0 объект
>
эндобдж
724 0 объект
>
эндобдж
725 0 объект
>
эндобдж
726 0 объект
>
эндобдж
727 0 объект
>
эндобдж
728 0 объект
>
эндобдж
729 0 объект
>
эндобдж
730 0 объект
>
эндобдж
731 0 объект
>
эндобдж
732 0 объект
>
эндобдж
733 0 объект
>
эндобдж
734 0 объект
>
эндобдж
735 0 объект
>
эндобдж
736 0 объект
>
эндобдж
737 0 объект
>
эндобдж
738 0 объект
>
эндобдж
739 0 объект
>
эндобдж
740 0 объект
>
эндобдж
741 0 объект
>
эндобдж
742 0 объект
>
эндобдж
743 0 объект
>
эндобдж
744 0 объект
>
эндобдж
745 0 объект
>
эндобдж
746 0 объект
>
эндобдж
747 0 объект
>
эндобдж
748 0 объект
>
эндобдж
749 0 объект
>
эндобдж
750 0 объект
>
эндобдж
751 0 объект
>
эндобдж
752 0 объект
>
эндобдж
753 0 объект
>
эндобдж
754 0 объект
>
эндобдж
755 0 объект
>
эндобдж
756 0 объект
>
эндобдж
757 0 объект
>
эндобдж
758 0 объект
>
эндобдж
759 0 объект
>
эндобдж
760 0 объект
>
эндобдж
761 0 объект
>
эндобдж
762 0 объект
>
эндобдж
763 0 объект
>
эндобдж
764 0 объект
>
эндобдж
765 0 объект
>
эндобдж
766 0 объект
>
эндобдж
767 0 объект
>
эндобдж
768 0 объект
>
эндобдж
769 0 объект
>
эндобдж
770 0 объект
>
эндобдж
771 0 объект
>
эндобдж
772 0 объект
>
эндобдж
773 0 объект
>
эндобдж
774 0 объект
>
эндобдж
775 0 объект
>
эндобдж
776 0 объект
>
эндобдж
777 0 объект
>
эндобдж
778 0 объект
>
эндобдж
779 0 объект
>
эндобдж
780 0 объект
>
эндобдж
781 0 объект
>
эндобдж
782 0 объект
>
эндобдж
783 0 объект
>
эндобдж
784 0 объект
>
эндобдж
785 0 объект
>
эндобдж
786 0 объект
>
эндобдж
787 0 объект
>
эндобдж
788 0 объект
>
эндобдж
789 0 объект
>
эндобдж
790 0 объект
>
эндобдж
791 0 объект
>
эндобдж
792 0 объект
>
эндобдж
793 0 объект
>
эндобдж
794 0 объект
>
эндобдж
795 0 объект
>
эндобдж
796 0 объект
>
эндобдж
797 0 объект
>
эндобдж
798 0 объект
>
эндобдж
799 0 объект
>
эндобдж
800 0 объект
>
эндобдж
801 0 объект
>
эндобдж
802 0 объект
>
эндобдж
803 0 объект
>
эндобдж
804 0 объект
>
эндобдж
805 0 объект
>
эндобдж
806 0 объект
>
эндобдж
807 0 объект
>
эндобдж
808 0 объект
>
эндобдж
809 0 объект
>
эндобдж
810 0 объект
>
эндобдж
811 0 объект
>
эндобдж
812 0 объект
>
эндобдж
813 0 объект
>
эндобдж
814 0 объект
>
эндобдж
815 0 объект
>
эндобдж
816 0 объект
>
эндобдж
817 0 объект
>
эндобдж
818 0 объект
>
эндобдж
819 0 объект
>
эндобдж
820 0 объект
>
эндобдж
821 0 объект
>
эндобдж
822 0 объект
>
эндобдж
823 0 объект
>
эндобдж
824 0 объект
>
эндобдж
825 0 объект
>
эндобдж
826 0 объект
>
эндобдж
827 0 объект
>
эндобдж
828 0 объект
>
эндобдж
829 0 объект
>
эндобдж
830 0 объект
>
эндобдж
831 0 объект
>
эндобдж
832 0 объект
>
эндобдж
833 0 объект
>
эндобдж
834 0 объект
>
эндобдж
835 0 объект
>
эндобдж
836 0 объект
>
эндобдж
837 0 объект
>
эндобдж
838 0 объект
>
эндобдж
839 0 объект
>
эндобдж
840 0 объект
>
эндобдж
841 0 объект
>
эндобдж
842 0 объект
>
эндобдж
843 0 объект
>
эндобдж
844 0 объект
>
эндобдж
845 0 объект
>
эндобдж
846 0 объект
>
эндобдж
847 0 объект
>
эндобдж
848 0 объект
>
эндобдж
849 0 объект
>
эндобдж
850 0 объект
>
эндобдж
851 0 объект
>
эндобдж
852 0 объект
>
эндобдж
853 0 объект
>
эндобдж
854 0 объект
>
эндобдж
855 0 объект
>
эндобдж
856 0 объект
>
эндобдж
857 0 объект
>
эндобдж
858 0 объект
>
эндобдж
859 0 объект
>
эндобдж
860 0 объект
>
эндобдж
861 0 объект
>
эндобдж
862 0 объект
>
эндобдж
863 0 объект
>
эндобдж
864 0 объект
>
эндобдж
865 0 объект
>
эндобдж
866 0 объект
>
эндобдж
867 0 объект
>
эндобдж
868 0 объект
>
эндобдж
869 0 объект
>
эндобдж
870 0 объект
>
эндобдж
871 0 объект
>
эндобдж
872 0 объект
>
эндобдж
873 0 объект
>
эндобдж
874 0 объект
>
эндобдж
875 0 объект
>
эндобдж
876 0 объект
>
эндобдж
877 0 объект
>
эндобдж
878 0 объект
>
эндобдж
879 0 объект
>
эндобдж
880 0 объект
>
эндобдж
881 0 объект
>
эндобдж
882 0 объект
>
эндобдж
883 0 объект
>
эндобдж
884 0 объект
>
эндобдж
885 0 объект
>
эндобдж
886 0 объект
>
эндобдж
887 0 объект
>
эндобдж
888 0 объект
>
эндобдж
889 0 объект
>
эндобдж
890 0 объект
>
эндобдж
891 0 объект
>
эндобдж
892 0 объект
>
эндобдж
893 0 объект
>
эндобдж
894 0 объект
>
эндобдж
895 0 объект
>
эндобдж
896 0 объект
>
эндобдж
897 0 объект
>
эндобдж
898 0 объект
>
эндобдж
899 0 объект
>
эндобдж
900 0 объект
>
эндобдж
901 0 объект
>
эндобдж
902 0 объект
>
эндобдж
903 0 объект
>
эндобдж
904 0 объект
>
эндобдж
905 0 объект
>
эндобдж
906 0 объект
>
эндобдж
907 0 объект
>
эндобдж
908 0 объект
>
эндобдж
909 0 объект
>
эндобдж
910 0 объект
>
эндобдж
911 0 объект
>
эндобдж
912 0 объект
>
эндобдж
913 0 объект
>
эндобдж
914 0 объект
>
эндобдж
915 0 объект
>
эндобдж
916 0 объект
>
эндобдж
917 0 объект
>
эндобдж
918 0 объект
>
эндобдж
919 0 объект
>
эндобдж
920 0 объект
>
эндобдж
921 0 объект
>
эндобдж
922 0 объект
>
эндобдж
923 0 объект
>
эндобдж
924 0 объект
>
эндобдж
925 0 объект
>
эндобдж
926 0 объект
>
эндобдж
927 0 объект
>
эндобдж
928 0 объект
>
эндобдж
929 0 объект
>
эндобдж
930 0 объект
>
эндобдж
931 0 объект
>
эндобдж
932 0 объект
>
эндобдж
933 0 объект
>
эндобдж
934 0 объект
>
эндобдж
935 0 объект
>
эндобдж
936 0 объект
>
эндобдж
937 0 объект
>
эндобдж
938 0 объект
>
эндобдж
939 0 объект
>
эндобдж
940 0 объект
>
эндобдж
941 0 объект
>
эндобдж
942 0 объект
>
эндобдж
943 0 объект
>
эндобдж
944 0 объект
>
эндобдж
945 0 объект
>
эндобдж
946 0 объект
>
эндобдж
947 0 объект
>
эндобдж
948 0 объект
>
эндобдж
949 0 объект
>
эндобдж
950 0 объект
>
эндобдж
951 0 объект
>
эндобдж
952 0 объект
>
эндобдж
953 0 объект
>
эндобдж
954 0 объект
>
эндобдж
955 0 объект
>
эндобдж
956 0 объект
>
эндобдж
957 0 объект
>
эндобдж
958 0 объект
>
эндобдж
959 0 объект
>
эндобдж
960 0 объект
>
эндобдж
961 0 объект
>
эндобдж
962 0 объект
>
эндобдж
963 0 объект
>
эндобдж
964 0 объект
>
эндобдж
965 0 объект
>
эндобдж
966 0 объект
>
эндобдж
967 0 объект
>
эндобдж
968 0 объект
>
эндобдж
969 0 объект
>
эндобдж
970 0 объект
>
эндобдж
971 0 объект
>
эндобдж
972 0 объект
>
эндобдж
973 0 объект
>
эндобдж
974 0 объект
>
эндобдж
975 0 объект
>
эндобдж
976 0 объект
>
эндобдж
977 0 объект
>
эндобдж
978 0 объект
>
эндобдж
979 0 объект
>
эндобдж
980 0 объект
>
эндобдж
981 0 объект
>
эндобдж
982 0 объект
>
эндобдж
983 0 объект
>
эндобдж
984 0 объект
>
эндобдж
985 0 объект
>
эндобдж
986 0 объект
>
эндобдж
987 0 объект
>
эндобдж
988 0 объект
>
эндобдж
989 0 объект
>
эндобдж
990 0 объект
>
эндобдж
