Содержание
Производство скорлупы ППУ
Скорлупа ППУ
Для строительства современных теплосетей и трубопроводов горячего водоснабжения, как правило, используются предизолированные трубы, среди которых наиболее распространены изделия в пенополиуретановой изоляции (ППУ) и наружной оболочке из полиэтилена (ПЭ). Строить трубопроводы из полностью снаряженных труб очень удобно и выгодно, так как они легко монтируются, а для утепления и герметизации стыков используются специальные комплекты, упрощающие и ускоряющие выполнение этой ответственной работы.
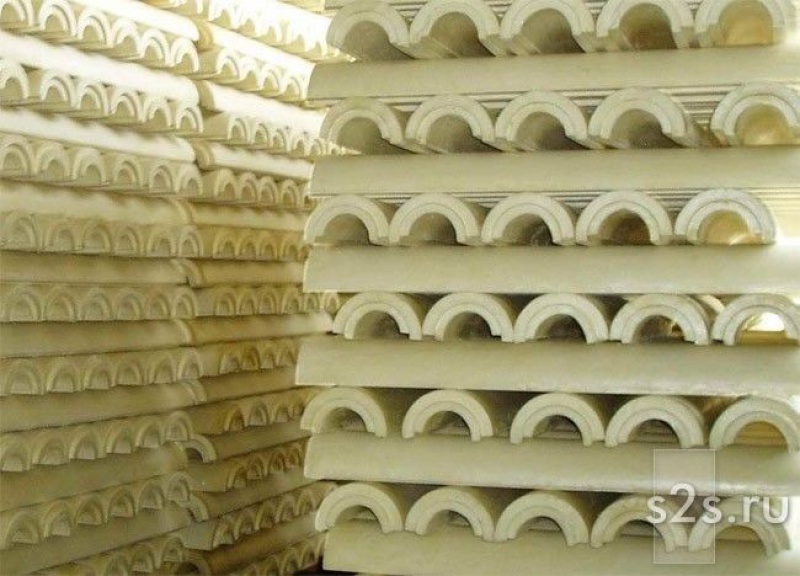
Однако существует множество задач, когда требуется нанести теплоизоляцию на открытые трубы ранее построенной, или только что отремонтированной теплотрассы, внутридомовые коммуникации и участки теплопроводов в производственных цехах. В таких случаях для создания защитно-изоляционного слоя используется скорлупа ппу — готовые элементы утепления в виде полых продолговатых полуцилиндров из жесткого пенополиуретана. Скорлупа ппу легко и удобно собирается в сплошной кожух, плотно облегающий трубу.
Удобный и эффективный способ теплоизоляции труб
Так как скорлупа ппу предназначена для сборки защитного и теплоизолирующего покрытия непосредственно на трубах, эти работы могут выполняться на любом участке трубопровода, куда только можно получить физический доступ. Скорлупа ппу оборудована системой замков, которые позволяют создавать прочную и практически герметичную оболочку, не пропускающую влагу к поверхности рабочей трубы. Будучи эффективным утеплителем, скорлупа ппу как средство изоляции применяется не только в теплоэнергетике.
Благодаря низкому коэффициенту теплопередачи скорлупа ппу может использоваться для утепления и защиты от промерзания трубопроводов холодного водоснабжения, а также улучшения параметров прокачки жидкостей и газов в нефтегазовой отрасли. Среди многочисленных преимуществ, которыми скорлупа ппу отличается от других средств и способов изоляции труб, следует особо отметить следующие:
- Возможность повторного употребления деталей разборной изоляции после вывода из эксплуатации предыдущего объекта утепления.

- Длительный срок пригодности изоляции и эффективная защита от коррозии поверхности рабочей трубы.
- Скорлупа ппу настолько быстро и просто монтируется, что для выполнения этой работы не требуется специальное обучение.
- Снижение сроков строительства и передачи трубопроводов в коммерческую эксплуатацию.
- Высокая ремонтопригодность, связанная с тем, что скорлупа ппу просто разбирается и собирается.
- Возможность производства большого ассортимента разборных элементов изоляции для отводов, тройников и других фасонных изделий.

Особенности монтажа
Для того, чтобы скорлупа ппу смогла обеспечить надежную изоляцию трубопровода, детали — половинки, образующие конструкцию изолирующей оболочки, должны быть надежно закреплены. Скорлупа ппу может монтироваться с использованием клея, но в таком случае будет исключена возможность ее повторного использования, и затруднен доступ к трубам для производства ремонта. Поэтому скорлупа ппуобычно крепится при помощи проволоки и металлических бандажей, а герметичность и защиту от влаги обеспечивают за счет использования специальной мастики.