991 0 объект
>
эндобдж
992 0 объект
>
эндобдж
993 0 объект
>
эндобдж
994 0 объект
>
эндобдж
995 0 объект
>
эндобдж
996 0 объект
>
эндобдж
997 0 объект
>
эндобдж
998 0 объект
>
эндобдж
999 0 объект
>
эндобдж
1000 0 объект
>
эндобдж
1001 0 объект
>
эндобдж
1002 0 объект
>
эндобдж
1003 0 объект
>
эндобдж
1004 0 объект
>
эндобдж
1005 0 объект
>
эндобдж
1006 0 объект
>
эндобдж
1007 0 объект
>
эндобдж
1008 0 объект
>
эндобдж
1009 0 объект
>
эндобдж
1010 0 объект
>
эндобдж
1011 0 объект
>
эндобдж
1012 0 объект
>
эндобдж
1013 0 объект
>
эндобдж
1014 0 объект
>
эндобдж
1015 0 объект
>
эндобдж
1016 0 объект
>
эндобдж
1017 0 объект
>
эндобдж
1018 0 объект
>
эндобдж
1019 0 объект
>
эндобдж
1020 0 объект
>
эндобдж
1021 0 объект
>
эндобдж
1022 0 объект
>
эндобдж
1023 0 объект
>
эндобдж
1024 0 объект
>
эндобдж
1025 0 объект
>
эндобдж
1026 0 объект
>
эндобдж
1027 0 объект
>
эндобдж
1028 0 объект
>
эндобдж
1029 0 объект
>
эндобдж
1030 0 объект
>
эндобдж
1031 0 объект
>
эндобдж
1032 0 объект
>
эндобдж
1033 0 объект
>
эндобдж
1034 0 объект
>
эндобдж
1035 0 объект
>
эндобдж
1036 0 объект
>
эндобдж
1037 0 объект
>
эндобдж
1038 0 объект
>
эндобдж
1039 0 объект
>
эндобдж
1040 0 объект
>
эндобдж
1041 0 объект
>
эндобдж
1042 0 объект
>
эндобдж
1043 0 объект
>
эндобдж
1044 0 объект
>
эндобдж
1045 0 объект
>
эндобдж
1046 0 объект
>
эндобдж
1047 0 объект
>
эндобдж
1048 0 объект
>
эндобдж
1049 0 объект
>
эндобдж
1050 0 объект
>
эндобдж
1051 0 объект
>
эндобдж
1052 0 объект
>
эндобдж
1053 0 объект
>
эндобдж
1054 0 объект
>
эндобдж
1055 0 объект
>
эндобдж
1056 0 объект
>
эндобдж
1057 0 объект
>
эндобдж
1058 0 объект
>
эндобдж
1059 0 объект
>
эндобдж
1060 0 объект
>
эндобдж
1061 0 объект
>
эндобдж
1062 0 объект
>
эндобдж
1063 0 объект
>
эндобдж
1064 0 объект
>
эндобдж
1065 0 объект
>
эндобдж
1066 0 объект
>
эндобдж
1067 0 объект
>
эндобдж
1068 0 объект
>
эндобдж
1069 0 объект
>
эндобдж
1070 0 объект
>
эндобдж
1071 0 объект
>
эндобдж
1072 0 объект
>
эндобдж
1073 0 объект
>
эндобдж
1074 0 объект
>
эндобдж
1075 0 объект
>
эндобдж
1076 0 объект
>
эндобдж
1077 0 объект
>
эндобдж
1078 0 объект
>
эндобдж
1079 0 объект
>
эндобдж
1080 0 объект
>
эндобдж
1081 0 объект
>
эндобдж
1082 0 объект
>
эндобдж
1083 0 объект
>
эндобдж
1084 0 объект
>
эндобдж
1085 0 объект
>
эндобдж
1086 0 объект
>
эндобдж
1087 0 объект
>
эндобдж
1088 0 объект
>
эндобдж
1089 0 объект
>
эндобдж
1090 0 объект
>
эндобдж
1091 0 объект
>
эндобдж
1092 0 объект
>
эндобдж
1093 0 объект
>
эндобдж
1094 0 объект
>
эндобдж
1095 0 объект
>
эндобдж
1096 0 объект
>
эндобдж
1097 0 объект
>
эндобдж
1098 0 объект
>
эндобдж
1099 0 объект
>
эндобдж
1100 0 объект
>
эндобдж
1101 0 объект
>
эндобдж
1102 0 объект
>
эндобдж
1103 0 объект
>
эндобдж
1104 0 объект
>
эндобдж
1105 0 объект
>
эндобдж
1106 0 объект
>
эндобдж
1107 0 объект
>
эндобдж
1108 0 объект
>
эндобдж
1109 0 объект
>
эндобдж
1110 0 объект
>
эндобдж
1111 0 объект
>
эндобдж
1112 0 объект
>
эндобдж
1113 0 объект
>
эндобдж
1114 0 объект
>
эндобдж
1115 0 объект
>
эндобдж
1116 0 объект
>
эндобдж
1117 0 объект
>
эндобдж
1118 0 объект
>
эндобдж
1119 0 объект
>
эндобдж
1120 0 объект
>
эндобдж
1121 0 объект
>
эндобдж
1122 0 объект
>
эндобдж
1123 0 объект
>
эндобдж
1124 0 объект
>
эндобдж
1125 0 объект
>
эндобдж
1126 0 объект
>
эндобдж
1127 0 объект
>
эндобдж
1128 0 объект
>
эндобдж
1129 0 объект
>
эндобдж
1130 0 объект
>
эндобдж
1131 0 объект
>
эндобдж
1132 0 объект
>
эндобдж
1133 0 объект
>
эндобдж
1134 0 объект
>
эндобдж
1135 0 объект
>
эндобдж
1136 0 объект
>
эндобдж
1137 0 объект
>
эндобдж
1138 0 объект
>
эндобдж
1139 0 объект
>
эндобдж
1140 0 объект
>
эндобдж
1141 0 объект
>
эндобдж
1142 0 объект
>
эндобдж
1143 0 объект
>
эндобдж
1144 0 объект
>
эндобдж
1145 0 объект
>
эндобдж
1146 0 объект
>
эндобдж
1147 0 объект
>
эндобдж
1148 0 объект
>
эндобдж
1149 0 объект
>
эндобдж
1150 0 объект
>
эндобдж
1151 0 объект
>
эндобдж
1152 0 объект
>
эндобдж
1153 0 объект
>
эндобдж
1154 0 объект
>
эндобдж
1155 0 объект
>
эндобдж
1156 0 объект
>
эндобдж
1157 0 объект
>
эндобдж
1158 0 объект
>
эндобдж
1159 0 объект
>
эндобдж
1160 0 объект
>
эндобдж
1161 0 объект
>
эндобдж
1162 0 объект
>
эндобдж
1163 0 объект
>
эндобдж
1164 0 объект
>
эндобдж
1165 0 объект
>
эндобдж
1166 0 объект
>
эндобдж
1167 0 объект
>
эндобдж
1168 0 объект
>
эндобдж
1169 0 объект
>
эндобдж
1170 0 объект
>
эндобдж
1171 0 объект
>
эндобдж
1172 0 объект
>
эндобдж
1173 0 объект
>
эндобдж
1174 0 объект
>
эндобдж
1175 0 объект
>
эндобдж
1176 0 объект
>
эндобдж
1177 0 объект
>
эндобдж
1178 0 объект
>
эндобдж
1179 0 объект
>
эндобдж
1180 0 объект
>
эндобдж
1181 0 объект
>
эндобдж
1182 0 объект
>
эндобдж
1183 0 объект
>
эндобдж
1184 0 объект
>
эндобдж
1185 0 объект
>
эндобдж
1186 0 объект
>
эндобдж
1187 0 объект
>
эндобдж
1188 0 объект
>
эндобдж
1189 0 объект
>
эндобдж
1190 0 объект
>
эндобдж
1191 0 объект
>
эндобдж
1192 0 объект
>
эндобдж
1193 0 объект
>
эндобдж
1194 0 объект
>
эндобдж
1195 0 объект
>
эндобдж
1196 0 объект
>
эндобдж
1197 0 объект
>
эндобдж
1198 0 объект
>
эндобдж
1199 0 объект
>
эндобдж
1200 0 объект
>
эндобдж
1201 0 объект
>
эндобдж
1202 0 объект
>
эндобдж
1203 0 объект
>
эндобдж
1204 0 объект
>
эндобдж
1205 0 объект
>
эндобдж
1206 0 объект
>
эндобдж
1207 0 объект
>
эндобдж
1208 0 объект
>
эндобдж
1209 0 объект
>
эндобдж
1210 0 объект
>
эндобдж
1211 0 объект
>
эндобдж
1212 0 объект
>
эндобдж
1213 0 объект
>
эндобдж
1214 0 объект
>
эндобдж
1215 0 объект
>
эндобдж
1216 0 объект
>
эндобдж
1217 0 объект
>
эндобдж
1218 0 объект
>
эндобдж
1219 0 объект
>
эндобдж
1220 0 объект
>
эндобдж
1221 0 объект
>
эндобдж
1222 0 объект
>
эндобдж
1223 0 объект
>
эндобдж
1224 0 объект
>
эндобдж
1225 0 объект
>
эндобдж
1226 0 объект
>
эндобдж
1227 0 объект
>
эндобдж
1228 0 объект
>
эндобдж
1229 0 объект
>
эндобдж
1230 0 объект
>
эндобдж
1231 0 объект
>
эндобдж
1232 0 объект
>
эндобдж
1233 0 объект
>
эндобдж
1234 0 объект
>
эндобдж
1235 0 объект
>
эндобдж
1236 0 объект
>
эндобдж
1237 0 объект
>
транслировать
HM @: NkaΎbxTO
V6lvȄIV =] Ǐpss | 8u {w’G (Lh5ZN` | wgO5 ^ 8ZT’E] [JQ ٖ «RDrk) b + EB2-E \ Wb @ -6h6HaFN + wr # Msa ‘{B +’
]р_
S6? = H`ZBUdS2d4> 8yx | _-˨! ,, Z) K6 ZKkWE «0R + Ʒi5R9MDE ~ -O.»WB V | yl9Z
\ jx & կ Wn ֲ ja͝ & j! 3?