Поэтому скорлупа ппуобычно крепится при помощи проволоки и металлических бандажей, а герметичность и защиту от влаги обеспечивают за счет использования специальной мастики.
Наша продукция Как заказать трубы ППУ Размещая заявку на поставку тепловой трубы ППУ в нашей компании каждому Заказчику гарантируется индивидуальный подход, оперативность, точность и четкость исполнения контрактных обязательств. Поскольку этапы строительства трубопроводов жестко взаимосвязаны с текущей комплектацией, наш клиент должен получить свой заказ с гарантией по качеству, очередности, количеству и точно в срок. Отправить спецификацию заказа Наименования номенклатуры изделий, маркировка и иные условные обозначения у разных проектных организаций и производителей могут отличаться, что может потребовать дополнительных уточнений и согласований содержания спецификации заказа между потребителем и офисом продаж. Наши преимущества Мы исповедуем индивидуальный подход в работе с каждым клиентом, стараясь максимально удовлетворить требования по его заявке на поставку продукции нашего предприятия. Калькулятор Специализация компании СТС Изоляция Наша продукция: Производим энергоэффективные стальные трубы в ППУ изоляции по технологии вспенивая полиуретана в сборной трехуровневой конструкции «сталь + жесткий пенополиуретан + полиэтилен/оцинкованная сталь» по ГОСТ 30732-2020. На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК. Наши потребители: Заказчиками нашей продукции являются строительные, монтажные и сервисные компании коммунальной энергетики, ЖКХ, нефтехимии, а также предприятия нефтегазового сектора и промышленности. Параметры применения пенополиуретановой теплоизоляции: Инженерные сети с рабочим давлением до 1,6 МПа и температурой транспортируемого вещества до 140С Цельсия. Сфера применения нашей продукции:
Наши услуги:
География поставок Продукция предприятия имеет обширную географию поставок и за более чем десятилетнюю историю работы нами была произведена отгрузка широкой номенклатуры изделий на более, чем тысячу предприятий в десятки городов и населенных пунктов РФ. Специальное предложение Новости | Телефон: +7 (495) 979-54-48, тел./факс: +7 (495) 660-11-08 Работа склада: 8:00 — 17:00 (пн — пт)
|
 Предлагаем краткие требования к условным обозначениям номенклатуры изделий, используемым на нашем предприятии.
Предлагаем краткие требования к условным обозначениям номенклатуры изделий, используемым на нашем предприятии.
 В числе приобретавших трубы в ППУ изоляции нашего производства множество предприятий из таких городов, как Москва (а также Московской области), Ярославль, Рязань, Калуга, Владимир, Тверь, Тула, Вологда, Кострома, Нижний Новгород, Волгоград и потребителей из Казахстана.
В числе приобретавших трубы в ППУ изоляции нашего производства множество предприятий из таких городов, как Москва (а также Московской области), Ярославль, Рязань, Калуга, Владимир, Тверь, Тула, Вологда, Кострома, Нижний Новгород, Волгоград и потребителей из Казахстана. ППУ широко используетсяв современной промышленности и строительстве для теплоизоляции стен, полов, перекрытий, трубопроводов, а также для холодильных установок. Пенополиуретан как пенопласт хорошо держит форму (не провисает и не уплотняется), не разрушается, имеет нейтральный запах, не поражается грибком и гнилью стоек к растворителям, кислотам и щелочам, экологически безопасен.
ППУ широко используетсяв современной промышленности и строительстве для теплоизоляции стен, полов, перекрытий, трубопроводов, а также для холодильных установок. Пенополиуретан как пенопласт хорошо держит форму (не провисает и не уплотняется), не разрушается, имеет нейтральный запах, не поражается грибком и гнилью стоек к растворителям, кислотам и щелочам, экологически безопасен. Диапазон диаметров скорлуп ппу по стальной трубе колеблется от 15 до 1220 мм. Толщина теплоизоляционного слоя скорлупы фольгированной зависит от проектного решения для места пролегания изолируемого трубопровода.
Диапазон диаметров скорлуп ппу по стальной трубе колеблется от 15 до 1220 мм. Толщина теплоизоляционного слоя скорлупы фольгированной зависит от проектного решения для места пролегания изолируемого трубопровода. Фольга наносится на скорлупы ппу в процессе заливки компонентов ппу в пресс-форму. Раскроенная по диаметру скорлупы фольга прокладывается между внутренней поверхностью стальной пресс-формы и вливаемой двухкомпонентной смесью ппу – полиола и полиизоционата. При расширении и заполнении внутреннего пространства формы пенополиуретан прочно сцепляется с поверхностью гидроизоляционного покрытия, что позволяет перевозить готовые скорлупы фольгированные на большие расстояния до места их крепления и установки на трассе трубопровода.
Фольга наносится на скорлупы ппу в процессе заливки компонентов ппу в пресс-форму. Раскроенная по диаметру скорлупы фольга прокладывается между внутренней поверхностью стальной пресс-формы и вливаемой двухкомпонентной смесью ппу – полиола и полиизоционата. При расширении и заполнении внутреннего пространства формы пенополиуретан прочно сцепляется с поверхностью гидроизоляционного покрытия, что позволяет перевозить готовые скорлупы фольгированные на большие расстояния до места их крепления и установки на трассе трубопровода.Скорлупы ППУ используются для обеспечения тепловой изоляции труб
Если более детально останавливаться на области применения скорлупы, то
Скорлупы ППУ изготавливаются в виде цилиндров и полуцилиндров скорлуп
Широкий спектр изоляционных покрытий скорлуп ППУ (скорлупа фольгированная
|

 Для монтажа в трассовых условиях отводов
Для монтажа в трассовых условиях отводов
Скорлупа ППУ
Восстановление обветшавшей теплоизоляции проложенных ранее теплотрасс может осуществляться с помощью специально разработанных и выполненных из жесткого пенополиуретана теплоизоляционных полуцилиндров, которые также называют ППУ-скорлупой. Изготавливается пенополиуретановая скорлупа для стальных труб стандартных диаметров в диапазоне от 15 до 1220 мм. Цилиндром ППУ в длину закрывается один метр несущей трубы. Для изгибов трубопроводов теплоизоляционные элементы изготавливаются в виде отводов с углом 90°.
Цилиндром ППУ в длину закрывается один метр несущей трубы. Для изгибов трубопроводов теплоизоляционные элементы изготавливаются в виде отводов с углом 90°.
Установка ППУ-скорлупы лишена определенных недостатков, которые проявляются при напылении пенополиуретана. Изготовление скорлупы ППУ ведется в заводских условиях посредством заливки в пресс-форму. Это дает гарантию требуемого качества полуцилиндров-скорлуп. На месте остается только произвести минимальный объем работ по установке скорлупы на трубопровод.
Плотность пенополиуретана может составлять 30-250 кг/м3. Этот материал обладает стойкостью к воздействию влаги, масел и бензина, он выдерживает серьезные температурные перепады — от -200 °С до +150 °С. Затвердевший пенополиуретан не несет опасности для здоровья, при его монтаже не нужно использовать дополнительные средства защиты, как того требует применение минеральной ваты. Кроме этого, ППУ-скорлупа в отличие от минваты не снижает своих изоляционных свойств в ходе эксплуатации из-за намокания и сваливания волокон.
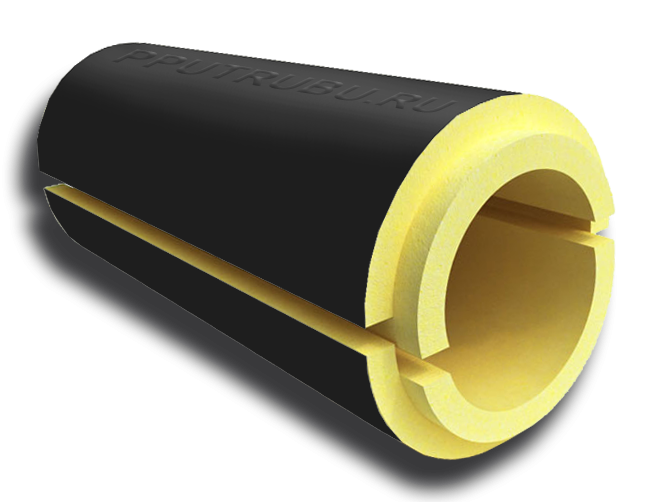
По своей технологии монтаж скорлупы ППУ прост и может проводиться без привлечения рабочих с высокой квалификацией. Этот способ обеспечивает повышенную производительность — двое рабочих могут укладывать за смену до 300 метров изоляции. Установка ППУ-скорлупы осуществляется с использованием клея. Кроме этого, пенополиуретановая скорлупа может монтироваться на несущую трубу с помощью пластиковых стяжных хомутов или вязальной проволоки. Смонтированную изоляцию необходимо защитить от солнца, для чего используются оцинкованные кожухи, окрашивание, полиэтиленовая пленка и прочие материалы. В качестве альтернативы дополнительной защиты после монтажа существует вариант изначального изготовления скорлупы с покрытием из фольги, оцинкованной стали или стеклоткани.