Производство и контроль качества ячеистого бетона
Ячеистый бетон можно производить разными способами. Для любого конкретного приложения размер проекта, тип проекта и требуемые свойства материала будут определять наилучший метод производства и последующие требования к оборудованию. Независимо от требований к проекту и материалам, использование правильного оборудования и исходных материалов, а также надлежащие меры контроля качества обеспечат успех вашего проекта.
Способы производства ячеистого бетона
Метод серийного производства
Первый метод производства ячеистого бетона также является самым простым методом, то есть серийным способом производства. Подразумевается, что ячеистый бетон производят партиями. Базовую суспензию готовят в смесителе, а затем добавляют пену, образующуюся извне. Типы миксеров могут сильно различаться, включая коллоидные миксеры и транзитные миксеры для готовой смеси. Даже порционное смешивание в ведре ручным дрель-миксером может дать хорошие результаты.
Для достижения желаемой плотности необходимо выполнить расчеты конструкции смеси, чтобы определить, сколько пены добавить к заданному объему основной суспензии. Требуемый объем пены вместе с мощностью пенообразователя затем используется для расчета времени, в течение которого пена должна быть впрыснута в смеситель. Наш калькулятор расчета смеси — отличный инструмент для расчета пропорций и времени доз пены.
Пена обычно добавляется в смеситель во время перемешивания, и ее всегда следует добавлять в последнюю очередь.Перед добавлением пены в смеситель важно тщательно перемешать другие материалы.
После добавления необходимого количества пены миксер продолжает перемешивание до тех пор, пока пена полностью не смешается до однородного состояния. (При использовании коллоидного смесителя пену нельзя смешивать с помощью смесительного насоса с большим усилием сдвига, ее следует добавлять во вторичный резервуар.)
После гомогенного перемешивания ячеистой суспензии следует начинать укладку материала. Часто задаваемый вопрос: «Как долго вы можете оставить перемешивание клеточной суспензии?» Ответ состоит в том, что существует слишком много факторов, чтобы дать универсальный ответ.Учитываются качество пены, плотность ячеек, тип смесителя, конструкция основной смеси для суспензии и температура окружающей среды.
Если предположить, что любой из упомянутых факторов не слишком отклоняется от нормы, во многих случаях смесь может быть оставлена в смесителе. в течение как минимум 30 минут, а во многих случаях намного дольше, прежде чем возникнет необходимость в установке. Если ячеистая смесь будет оставаться в миксере на длительный период времени, лучше всего позволить материалу продолжать перемешивание, хотя и с медленной скоростью.
Вообще говоря, процесс периодического смешивания лучше подходит для небольших производственных потребностей, а также требует меньших инвестиций в оборудование для получения ячеистого бетона.В периодическом процессе можно легче контролировать плотность без большого опыта. Кроме того, управление плотностью может быть проще, если требуемые объемы материала меньше или требуется много пусков и остановок во время укладки.
Непрерывный способ производства
Второй метод производства ячеистого бетона известен как непрерывный производственный процесс. Во многих случаях ячеистый бетон или вспененный цемент необходимо перекачивать к месту укладки. Если используется насос, то пену можно впрыскивать и смешивать в потоке на шланге насоса, а не в смесителе.
Этот метод производства может обеспечить множество преимуществ, включая более высокую производительность, более высокие объемы производства для любого размера смесителя и возможность регулировать плотность ячеек «на ходу».
Сравнение двух методов производства с проектом, требующим 100 ярдов ³ (76,46 м³) 30 PCF материала, выглядит следующим образом: При использовании метода серийного производства потребовалось бы 10 грузовиков для доставки и смешивания необходимого количества материала. Каждый грузовик доставит примерно три ярда³ (2.29 м³) основного раствора, к которому следует добавить семь ярдов³ (5,35 м³) пены. Кроме того, на месте потребуется отдельный насос, если материал необходимо перекачивать к месту размещения.
При использовании непрерывного метода потребуется всего четыре грузовика, каждый из которых доставляет примерно семь с половиной ярдов³ (5,73 м³) основного раствора. Полные грузовые автомобили с жидким навозом выгружаются из смесителя в бункер насоса для ячеистого бетона, и 70 ярдов3 (53,52 м³) пены, необходимые для достижения 100 ярдов³ (76.Затем закачивается 46 м3 материала 30 PCF и смешивается на линии, пока материал перекачивается.
Непрерывный производственный процесс — это «динамический» производственный процесс, означающий, что все входные данные, т. Е. Скорость перекачивания суспензии, скорость производства пены, давление в системе и на линии, могут изменяться, а также при изменении объема и плотности материала. произведено будет меняться.
Из-за этих факторов этот процесс обычно требует дополнительных знаний и опыта, и, что наиболее важно, оборудования, предназначенного для этого типа производства.Однако при надлежащем обучении и оборудовании оператор может быстро освоить метод непрерывного производства и воспользоваться его преимуществами.
Контроль качества ячеистого бетона
При любом методе производства существует ряд факторов контроля качества, которые влияют на успех производства. Ниже приведены некоторые из универсально применимых рекомендаций, которым следует следовать.
Приготовление основной суспензии
Базовая суспензия должна быть хорошо перемешана. Необходимо тщательно перемешать, чтобы гарантировать, что все сухие материалы хорошо распределены в суспензии перед смешиванием с пеной.
Для серийного производства базовый раствор должен содержать все вяжущие материалы и воду, смешанные вместе, прежде чем пена будет добавлена в смеситель. Если после пены были добавлены какие-либо сухие материалы, весьма вероятно, что после того, как сухой материал войдет в контакт с пеной, пузырьки пены лопнут.
Для любого производства ячеистого бетона при приготовлении суспензии в смесителе барабанного типа необходимо следить за тем, чтобы порошок не «слежался» по бокам барабана или не «набивался» на дне барабана.
Хорошим индикатором того, что суспензия не была перемешана достаточно хорошо, являются портландские шарики или агломерация портландцемента внутри суспензии. Часто это можно наблюдать, когда суспензия выгружается из смесителя.
В зависимости от размера скоплений они могут быть видны или обнаруживаться только при ощупывании жидкого навоза руками. Когда происходит агломерация, это указывает на то, что вяжущие материалы плохо диспергируются и могут привести к снижению прочности ячеистого бетона на сжатие.Использование разбавителей воды, пластификаторов или дисперсионных смесей может помочь в решении этой проблемы.
Хотя при использовании любых смесей, необходимо провести тестирование на совместимость, чтобы убедиться, что смесь не вступает в реакцию с пеной. В худшем случае ад-смесь вызовет разрыв пузырьков пены, в результате чего ячеистая суспензия разрушится либо в смесителе, либо после размещения.
Использование Fresh Portland
Portland действительно имеет срок годности. Если Portland оставить неиспользованным слишком долго, может начаться процесс гидратации, что приведет к получению ячеистого бетона плохого качества.Это особенно заметно с материалами в мешках, которые можно приобрести в розничных точках, хотя это действительно происходит, когда Portland хранится где-нибудь слишком долго.
Обнаружение твердых шариков портлендского порошка в мешке или контейнере для хранения является ключевым показателем того, что Портленд слишком стар, чтобы его можно было надежно использовать для производства. При использовании ячеистый материал может иметь более низкую, чем ожидалось, прочность или может также привести к образованию суспензии, которая не схватится до того, как проявится некоторое разрушение ячеистого материала.
Использование высококачественных концентратов пены
Хороший пеногенератор, вероятно, сможет сделать то, что кажется хорошей пеной для использования в ячеистом бетоне — с любым пенообразователем — даже с мылом для посуды.
Однако, если пенообразователь не был разработан таким образом, чтобы выдерживать суровые условия процесса смешивания и процесса укладки (особенно перекачивания), ячеистый материал во многих случаях разрушается или раздавливает пузырьки пены в процессе производства и укладки.Меньшая плотность и более высокий подъем усугубляют проблему.
Ключевым показателем хорошего пеноконцентрата для ячеистого бетона является его способность выдерживать более высокие подъемы материала. ASTM C869 — это стандартный набор для пенообразователей, используемых при производстве ячеистого бетона. Стандарт разработан для проверки прочности пены и ее способности оставаться неповрежденной на протяжении всего процесса смешивания и перекачивания.
Как минимум рекомендуется использовать сертифицированную ASTM пену для производства ячеистого бетона, хотя это не означает, что все пенопласты, соответствующие стандарту, одинаковы.
Как упоминалось ранее, высота подъема является хорошим показателем качества пенопласта, и не все пенопласты, сертифицированные ASTM, имеют одинаковую эффективность по этому показателю. При прочих равных условиях, чем выше достигаемая подъемная сила, тем лучше пенообразователь.
Использование оборудования для производства пены хорошего качества
Вообще говоря, чем меньше пузырь пены, тем выше долговечность ячеистой суспензии во время производства и размещения.
Хорошее оборудование для пенообразования будет производить пену с консистенцией «крема для бритья» и очень маленьким размером пузырьков.Кроме того, хороший пеногенератор позволит оператору контролировать выход пены, плотность пены и соотношение воды к концентрату и будет постоянным при каждом использовании.
При выборе оборудования для производства пены, как и при покупке любого оборудования, следует учитывать общее качество сборки и конструкции. Оборудование, рассчитанное на долговечность и удобство обслуживания, имеет решающее значение для обеспечения стабильной работы и качества пены из года в год.
Определение и поддержание надлежащего отношения воды к концентрату для пены и поддержание плотности пены
Несмотря на отсутствие отраслевого стандарта, большинство производителей пены рекомендуют соотношение воды и концентрата 40: 1.Это может варьироваться в зависимости от пены. Однако Richway рекомендует это в качестве отправной точки для нашего концентрата CMX.