Использованный для производства скорлупы пенополиуретан в своей структуре имеет закрытые ячейки, а в процессе изготовления на поверхности образуется сплошная корка. В результате этого скорлупа изоляции теряет способность поглощать влагу. Ее производство осуществляется в соответствии с ТУ, в качестве приложения при отгрузке покупателю передаются сертификаты, в которых описана использованная композиция химических компонентов.
Ее производство осуществляется в соответствии с ТУ, в качестве приложения при отгрузке покупателю передаются сертификаты, в которых описана использованная композиция химических компонентов.
Помимо этого, скорлупа ППУ может использоваться и для изолирования труб в ППУ-изоляции в составе специальных комплектов для заделки стыков.
Скорлупы ППУ производители в Казани
Самым перспективным способом теплоизоляции трубопроводов являются готовые трубы и скорлупы ППУ. Производители уделяют большое значение плотности пенополиуретана и соблюдению технологии изготовления. Благодаря этому материал не усаживается после производства и сохраняет свои свойства при постоянно высоких температурах — до +120°C.
Скорлупа ППУ представляет собой 2 полуцилиндра, надевающиеся на трубу. Они соединяются в пазы с торцевых сторон и фиксируются при помощи хомутов. В зависимости от диаметра трубы может меняться размер и количество сегментов скорлупы ППУ. Производитель изготавливает утеплитель цилиндрической формы из 3-х частей, если диаметр линии больше 720 мм.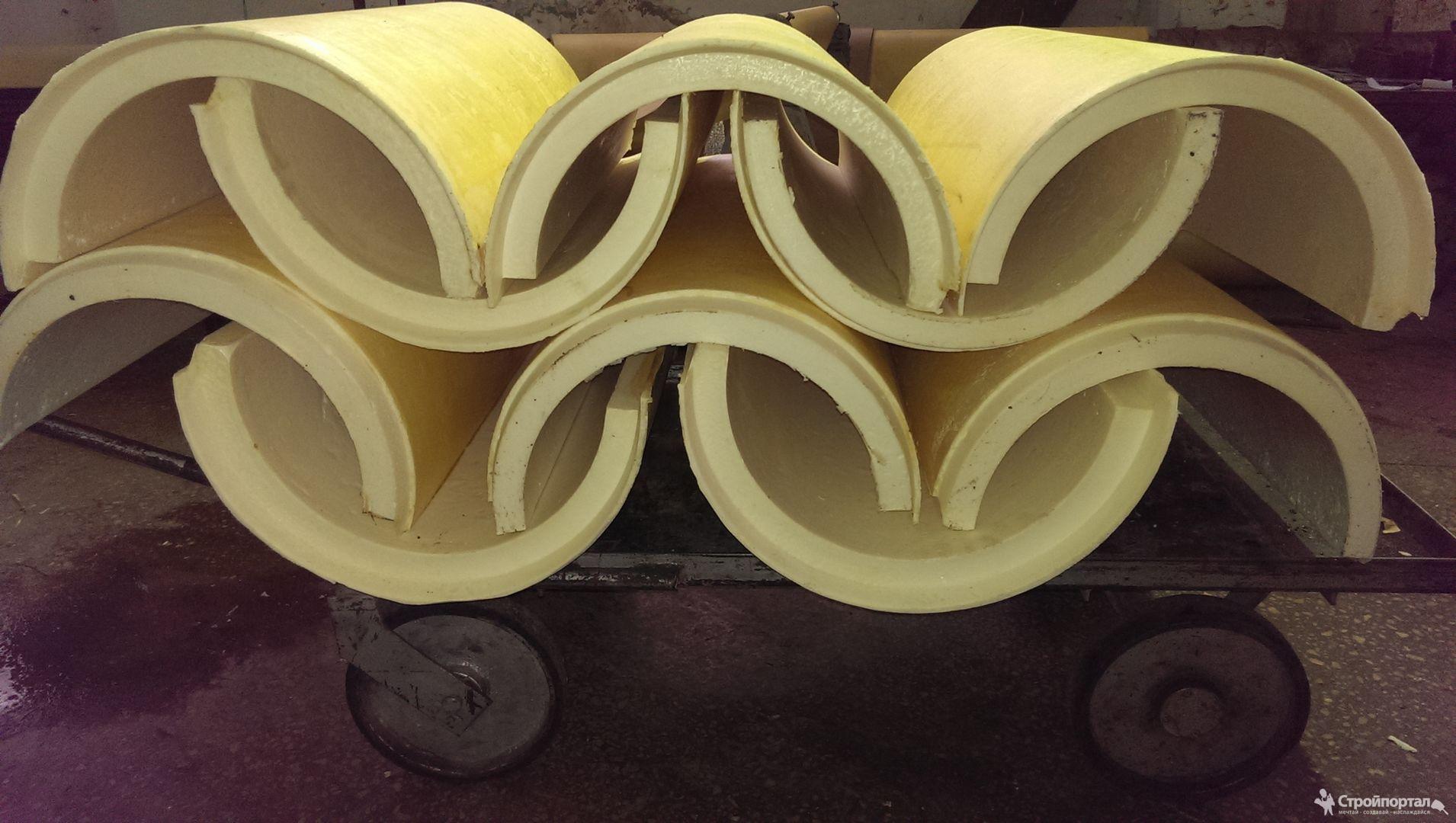 Если размер трубы более 1020 мм, производится 4 секции. Это позволяет избежать разницы плотности на всех участках изделия, что может привести к повышению внутреннего напряжения внутри детали.
Если размер трубы более 1020 мм, производится 4 секции. Это позволяет избежать разницы плотности на всех участках изделия, что может привести к повышению внутреннего напряжения внутри детали.
Монтаж
Теплоизоляция труб с помощью скорлупы может выполняться на уже готовых магистралях без специальных условий. Для улучшенного соединения работы необходимо проводить в достаточно теплую погоду без осадков. Поверхность трубы обезжиривают и зачищают. Чтобы повысить адгезию между трубопроводом и утеплителем наносят специальный клей. Но в определенных случаях монтажники проклеивают только торцы полуцилиндров, а изделие стягивают бандажами. Это позволяет быстро добраться до нужного участка трубы в случае утечки, однако плотность соединения с утеплителем будет ниже.
Преимущества и виды
Скорлупа имеет плюсы, выделяющие ее на фоне других утеплителей:
- Устойчивость к микроорганизмам и плесени,
- Экологичность,
- Высокая плотность (60 кг/м3),
- Сохранение свойств при температуре от -180° до +120°C,
- Простота монтажа,
- Снижение теплопотерь на 20-40% относительно других материалов,
- Срок эксплуатации более 30 лет.
Стоимость пенополиуретана незначительно превышает цену других утеплителей, в том числе минваты и пенопласта. Но учитывая срок службы и уровень снижения теплопотерь, наиболее экономически эффективным способом изоляции магистрали является именно скорлупа ППУ. Производитель скорлупы ппу выпускает её с несколькими вариантами защитного покрытия:
- Битум,
- Стеклопластик,
- Оцинкованная сталь,
- Фольга.
Несмотря на все преимущества материала, он имеет 2 слабых места: неустойчивость к УФ лучам и механическим повреждениям. Чтобы защитить ППУ и трубы от разрушающего воздействия окружающей среды, применяются различные виды оболочек.
Важность выбора производителя скорлупы ППУ
Все преимущества материала и сохранение его свойств может быть обеспечено только в случае строгого соблюдения технологии производства скорлупы ППУ. Производитель должен тщательно отбирать исходный материал, соблюдать пропорции при заполнении форм и проверять готовые изделия на соответствие нормам.
Распространенной ошибкой является экономия на сырье при изготовлении скорлупы ППУ — производители не соблюдают технические условия, сокращая количество исходных материалов или пренебрегая их пропорциями. В результате плотность пенополиуретана не соответствует требуемым показателям, и материал усаживается в течение первого года эксплуатации. Иногда это происходит раньше — через неделю или месяц.