Кроме того, мы рекомендуем начальную точку для плотности пены три фунта на кубический фут. Опять же, это может варьироваться в зависимости от производителя. Обычно соотношение 40: 1 и плотность 3PCF позволяют производить практически любую конструкцию ячеистой бетонной смеси. Однако, в зависимости от области применения, соотношение воды и концентрата и плотность пены могут незначительно варьироваться.
Если вы думаете о пузыре пены как о простом воздухе, который содержится в пленке из поверхностно-активного вещества и воды, то поверхностно-активное вещество — это то, что придает пузырьку прочность и позволяет пузырьку выжить в процессе смешивания и размещения.Если используется более высокое соотношение воды и концентрата, тем тоньше будет стенка пузыря. То же самое и с пеной меньшей плотности.
При этом есть много случаев, в которых более высокое соотношение воды и концентрата и более низкая плотность пены могут быть успешно использованы, даже в материалах с меньшей плотностью (например, 30 PCF) и в более сложных местах (например, более длинные расстояния откачки и высоты подъема). Пользователи, вероятно, обнаружат, что при тщательном контроле процесса и тестировании это правда.
Подготовка, обращение и разрыв испытательных цилиндров
Как и в случае с любым вяжущим материалом, изготовление цилиндров для образцов для испытаний является важным компонентом контроля качества.ASTM 495 — это стандарт, который описывает надлежащую процедуру изготовления испытательных цилиндров из ячеистого бетона.
Здесь следует отметить несколько важных моментов. При изготовлении цилиндров из ячеистого бетона не следует подвергать материал стержням. Заполните цилиндр наполовину и постучите по бокам, чтобы удалить любые застрявшие воздушные карманы. После заполнения еще раз постучите по бокам и снимите верх перед укупоркой.
После изготовления баллонов дайте им постоять не менее 24 часов перед обращением или транспортировкой.Их следует размещать в защищенном от вибрации месте, а в идеале — где-нибудь, где можно контролировать температуру, например, в холодильнике. Если во время начального схватывания с ними обращаются / подвергаются слишком сильной вибрации, пузырьки могут лопнуть и вызвать схлопывание материала или могут возникнуть микронапряжения, что приведет к более низким, чем ожидалось, результатам прочности.
Перед испытанием на сжатие баллонам необходимо дать достаточно высохнуть на воздухе. Испытание баллона, который все еще содержит влагу, покажет низкую прочность на разрыв.
Кроме того, сушильные цилиндры в печи должны использоваться только для проверки сухого веса, а не для испытаний на сжатие. Обычно мы полагаем, что разница в весе между влажным и сухим материалом составляет примерно 5% уменьшение плотности. Тем не менее, это следует проверять для любого заданного дизайна смеси, поскольку различия в расходах материалов будут давать различия между влажным и сухим весом.
Перед тем, как цилиндры сломаются, важно подготовить их с помощью герметика. Это помогает обеспечить сквозную перпендикулярность и устраняет любые краевые дефекты, возникшие во время процесса извлечения из формы.
Использование машины для испытаний на сжатие подходящего размера важно для получения точных результатов. Пресс, рассчитанный на максимальную производительность, в 10 раз превышающую ожидаемую прочность материала, является хорошим ориентиром.
В случае испытания цилиндров 3X6 из материала 30 PCF, мы ожидаем в диапазоне прочности на сжатие 200–250 фунтов на квадратный дюйм, или 1428–1785 фунтов общей сжимающей силы. Так что в идеале пресс с цилиндрическим разрывом имеет максимальную мощность около 18 000 фунтов. будет использоваться. Можно также использовать прессы меньшего размера, если они не недооценены.
Контроль плотности
Поскольку прочность ячеистого бетона напрямую зависит от плотности, чрезвычайно важно проверять плотность материала на протяжении всего проекта.
Во многих случаях спецификации проектов могут требовать только одного цилиндра (который будет испытываться на сжатие) каждый час или на определенное количество произведенных грузовиков или ярдов. Однако более частый отбор образцов плотности материала, особенно в начале проекта, помогает гарантировать, что все оборудование и материалы выбраны правильно для проекта.
Недостаточно частый мониторинг плотности или в нужном месте может стоить больших денег. Если плотность материала слишком мала, он может не соответствовать требованиям прочности на сжатие. Если материал слишком тяжелый, это означает, что было использовано больше материалов, чем необходимо, и стоит больше денег, чем необходимо.
При производстве и размещении материала периодическим методом обычно можно отбирать пробы материала по мере его поступления из смесителя непосредственно в точку размещения. Отбор проб должен производиться путем выгрузки материала из миксера в большой сосуд, например, пятигаллонное ведро, а затем зачерпывание материала оттуда в испытательные цилиндры.
Однако, если для размещения используется насос, отбор проб может оказаться более сложной задачей. Образцы следует брать в месте размещения или как можно ближе к месту размещения. Если ячеистый бетон смешивается в смесителе и проверяется плотность при его поступлении в насос, вероятно, может быть разница в плотности на конце шланга насоса.
При перекачивании ячеистого бетона (это означает, что пена была добавлена перед подачей в насос), некоторые из пузырьков могут раздавиться или лопнуть во время процесса.Однако это не всегда так, поскольку здесь действует множество факторов. Если это произойдет, это приведет к более высокой плотности материала в месте размещения.
При взятии пробы с конца шланга насоса не просто помещайте цилиндр в поток материала, чтобы заполнить цилиндр. Захватите все поперечное сечение потока материала в контейнер большего размера, например, в ведро на пять галлонов, и зачерпните материал в цилиндр.
Причина этого в том, что если поперечное сечение потока материала отличается, то часть, из которой он был взят, может не дать хорошего представления о плотности материала в совокупности.
Часто ячеистый бетон закачивают в глухую переборку, как в случае применения скользящей футеровки, или в подземные заброшенные объекты, такие как канализационные линии или подземные резервуары. В таких сценариях может быть невозможно получить доступ к материалу, поступающему непосредственно из конца шланга.
Распространенным методом отбора материала пробы является создание «испытательного тройника» на переборке или там, где шланг насоса присоединяется к точке доступа. Тройник с шаровым краном на нем позволит отбирать пробу материала для проверки плотности.В идеале шаровой клапан должен иметь тот же размер, что и насосный шланг, так что снова полный поток материала может быть выгружен в контейнер для отбора проб.
Как показано на рисунке, у тестового тройника есть трехдюймовый изгиб, который должен быть повернут вниз, чтобы легче удерживать материал. Трехдюймовый колено используется на двухдюймовой линии, чтобы замедлить скорость материала, выходящего из тройника. Если контрольный тройник не нужен, увеличение диаметра шланга на последние несколько футов — хороший способ замедлить скорость материала при высокой производительности, что делает отбор проб материала более управляемым.
Использование правильного оборудования и методов для укладки с помощью насоса
При перекачивании ячеистого бетона может возникнуть множество проблем, связанных с обеспечением надлежащей плотности на конце шланга насоса, куда помещается материал. Тип насоса, размер шланга и длина шланга в зависимости от плотности; дизайн смеси; и производительность — все это важные факторы.
Используемый метод производства и оборудование — это другие важные аспекты, которые следует учитывать при укладке ячеистого бетона с помощью насоса.Подробнее о перекачке и укладке ячеистого бетона читайте здесь.
Просмотреть все ресурсы
Frontiers | Динамические характеристики пенобетона с вторичным кокосовым волокном
Введение
Пенобетон используется в качестве наполнителя для противоударных барьеров из-за его хороших энергопоглощающих свойств. Однако его существенные недостатки, в том числе низкая прочность, низкая ударная вязкость и легкое растрескивание, могут повлиять на характеристики конструкции и безопасность противоударных ограждений (Kearsley and Wainwright, 2001; Etkin et al., 2010; Кудяков, Стешенко, 2015). Многие существующие исследования подтвердили, что включение волокон в пенобетон может улучшить прочность, ударную вязкость, трещиностойкость и характеристики поглощения энергии (Zhang et al., 2011; Ma et al., 2012; Shen et al., 2012) . Волокна, обычно используемые в машиностроении, такие как стальное волокно, стекловолокно или другое синтетическое волокно, обычно имеют недостатки, связанные с поглощением высокой энергии и высоким потреблением ресурсов (Zhan et al., 2009; Wang, 2011; Shang and Song, 2016). , что может привести к загрязнению окружающей среды и увеличению стоимости проекта.Таким образом, существует необходимость в разработке новых альтернативных материалов. Койровое волокно (CF) — это такое возобновляемое переработанное растительное волокно с преимуществами хорошей экономии энергии, благоприятной защиты окружающей среды и превосходных механических свойств (Calado et al., 2000). Некоторые предыдущие исследования показали, что механические характеристики материалов на основе цемента можно улучшить, добавив CF. Ван и Чоу (Wang and Chouw, 2017) изучали динамическое поведение железобетона CF (CFRC) под действием ударных нагрузок падающим весом.Они обнаружили, что на характеристики CFRC при многократных ударах влияет длина CF, а CF длиной 25 и 50 мм имеет лучшую ударопрочность, чем 75 мм. Дансо и Ману (Danso and Manu, 2020) провели исследование влияния содержания CF (0,2–0,8% по весу) и содержания извести (0–15% по весу) на поведение грунтово-цементного раствора, указав, что оптимальный Прочность была записана при 0,2% CF и 5% добавке извести в образец. Али и др. (2012) исследовали влияние содержания CF (1, 2, 3 и 5% по массе цемента) и длины CF (2.5, 5 и 7,5 см) на механические и динамические свойства элементов из железобетона CF (CFRC). Результаты показали, что CFRC с длиной CF 5 см и содержанием CF 5% имеет лучшие свойства.
Как показано выше, было доказано, что CF может заменить эти обычные волокна в соответствии с требованиями энергосбережения и защиты окружающей среды. Однако большинство существующих исследований было сосредоточено на обычном бетоне с добавлением CF или пенобетоне с добавлением обычных волокон.Исследований по применению CF в пенобетоне было очень мало. Mohamad et al. (2018) провели экспериментальное исследование влияния содержания CF (0,1, 0,2 и 0,3% от общей массы цемента) на механические свойства и поведение пенобетона при изгибе. Было отмечено, что пенобетон с 0,3% CF испытал наименьшее распространение трещин, а прочность на сжатие, предел прочности на растяжение и модуль упругости пенобетона увеличивались с увеличением процента CF.Исследование Мохамада дало некоторые положительные результаты. Однако этого все же было недостаточно.
Исходя из этого, необходимо систематически и всесторонне изучать механическое поведение пенобетона CF, чтобы лучше понять влияние CF на характеристики пенобетона. В предыдущей работе было изучено влияние содержания CF на статическое поведение пенобетона CF, включая его свойства сжатия и изгиба. Результаты показали, что CF значительно улучшил статические характеристики пенобетона.Статическая прочность на сжатие увеличилась с 0,83 до 1,51 МПа при увеличении содержания CF от 0,0 до 1,5%, поглощение статической энергии увеличилось с 55,37 до 106,32 Дж при увеличении содержания CF с 0,0 до 2,0%, а статическая прочность на изгиб увеличилась с 0,33 до 0,73. МПа при увеличении содержания CF от 0,0 до 2,0%. Однако рост производительности пенобетона пошел вспять, когда CF превысил пороговое значение. Исходя из этого, необходимы дальнейшие исследования для изучения механической реакции пенобетона CF на ударную нагрузку, которая значительно отличается от таковой при статической нагрузке.
В этой статье динамические характеристики CF-пенобетона были исследованы с использованием экспериментальной технологии разделенной балки давления Хопкинсона (SHPB), классического экспериментального метода для проверки динамических свойств материалов Gray (2000). В общей сложности 54 образца круглой корки пенобетона, разделенных на шесть групп с шестью различными содержаниями CF, были использованы для изучения влияния содержания CF на режим разрушения, динамическую прочность на сжатие, поведение при напряжении и деформации и способность пенопласта поглощать энергию. бетон при трех давлениях газа.Кроме того, был проведен анализ микроструктуры с использованием сканирующего электронного микроскопа (SEM) и дифракции рентгеновских лучей (XRD), чтобы осветить микроскопический механизм CF-пенобетона для объяснения этого динамического поведения.
Экспериментальная программа
Сырье и подготовка образцов
Пенобетон CF, использованный в данном исследовании, был приготовлен путем смешивания пенобетона с CF шести различных объемных долей (0, 0,5, 1,0, 1,5, 2,0 и 2,5%) . Следует отметить, что содержание CF, приведенное в этом исследовании, относится к объемным долям.
Взяв в качестве сырья композитный портландцемент P.C32.5R, кокамидопропилбетаин CAB-35 (пенообразователь), гидроксипропилметилцеллюлозу (стабилизатор пены), нанокремниевый диоксид (усиливающий пенообразователь), подробные параметры свойств которых были Пенобетон, предусмотренный в Т1-5, производился в следующие этапы. Во-первых, пена была приготовлена путем смешивания стабилизатора пены, армирующего агента, пенообразователя и воды в весовом соотношении 0,05: 0,2: 1: 7,5. Во-вторых, цементный раствор производился в смесителе с водоцементным соотношением 0.5. В-третьих, пену выливали в цементный раствор в объемном соотношении 1: 2 и затем перемешивали в смесителе для раствора в течение 3 мин.
ТАБЛИЦА 1 . Свойства цемента.
ТАБЛИЦА 2 . Параметры свойств пенообразователя.
ТАБЛИЦА 3 . Параметры свойств пенного стабилизатора.
ТАБЛИЦА 4 . Параметры свойств пенопласта.
ТАБЛИЦА 5 . Параметры свойства CF.
Перед добавлением CF в пенобетон, CF следует предварительно обработать для улучшения характеристик (Wang and Chouw, 2017).В этом исследовании CF замачивали в течение 30 минут после повторной очистки и кипятили в течение 2 часов в электротермостатическом водном шкафу. После этого кипяченый CF сушили при постоянной температуре 60 ° C в течение 24 ч с использованием электрического термостатического сушильного шкафа. Эти высушенные CF затем разрезали на мелкие кусочки длиной 20 ± 2 мм.
Производство пенобетона CF было завершено после того, как CF постепенно добавлялся в пенобетонный раствор и перемешивался в течение примерно 2 минут, чтобы гарантировать, что части CF были равномерно распределены в бетонном растворе.
В общей сложности 54 образца круглого пирога диаметром 75 мм и толщиной 35 мм были отлиты, выполнив следующие действия: во-первых, формы были предварительно обработаны маслом для облегчения извлечения из формы. Во-вторых, раствор из пенобетона CF заливался в формы и подвергался механической вибрации, чтобы избежать образования сот и отверстий. Наконец, все 54 образца, поровну разделенные на шесть групп в соответствии с содержанием CF, были отверждены в течение 28 дней после извлечения из формы. Образец описан на рисунке 1, а процесс производства пенобетона CF показан на рисунке 2.
РИСУНОК 1 . Образец.
РИСУНОК 2 . Процесс производства пенобетона CF.
Методы испытаний
Испытание на сжатие при однократном ударе было проведено с помощью экспериментальной технологии SHPB для измерения механических свойств образцов при динамическом ударе (Davies and Hunter, 1963; Frew et al., 2001). В данном исследовании была принята установка SHPB диаметром 75 мм, состоящая в основном из системы нагружения, измерительной системы и системы сбора и обработки данных.В этой установке SHPB пуля имела диаметр 75 мм и длину 500 мм, падающий стержень имел диаметр 75 мм и длину 5,5 м, а направляющий стержень имел диаметр 75 мм и длину 3,5 м. Расстояния от двух тензометров на падающей балке до точки удара составляли 2,54 и 2,76 м соответственно, в то время как расстояние от деформографов на трансмиссионной планке до точки удара составляло 1 м. Подробная схематическая диаграмма экспериментальной установки показана на рисунке 3.
РИСУНОК 3 .Испытательное оборудование.
Экспериментальная рабочая процедура была представлена следующим образом. Сначала образец был отполирован с использованием высокоточного шлифовального станка для обеспечения гладкости и параллельности их двух поверхностей. Во-вторых, образец с вазелином, нанесенным на две его поверхности, помещали между падающим стержнем и трансмиссионным стержнем. В-третьих, была откалибрована система сбора сигналов и настроено давление газа. Наконец, клапан пневматического пистолета был выпущен, и пуля попала в упор.
Методика экспериментов SHPB была основана на предположении об одномерной упругой волне и предположении об однородности напряжения и деформации. Принцип работы установки ШПБ описывался следующим образом: пуля, приводимая в движение газом высокого давления, попадала в падающую штангу с определенной скоростью V 0 . Таким образом, генерировалась волна напряжения , , , , , (, ), которая распространялась в падающем стержне. В результате под действием этой волны происходила высокоскоростная деформация образца.Тем временем волна ε r ( t ) отражалась от образца к падающему стержню, в то время как волна ε t ( t ) передавалась от образца к трансмиссионная планка. После этого три сигнала деформации были измерены тензометрами и собраны индикатором динамической деформации. Затем сигналы данных обрабатывались с помощью профессионального программного обеспечения SHPB, после чего можно было получить динамические свойства образцов (Wang et al., 2011).
Согласно теории одномерных упругих волн, напряжение, деформация и скорость деформации образца можно сформулировать следующим образом:
σ = A02AsE0 [εi (t) −εr (t) −εt (t)] (1 ) ε · = C0Ls [εi (t) −εr (t) −εt (t)] (3)
Где ε i ( t ), ε r ( t ) и ε t ( t ) — падающая волна напряжения, отраженная волна напряжения и прошедшая волна напряжения, соответственно. A 0 — площадь поперечного сечения стержня. E 0 — модуль Юнга материала стержня. C 0 — скорость волны. A s и L s — исходная площадь поперечного сечения и длина образца соответственно.
Исходя из предположения об однородности напряжения и деформации в образце, соотношение между напряжением, деформацией и скоростью деформации может быть получено следующим образом:
Подставив уравнение.4 в уравнение. 1 экв. 3 затем превращается в
ε = −2C0Ls∫0tεr (t) dt (6)
Динамические свойства образца были рассчитаны в соответствии с приведенными выше уравнениями. В установке SHPB путем установки различных давлений рабочего газа (0,20, 0,25 и 0,30 МПа) скорость удара пули была скорректирована для создания различных волн напряжения. ε r ( t ) и ε t ( t ), которые соответствовали разным скоростям деформации.Девять идентичных образцов в каждой из шести групп были поровну разделены на три комплекта и подвергались ударным нагрузкам при трех различных давлениях рабочего газа. Каждому образцу в каждом наборе присваивали порядковый номер: содержание CF — давление газа. Например, образец с номером CF1.5-AP0.25-3 является третьим из установленных на давление газа 0,25 МПа с содержанием CF 1,5%. Более подробные параметры испытаний представлены в Таблице 6.
ТАБЛИЦА 6 . Параметры образца.
Кроме того, было проведено микроскопическое исследование на основе SEM и XRD для дальнейшего объяснения механизма изменения характеристик пенобетона CF. После испытаний SHPB в общей сложности 18 типичных поврежденных образцов, равномерно выбранных из шести групп, были обработаны для анализа микроструктуры. Морфологию образцов наблюдали с помощью SEM, а фазовый состав образцов характеризовали с помощью XRD. Кроме того, параметры поровой структуры образцов определялись методом анализа изображений (Zhang et al., 2015; Райяни и др., 2016).