Другой ошибкой при изготовлении скорлупы ППУ, производители которой пренебрегают ТУ, является использование водных компонентов. Это ухудшает адгезию и делает материал хрупким. А повышение прочности достигается снижением пропорций ключевых компонентов. Это снова приводит к усадке.
Мы производим скорлупу ППУ в полном соответствии с ТУ. Изделия проходят несколько этапов контроля качества, а готовая партия получает паспорт соответствия. Обеспечьте трубопровод качественной теплоизоляцией — заказывайте скорлупу ППУ у надежных производителей.
Скорлупа ППУ , теплоизоляция для труб, трубная скорлупа
Свойства и качество жесткой изоляции из пенополиуретана:
Применение жестких скорлуп ППУ для теплоизоляции трубопроводов тепло — и водоснабжения продиктовано такими уникальными качествами ППУ, как:
- наименьший коэффициент теплопроводности
- долговечность (не менее 30 лет)
- надежная антикоррозийная защита трубопроводов
- способность к акустической изоляции
- возможность изолировки изделий любых габаритов и конфигурации.

Скорлупы диаметром от 32 до 630 мм выпускаются из двух сегментов,
диаметром 720-1020 мм — из трех сегментов,
а диаметром 1220 мм — из четырех сегментов
Купить скорлупы ППУ вы можете прямо сейчас в компании ПК ООО ТТК по объективно сформированной стоимости.
Скорлупа ППУ 40/110
Скорлупа ППУ 57/125
Скорлупа ППУ 57/140
Скорлупа ППУ 76/140
Скорлупа ППУ 76/160
Скорлупа ППУ 89/160
Скорлупа ППУ 89/18
Скорлупа ППУ 108/180
Скорлупа ППУ 108/200
Скорлупа ППУ 133/225
Скорлупа ППУ 133/250
Скорлупа ППУ 159/250
Скорлупа ППУ 159/280
Скорлупа ППУ 219/315
Скорлупа ППУ 219/355
Скорлупа ППУ 273/400
Скорлупа ППУ 273/450
Скорлупа ППУ 325/450
Скорлупа ППУ 325/500
Скорлупа ППУ 426/560
Скорлупа ППУ 426/630
Скорлупа ППУ 530/710
Скорлупа ППУ 630/800
Скорлупа ППУ 720/900
Скорлупа ППУ 820/1000
Скорлупа ППУ 1020/1200
Скорлупа ППУ производство в г. Хабаровск. Наша компания предлагает со склада в г. Хабаровск скорлупу ППУ. Скорлупа ППУ служит для теплоизоляции трубопроводов, ППУ для изоляции труб и изоляции трубопроводов. Производство ППУ из полиола и изоцианта. ППУ скорлупа,скорлупы из пенополиуретана служат для снижения потери тепла. Наша Компания дает гарантию 30 лет на ППУ изоляцию трубы, ППУ изоляцию труб, теплоизоляцию труб, теплоизоляцию трубопроводов. В настоящее время теплоизоляция труб и теплоизоляция трубопроводов, а также изоляция трубопроводов ППУ скорлупа является необходимостью. Изолированные трубы помогают сэкономить затраты на передачу тепловой энергии. Наша Компания гарантирует низкую стоимость скорлуп ППУ. Производители скорлупы ППУ Хабаровск — Владивосток (скорлупа ППУ Хабаровск, Владивосток).Скорлупа ППУ имеет сертификат. Куплю скорлупу ППУ или купить скорлупу ППУ в г. Хабаровск. Скорлупа ППУ для труб, все размеры в наличии, а также имеется в наличии труба ВУС. Купить скорлупу ППУ Вы можете в Нашей Компании, позвонив к Нам в офис у Наших консультантов получить всю информацию: продажа скорлупы ППУ, скорлупа ППУ цена за п/м,монтаж скорлуп ППУ,скорлупа ППУ гост, какие используются теплоизоляционные материалы для изоляция стыков, ППУ изоляция труб, а также Вы можете скачать скорлупы ППУ прайс.