Результаты и анализ
Экспериментальные результаты были сопоставлены и проанализированы для изучения влияния содержания CF на динамические характеристики пенобетона. Следует отметить, что экспериментальные данные образцов с содержанием CF 2,5% при давлении газа 0,3 МПа отсутствовали из-за некоторых проблем в испытательном оборудовании.
Режимы отказов
Для облегчения обсуждения видов отказов из каждого набора для анализа был выбран один репрезентативный образец.F4F6 описывает поврежденные образцы с различным содержанием CF при трех давлениях газа. Образцы без CF разорвались на мелкие кусочки или рассыпались в порошок, что, очевидно, привело к хрупкому разрушению, как показано на рисунках 4A, 5A, 6A. При увеличении содержания CF от 0,5 до 1,5% образцы представляли меньше повреждений и в основном сохраняли свою целостность с небольшими разрывами и отслаиваниями на краях, как показано на рисунках 4B – D, 5B – D, 6B – D. Даже при высоком давлении газа 0,3 МПа, как показано на рисунках 6B – D, эти образцы с адекватным содержанием CF также рвутся только по краям, вместо того, чтобы рассыпаться в порошок или разламываться на мелкие кусочки, что указывает на то, что включение с достаточным содержанием CF может эффективно улучшить сопротивление деформации пенобетона и способствовать режиму разрушения образца от хрупкого разрушения до пластичного разрушения.Это в основном связано с улучшающим эффектом CF на целостность и ударопрочность бетонной матрицы. Однако режимы отказа показали небольшие изменения для образцов с содержанием CF 2,0 и 2,5%, как показано на рисунках 4E, F, 5E, F, 6E. Эти образцы с чрезмерным количеством CF имели тенденцию демонстрировать удивительно похожие режимы разрушения, что указывает на то, что эффективность CF была ограничена в улучшении пластичности и ударопрочности пенобетона.
РИСУНОК 4 .Режимы отказа при давлении газа 0,2 МПа (А) CF0.0-AP0.20-1 (B) CF0.5-AP0.20-3 (C) CF1.0-AP0.20- 1 (D) CF1.5-AP0.20-2 (E) CF2.0-AP0.20-3 (F) CF2.5-AP0.20-3.
РИСУНОК 5 . Режимы отказа при давлении газа 0,25 МПа (А) CF0.0-AP0.25-2 (B) CF0.5-AP0.25-3 (C) CF1.0-AP0.25- 3 (D) CF1.5-AP0.25-1 (E) CF2.0-AP0.25-3 (F) CF2.5-АП0.25-1.
РИСУНОК 6 . Режимы отказа при давлении газа 0,3 МПа (А) CF0.0-AP0.30-3 (B) CF0.5-AP0.30-3 (C) CF1.0-AP0.30- 2 (D) CF1.5-AP0.30-1 (E) CF2.0-AP0.30-3.
Динамическая прочность на сжатие
На рисунке 7 показаны значения динамической прочности на сжатие и коэффициенты динамического увеличения образцов, причем разные цвета представляют разные давления газа: серый для 0,2 МПа, красный для 0,25 МПа и синий для 0.3 МПа.
РИСУНОК 7 . Прочность на динамическое сжатие и коэффициент динамического увеличения (A) Прочность на динамическое сжатие (B) Коэффициент динамического увеличения.
Из рисунка 7A можно видеть, что изменяющиеся тенденции динамической прочности на сжатие с увеличением содержания CF были в основном идентичны при разных давлениях газа, то есть сначала увеличивались, а затем уменьшались. Возьмите изменяющуюся кривую динамической прочности на сжатие с содержанием CF при давлении газа 0.Например, 20 МПа (серая кривая на рисунке 7A). Прочность на сжатие образцов с содержанием CF 0,0, 0,5, 1,0, 1,5, 2,0 и 2,5% составляла 1,55, 1,65, 1,93, 2,27, 2,13 и 1,23 МПа соответственно. Было обнаружено, что образец без CF имел низкую прочность на сжатие 1,55 МПа. При добавлении CF прочность на сжатие быстро возрастала и достигла максимального значения 2,27 МПа при содержании CF 1,5%. Скорость роста прочности на сжатие составила 46,45%. Аналогично для двух других изменяющихся кривых при давлении газа 0.25 и 0,3 МПа оптимальное содержание CF для получения максимальной динамической прочности на сжатие также составляло 1,5%. При добавлении 1,5% CF образцы имели самую высокую динамическую прочность на сжатие 3,18 МПа (при давлении газа 0,25 МПа) и 4,21 МПа (при давлении газа 0,30 МПа). Это показало, что CF оказывает очевидное улучшающее влияние на динамические сжимающие свойства пенобетона.
Однако динамическая прочность образцов на сжатие снижается, когда содержание CF превышает 1.5% и упали до минимальных значений при содержании CF 2,5%. Также возьмите серую кривую (при давлении газа 0,20 МПа) на рисунке 7А. Например, динамическая прочность на сжатие образца с содержанием CF 2,5% составила 1,23 МПа, что даже ниже, чем у образца без CF. Это продемонстрировало, что улучшение динамической сжимаемости пенобетона, которое сильно зависит от содержания CF, будет прекращено, когда содержание CF превысит пороговое значение (1,5% в этом исследовании).
Кроме того, все образцы оказались более прочными при более высоком давлении газа из-за эффекта скорости деформации (Sun et al., 2018). Более высокая ударная нагрузка (т.е. более высокое давление газа) соответствовала большей скорости деформации нагружения, что способствовало увеличению прочности на сжатие.
В предыдущем исследовании была проверена и получена статическая прочность на сжатие пенобетона CF с таким же составом смеси. Результат показал, что при увеличении содержания CF от 0,0 до 2,5% статическая прочность на сжатие сначала увеличивалась, а затем уменьшалась, значения которой равнялись 0.82, 0,96, 1,20, 1,51, 1,42 и 0,73 МПа соответственно. Очевидно, изменяющийся закон статической прочности на сжатие в основном совпал с законом динамической прочности на сжатие. Это показало, что CF показал одинаковый эффект как на динамическую, так и на статическую прочность на сжатие.
Чтобы лучше понять механизм изменения характеристик бетона, влияние CF на характеристики бетона было обсуждено на основе результатов SEM и XRD как с положительных, так и с отрицательных сторон.
С положительной стороны, CF показал улучшение характеристик бетона.Было известно, что механическая прочность бетона в основном связана с гелем гидрата силиката кальция (гель C-S-H), основным продуктом гидратации цемента, который обладает высокими характеристиками сжатия, но плохо ведет себя при растяжении и вязкости. После того, как CF был добавлен в пенобетон, матрица, агрегат кристаллогидратов, включающий непрореагировавшие частицы цемента и продукты гидратации, связанные с CF, образуют пространственную сетчатую структуру с хорошей целостностью, как показано на Рисунке 8. Водородная связь между CF лигнином и гель CSH, а также высокая прочность на разрыв CF способствовали отличной межфазной связи между CF и матрицей, что привело к значительному повышению прочности бетона (Uygunolu, 2008; Yang et al., 2010).
РИСУНОК 8 . Структура космической сети.
Между тем, гидроксид кальция, другой продукт гидратации цемента, увеличился с 870 до 1 473 а. u. с увеличением содержания CF от 0,0 до 2,5%, как показано в спектре XRD на Фигуре 9A. Это указывает на то, что CF вызывает увеличение гидроксида кальция, хотя он не участвует в реакции гидратации цемента. Как видно из рисунка 9B, гидроксид кальция может заполнять поры в бетоне, увеличивая плотность бетона, улучшая межфазную связь между CF и цементной матрицей и предотвращая возникновение и расширение трещин в бетоне, что приводит к лучшим характеристикам бетона.
РИСУНОК 9 . Микроструктура (A) Спектр XRD (B) Результат СЭМ.
Более того, как видно из Фиг.10, поры становились меньше, меньше и более однородными при добавлении CF. Пористость и средний диаметр пор уменьшались с увеличением содержания CF. Разница между значением округлости и 1,0 (оптимальное значение округлости), которое отражает регулярность формы пор, также уменьшилась после добавления CF. Это также подтвердило, что правильное содержание CF улучшило характеристики бетона, способствуя лучшей структуре пор бетона (Zhu et al., 2017; Чжоу и др., 2019).
РИСУНОК 10 . Структура пор (A) Фотография сечения образца в высоком разрешении (B) Параметры структуры пор.
Однако CF также оказал негативное влияние на характеристики бетона. CF привел к падению интенсивности геля C-S-H с 2436 до 1445 a. u., как показано на рисунке 9A, что отрицательно сказалось на прочности бетона. Чрезмерное количество CF поглотило слишком много воды и соединилось с образованием агломератов, что привело к появлению сухих усадочных трещин и плохой текучести цементного раствора.Кроме того, внутренние пузырьки прорезались избытком CF и сливались в поры в форме стержней. Что касается структуры пор, то поры были слишком маленькими и неоднородными.
Эти данные свидетельствуют о том, что, когда содержание CF было меньше порогового значения, положительный эффект играл доминирующую роль, приводя к увеличению прочности бетона. Однако, как только содержание CF превышает пороговое значение, отрицательный эффект начинает перевешивать положительный, что приводит к ухудшению прочности бетона.
Коэффициент динамического увеличения был рассчитан по формуле.8 согласно (de Andrade Silva et al., 2011):
, где DIF — коэффициент динамического увеличения, f c, d — динамическая прочность на сжатие и f c, s — статическая прочность на сжатие.
DIF обычно имеет тенденцию сначала падать, а затем повышаться, как на Рисунке 7B. Возьмите две красные кривые (при давлении газа 0,25 МПа) на рисунках 7A, B в качестве примеров, DIF, очевидно, имел совершенно противоположную тенденцию изменения прочности на динамическое сжатие.При увеличении содержания CF от 0,0 до 1,5% динамическая прочность на сжатие увеличивалась, а DIF вместо этого снижалась. Когда содержание CF составляло более 1,5%, прочность на динамическое сжатие начинала снижаться, в то время как DIF начинал медленно расти. После того, как содержание CF превысило 2,0%, скорость снижения динамической прочности на сжатие и скорость роста DIF резко увеличились. Это продемонстрировало меньшее влияние содержания CF на динамическую прочность на сжатие, чем на статическую прочность на сжатие. Сравнение между динамической прочностью на сжатие и статической прочностью на сжатие также показало, что динамическая прочность на сжатие имеет меньшую скорость изменения, чем статическая прочность на сжатие.
Более того, порог содержания CF был меньше в случае более высоких давлений газа. Как показано на Рисунке 7B, порог содержания CF для начала увеличения DIF составлял 2% при давлении газа 0,2 МПа, но 1,5% при давлении газа 0,25 МПа и только 0,5% при максимальном давлении газа 0,3 МПа. Это было приписано более низкой статической прочности на сжатие образцов с меньшим CF и более значительному динамическому эффекту при более высоком давлении газа.
Кривые напряжение-деформация
Кривые напряжения-деформации при динамическом сжатии (SS) можно разделить на три сегмента, как показано на рисунке 11A: восходящий сегмент (O – A), платформенный сегмент (A – B) и нисходящий сегмент (B). —С).На рисунках 11B – D представлены кривые SS образцов с различным содержанием CF при 3 давлениях газа, где шесть разных цветов представляют 6 содержаний CF: черный для 0,0%, красный для 0,5%, синий для 1,0%, зеленый для 1,5%, фиолетовый для 2,0%, а желтый — 2,5%.
РИСУНОК 11 . Кривые напряжение-деформация (A) Схема (B) Кривые SS при давлении газа 0,2 МПа (C) Кривые SS при давлении газа 0,25 МПа (D) Кривые SS при давлении газа 0.3 МПа.
В восходящем сегменте (O – A) все особи демонстрировали схожее поведение S – S. Напряжение увеличивалось приблизительно линейно до пикового значения (точка А) с высокой скоростью, указывая на то, что образец проявлял упругие свойства. При увеличении содержания CF пиковое напряжение (точка A) сначала увеличивалось до максимального значения, когда содержание CF составляло 1,5%, а затем упало до минимального значения, когда содержание CF составляло 2,5%. Одновременно пиковая деформация O – A (деформация в точке A) сначала уменьшалась, а затем увеличивалась с увеличением содержания CF.Это можно объяснить анализом микроструктуры в Dynamic Compression Strength .
Модуль упругости, то есть наклон O – A, как показано на рисунке 11A, на этом этапе был приблизительно равен σ p / ε a . Из рисунков 11B – D можно было наблюдать, что модуль упругости сначала увеличивался, а затем уменьшался с увеличением содержания CF. Модуль упругости при давлении газа 0,25 МПа (т.е., наклон кривых на фиг. 11C), например, сначала увеличивался до максимума, когда содержание CF увеличивалось до 1,5%, затем уменьшался до минимума, когда содержание CF увеличивалось до 2,5%. Увеличение модуля упругости было приписано улучшающему эффекту CF на характеристики бетона, в то время как уменьшение модуля упругости можно объяснить в соответствии с теорией композитных материалов (Swamy, 1970): в CF-пенобетоне модуль упругости матрицы бетона был скомпрометирован более низким модулем упругости CF.Когда содержание CF было не более 1,5%, CF ограниченно вычитал модуль упругости бетонной матрицы, но в основном улучшал его. В то время как после превышения CF эффект уменьшения CF становился все более очевидным, постепенно компенсировал и перевешивал эффект улучшения и в конечном итоге приводил к окончательному снижению модуля упругости.
В сегменте платформы (A – B) трещины распространились на большую ширину, вызывая достаточное напряжение растяжения в CF, чтобы нейтрализовать напряжение сжатия в матрице.Таким образом, после точки А напряжение больше не показывало значительных изменений, в то время как деформация продолжала расти, что указывает на то, что пенобетон CF вступил в пластическую деформацию. Плато напряжений, соответствующее пиковому напряжению, сначала увеличивалось, а затем уменьшалось с увеличением содержания CF, с его значением при давлении газа 2,0 МПа, например, близким к 1,55, 1,75, 1,9, 2,5, 2,1 и 1,25 МПа, когда содержание CF было 0,0, 0,5, 1,0, 1,5, 2,0 и 2,5% соответственно.
Как показано на рисунке 11A, ширина плато напряжений A – B (т.е.е., ε b минус ε a ) может быть использовано для оценки способности образца к пластической деформации. Возьмем в качестве примера кривые SS на рисунке 11C, ширина плато при давлении газа 2,5 МПа сначала увеличивалась, а затем уменьшалась с увеличением содержания CF. уменьшается при избытке CF. Это было связано с тем, что характеристики соединения CF с матрицей сначала улучшались, а затем ослаблялись с увеличением содержания CF, что также можно объяснить анализом микроструктуры, разработанным в Dynamic Compression Strength .
В нисходящем сегменте (B – C) кривая начала снижаться после точки B с уменьшением напряжения и увеличением деформации, что свидетельствует о том, что образец теряет свою несущую способность. Это произошло потому, что по мере дальнейшего развития трещин CF вырывался из матрицы или разрывался, что приводило к нарушению соединения между CF и матрицей. Более того, из рисунков 11B – D можно было наблюдать, что ширина O – C (т. Е. Общая деформация), представляющая динамическую деформационную способность CF-пенобетона, увеличивалась с повышением давления газа, что было связано с деформацией эффект скорости, упомянутый в Dynamic Compression Strength .
Поглощение энергии
Динамическое поглощение энергии сжатия, значение которого равно площади под кривой S-S, было рассчитано по формуле. 9 (Su et al., 2010):
, где S — поглощение энергии, σ — напряжение, ε — деформация и ε p — пиковая деформация. На рисунке 12A представлена схема для расчета поглощения энергии.
РИСУНОК 12 . Способность к поглощению энергии (A) Схема (B) Поглощение энергии образцами.
Кривые изменения поглощения энергии в зависимости от содержания CF были получены и показаны на Рисунке 12B с тремя разными цветами, отличающими три давления газа: серый для 0,2 МПа, красный для 0,25 МПа и синий для 0,3 МПа.
Результаты испытаний показали, что поглощение энергии имело тенденцию к увеличению раньше и уменьшению позже с увеличением содержания CF. Возьмем для примера серую кривую (при давлении газа 0,2 МПа), поглощение энергии образцами составило 4,8, 5,1, 6,7, 7,9, 8,9 и 5.3 Дж с содержанием CF 0,0, 0,5, 1,0, 1,5, 2,0 и 2,5% соответственно. Было обнаружено, что образец без CF имел низкое поглощение энергии 4,8 Дж. После добавления CF поглощение энергии явно увеличивалось. Образец с содержанием CF 2,0% показал лучшее поглощение энергии 8,9 Дж. Скорость роста поглощения энергии составила 85,42% при увеличении содержания CF от 0,0 до 2,0%. Аналогично, для двух других изменяющихся кривых при давлении газа 0,25 и 0,3 МПа поглощение энергии достигло своих максимальных значений 14.9 и 22,4 Дж соответственно при содержании CF 1,5%.
Более того, в предыдущем исследовании статических характеристик пенобетона CF с тем же составом смеси было доказано, что CF оказывает такое же влияние на поглощение статической энергии сжатия пенобетоном. Результат показал, что статическое поглощение энергии сжатия увеличилось с 55,37 до 106,32 Дж при увеличении содержания CF с 0,0 до 2,0%. Темп роста составил 92,02%.
Все они подтвердили, что способность пенобетона к поглощению энергии может быть эффективно улучшена за счет добавления CF.
Однако рост поглощения энергии пошел вспять, когда содержание CF превышало пороговое значение. Продолжая пример с серой кривой, упомянутой выше, поглощение энергии образцом с содержанием CF 2,5% составило 5,3 Дж, что всего на 10,42% больше, чем у образца без CF. Это продемонстрировало, что улучшение способности пенобетона поглощать энергию сильно зависит от содержания CF. Вместо этого слишком большое количество CF может привести к снижению характеристик бетона.
Причина этого изменения заключалась в следующем: CF, распределенный в бетоне, образовывал мощную пространственную сетчатую структуру, которая препятствовала образованию и развитию трещин в бетоне и способствовала поглощению энергии во время распространения трещин. Однако, когда CF в бетоне был избыточным, текучесть пенобетона снижалась, и на границе раздела CF-бетонная матрица возникала явная концентрация напряжений, что приводило к ухудшению характеристик поглощения энергии. Это соответствовало предложенному анализу микроструктуры в Dynamic Compression Strength .
Кроме того, по серой кривой также можно было заметить, что увеличение поглощения энергии образцом с 0,5% содержанием CF было весьма незначительным по сравнению с образцом без CF. Синяя кривая (при давлении газа 0,3 МПа) показывает, что поглощение энергии пенобетоном может быть значительно улучшено с помощью небольшого количества CF. Это можно объяснить следующим образом: при более низком давлении газа (более низкой скорости деформации) небольшого количества включенного CF было недостаточно для полного подавления образования и расширения микротрещин внутри бетона.Между тем, явление концентрации напряжений, вызванное этими микротрещинами, ухудшило способность бетона поглощать энергию, что нивелировало улучшающий эффект CF на поглощение энергии. Однако при более высоком давлении газа (более высокой скорости деформации) время ударного нагружения было заметно короче, поэтому концентрация напряжений не возникала до разрушения образца. Следовательно, более высокая скорость деформации была полезна для улучшения эффекта CF на способность бетона поглощать энергию.
Заключение
Это экспериментальное исследование доказало возможность и обоснованность использования CF в армировании бетона в качестве альтернативы обычным волокнам. Результаты выявили изменение закона характеристик пенобетона с содержанием CF и уточнили оптимальное содержание CF для улучшения динамических характеристик пенобетона. Таким образом, это исследование стало ценным справочным материалом по применению CF в качестве добавочного материала в бетоне.
(1) Добавление CF может эффективно улучшить способность пенобетона к пластической деформации.Образцы для испытаний претерпевают переход от хрупкости к пластичности при увеличении содержания CF и демонстрируют отличную целостность и пластичность при содержании CF 2,0%. Однако режимы разрушения образцов изменяются незначительно, если содержание CF превышает 2,0%.
(2) Соответствующее количество CF может улучшить динамическую прочность пенобетона на сжатие, в то время как избыток CF имеет противоположный эффект. Для получения максимальной динамической прочности на сжатие оптимальное содержание CF в данном исследовании составляет 1,5%.Более того, динамическая прочность на сжатие выше при более высоком давлении газа из-за эффекта скорости деформации. Кроме того, коэффициент динамического увеличения показывает обратную тенденцию изменения прочности на динамическое сжатие.
(3) Добавление соответствующего CF способствует более высокому модулю упругости и способности к пластической деформации пенобетона, но избыток CF имеет отрицательный эффект. Кроме того, деформация разрушения пенобетона CF увеличивается с ростом давления газа.
(4) При увеличении содержания CF значительно возрастает энергоемкость пенобетона.Однако образцы с чрезмерным CF показывают плохие характеристики поглощения энергии. Кроме того, CF лучше влияет на способность пенобетона поглощать энергию при более высоком давлении газа.
Заявление о доступности данных
Необработанные данные, подтверждающие выводы этой статьи, будут предоставлены авторами без излишних оговорок.
Вклад авторов
JL отвечал за разработку схемы эксперимента, выполнение тестов, анализ данных и написание оригинальной рукописи.JZ и LZ отвечали за руководство по схеме эксперимента, теоретическое руководство и редактирование рукописи. ZL и ZJ отвечали за участие в разработке экспериментальной схемы, выполнении испытаний и анализе данных.
Конфликт интересов
Авторы заявляют, что исследование проводилось в отсутствие каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Благодарности
Авторы выражают благодарность Национальному фонду естественных наук Китая (проект №51608137) и Фонду развития инновационных способностей аспирантов Университета Гуанчжоу (проект № 2019GDJC-M38) за финансовую поддержку, которая помогла нам завершить эксперимент, описанный в этой статье.
Ссылки
Али, М., Лю, А., Соу, Х., и Чоу, Н. (2012). Механические и динамические свойства бетона, армированного кокосовым волокном. Построить. Строить. Матер. 30 (30), 814–825. doi: 10.1016 / j.conbuildmat.2011.12.068
CrossRef Полный текст | Google Scholar
Calado, V., Баррето, Д. У., и Далмейда, Дж. Р. (2000). Влияние химической обработки на структуру и морфологию волокон кокосового волокна. J. Mater. Sci. Lett. 19 (23), 2151–2153. doi: 10.1023 / a: 1026743314291
CrossRef Полный текст | Google Scholar
Дансо, Х. и Ману, Д. (2020). Влияние кокосовых волокон и извести на свойства грунтово-цементного раствора. Шпилька корпуса. Констр. Матер. 12, e00316. doi: 10.1016 / j.cscm.2019.e00316
CrossRef Полный текст | Google Scholar
Дэвис, Э.Д. Х. и Хантер С. С. (1963). Испытание твердых тел на динамическое сжатие методом разделенного давления Хопкинсона. J. Mech. Phys. Твердый. 11 (3), 155–179. doi: 10.1016 / 0022-5096 (63)
-4
CrossRef Полный текст | Google Scholar
Эткин, А., Фоли, К. Дж., И Гольдман, Дж. Х. (2010). Влияние двойных добавок летучей золы и вспученного перлита на свойства пенобетона. Зола уноса Comp. Util. , 36 (25), 1482–1484. DOI: 10.1103 / PhysRevLett.36.1482
Google Scholar
Сильва, Ф.d. А., Батлер, М., Меччерин, В., Чжу, Д., и Мобашер, Б. (2011). Влияние скорости деформации на растяжение текстильного бетона при статической и динамической нагрузке. Mater. Sci. Англ. 528 (3), 1727–1734. doi: 10.1016 / j.msea.2010.11.014
CrossRef Полный текст | Google Scholar
Фрю Д. Дж., Форрестол М. Дж. И Чен В. (2001). Метод разделенной планки давления Хопкинсона для определения данных о напряжении-деформации сжатия для горных материалов. Exp. Мех. 41 (1), 40–46.doi: 10.1007 / bf02323102
CrossRef Полный текст | Google Scholar
Грей, Г. Т. И. (2000). Классические испытания давлением на стержне сплит-Хопкинсона. мех. Тестовое задание. Eval. 8, 462–476. doi: 10.31399 / asm.hb.v08.a0003296
CrossRef Полный текст | Google Scholar
Кирсли, Э. П. и Уэйнрайт, П. Дж. (2001). Влияние высокого содержания летучей золы на прочность пенобетона на сжатие. Цемент Конкр. Res. 31 (1), 105–112. doi: 10.1016 / s0008-8846 (00) 00430-0
CrossRef Полный текст | Google Scholar
Кудяков А.И., Стешенко А.Б. (2015). Усадочная деформация цементного пенобетона. IOP Conf. Сер. Матер. Sci. Eng , 71 (1), 012019. doi: 10.1088 / 1757-899x / 71/1/012019
CrossRef Полный текст | Google Scholar
Ma, Y. P., Li, G. Y., and Yang, L. X. (2012). Влияние кажущейся плотности и плотности полипропиленового волокна на усадочные свойства пенобетона при высыхании. Mater. Ред. , 026 (006), 121–125. DOI: 10.3969 / j.issn.1005-023X.2012.06.033
Google Scholar
Mohamad, N., Иман, М. А., Отуман Мидин, М. А., Самад, А. А., Росли, Дж. А., и Ноорвирдавати, А. (2018). Механические свойства и поведение при изгибе легкого пенобетона с кокосовым волокном. IOP Conf. Сер. Earth Environ. Sci. 140, 012140. doi: 10.1088 / 1755-1315 / 140/1/012140
CrossRef Полный текст | Google Scholar
Raiyani, S., Morbia, U., and Karanjiya, P. (2016). «Анализ армированного биоволокном бетона с помощью XRD и SEM», 7-я национальная конференция по новым перспективам технологий в 21 веке, Вадодара, Индия, 8–9 апреля 2016 г.
Google Scholar
Шанг, С. С., и Сонг, X. Б. (2016). Экспериментальные исследования механических характеристик железобетона с углеродными нанотрубками. Заявл. Мех. Матер. 858, 173–178. doi: 10.4028 / www.scientific.net / amm.858.173
CrossRef Полный текст | Google Scholar
Шен, Х. Р., Ше, Ю. Х. и Гао, П. У. (2012). Влияние полипропиленовой фибры на характеристики бетонного покрытия. Amministrare 178–181, 1099–1103. DOI: 10.4028 / www.scientific.net / amm.178-181.1099
CrossRef Полный текст | Google Scholar
Su, H.Y., Xu, J.Y., and Li, M. (2010). Энергопоглощающая способность бетона, армированного керамическим волокном. Adv. Матер. Res. 168–170, 1970–1975. doi: 10.4028 / www.scientific.net / amr.168-170.1970
CrossRef Полный текст | Google Scholar
Sun, X., Zhao, K., Li, Y., Huang, R., Ye, Z., Zhang, Y., et al. (2018). Исследование влияния скорости деформации и фибробетона на динамическое поведение стального фибробетона. Построить. Строить. Матер. 158, 657–669. doi: 10.1016 / j.conbuildmat.2017.09.093
CrossRef Полный текст | Google Scholar
Свами, П. А. В. Б. (1970). Эффективный вывод в модели регрессии случайных коэффициентов. Econometrica 38, 311–323. doi: 10.2307 / 1913012
CrossRef Полный текст | Google Scholar
Uygunolu, T. (2008). Исследование микроструктуры и поведения при изгибе сталефибробетона. Mater. Struct. 41 (8), 1441–1449.doi: 10.1617 / s11527-007-9341-y
CrossRef Полный текст | Google Scholar
Ван, Х. У. (2011). Влияние полипропиленовой фибры на механические свойства бетона, содержащего золу. Adv. Magn. Резон. 346, 26–29. doi: 10.4028 / www.scientific.net / amr.346.26
CrossRef Полный текст | Google Scholar
Ван С., Чжан М. Х. и Квек С. Т. (2011). Влияние размера образца на статическую прочность и коэффициент динамического увеличения высокопрочного бетона по испытаниям ШПБ. J. Test. Eval. 39 (5), 898–907. doi: 10.1520 / jte103370
CrossRef Полный текст | Google Scholar
Wang, W., and Chouw, N. (2017). Поведение бетона, армированного кокосовым волокном (CFRC) при ударной нагрузке. Построить. Строить. Матер. 134, 452–461. doi: 10.1016 / j.conbuildmat.2016.12.092
CrossRef Полный текст | Google Scholar
Ян, С., Гао, Д., и Чжао, Дж. (2010). Микроструктура фибробетона с шлаковой способностью после воздействия высоких температур. J. Southeast Univ. 40 (2), 102–106.
CrossRef Полный текст | Google Scholar
Zhan, B.G., Guo, J. L., and Lin, X. S. (2009). Свойства пенобетона с армированием стекловолокном. J. Hefei Univ. Technol. (Естественные науки) 32 (2), 226–229. DOI: 10.1109 / CLEOE-EQEC.2009.5194697
Google Scholar
Zhang, P., Li, Q., and Zhang, H. (2011). Комбинированное влияние полипропиленового волокна и микрокремнезема на механические свойства бетонного композита, содержащего летучую золу. J. Reinforc. Пласт. Compos. 30 (16), 1349–1358. doi: 10.1177 / 0731684411425974
CrossRef Полный текст | Google Scholar
Чжан, К., Лю, Г. Л. и Ченг, К. Х. (2015). Механические экспериментальные исследования высокопрочного бетона после высокой температуры на основе XRD.