Хабаровск. Наша компания предлагает со склада в г. Хабаровск скорлупу ППУ. Скорлупа ППУ служит для теплоизоляции трубопроводов, ППУ для изоляции труб и изоляции трубопроводов. Производство ППУ из полиола и изоцианта. ППУ скорлупа,скорлупы из пенополиуретана служат для снижения потери тепла. Наша Компания дает гарантию 30 лет на ППУ изоляцию трубы, ППУ изоляцию труб, теплоизоляцию труб, теплоизоляцию трубопроводов. В настоящее время теплоизоляция труб и теплоизоляция трубопроводов, а также изоляция трубопроводов ППУ скорлупа является необходимостью. Изолированные трубы помогают сэкономить затраты на передачу тепловой энергии. Наша Компания гарантирует низкую стоимость скорлуп ППУ. Производители скорлупы ППУ Хабаровск — Владивосток (скорлупа ППУ Хабаровск, Владивосток).Скорлупа ППУ имеет сертификат. Куплю скорлупу ППУ или купить скорлупу ППУ в г. Хабаровск. Скорлупа ППУ для труб, все размеры в наличии, а также имеется в наличии труба ВУС. Купить скорлупу ППУ Вы можете в Нашей Компании, позвонив к Нам в офис у Наших консультантов получить всю информацию: продажа скорлупы ППУ, скорлупа ППУ цена за п/м,монтаж скорлуп ППУ,скорлупа ППУ гост, какие используются теплоизоляционные материалы для изоляция стыков, ППУ изоляция труб, а также Вы можете скачать скорлупы ППУ прайс. ППУ изоляция скорлупа и производство скорлупы ППУ: Скорлупа ППУ БП (без покрытия), скорлупа ППУ фольгированная,скорлупа ППУ стеклопластик. Если Вам нужна скорлупа ППУ для труб, теплоизоляция скорлупа ППУ, изоляция ППУ трубы, ППУ изоляция труб,ППУ изоляция скорлупа? Обращайтесь в Нашу Компанию, у Нас очень низкие и выгодные цены высокое качество!
ППУ изоляция скорлупа и производство скорлупы ППУ: Скорлупа ППУ БП (без покрытия), скорлупа ППУ фольгированная,скорлупа ППУ стеклопластик. Если Вам нужна скорлупа ППУ для труб, теплоизоляция скорлупа ППУ, изоляция ППУ трубы, ППУ изоляция труб,ППУ изоляция скорлупа? Обращайтесь в Нашу Компанию, у Нас очень низкие и выгодные цены высокое качество!
Наша продукция нашла своё применение в городах: в Хабаровске, во Владивостоке, в Комсомольске-на-Амуре, в Благовещенске, в Биробиджане, в Свободном, в Уссурийске, в Находке, в Артеме, в Сковородино, в Арсеньеве, в Лучегорске, в Лазарево, в Лесозаводске, в Большом Камне, в Камень Рыболове, в Солнечном, в Южно-Сахалинске, в Корсаково, на Сахалине, в Холмске, в Магадане, в Петропавловск-Камчатском, в Николаевске-на-Амуре.
Скорлупа ппу производство, Скорлупа ППУ фольгированная, скорлупа ППУ в оцинковке, Скорлупа ППУ прайс, Скорлупа ППУ производитель, скорлупа ППУ в оцинкованной оболочке производитель, ппу изоляция для труб ярославль
Для тех, кто до сих пор не знает поясняем, что скорлупа ппу для теплоизоляции трубопроводов в полевых условиях просто не заменимый материал.
Данный вид продукции производится в нескольких видах гидроизоляции:
Скорлупа ППУ фольгированная, с покрытием из армофола и без покрытия.
Cкорлупа ППУ в оцинкованной стали.
Трубы в ППУ изоляции могут быть как предизолированные трубы (вокруг стальной трубы расположена фактически цельная труба из пенополиуретана), так и теплоизолированными ППУ сегментами (короткая труба из пенополиуретана, разрезанная вдоль пополам).
Скорлупы ППУ крепятся на стальной трубе различными хомутами, мастиками и т. п. и как правило в «полевых условиях», то есть на уже смонтированных трубопроводах,
в предизолированных трубах пенополиуретан наносится на стальную трубу во время технологического процесса в заводских условиях и держится на ней за счет адгезии (сцепления).
Запросите у менеджеров компании прайс на скорлупы ППУ в том числе и на скорлупа ППУ для изоляции отводов и вы и убедитесь, что цена скорлупы ппу производимой в нашей компании вне всякой конкуренции как по цене так и по качеству.
Производство ппу скорлуп, как часть технологического производства существует на всех региональных производственных площадках Группы Компаний РосМТС.
Производители скорлупы ппу прекрасно знают, как можно экономить на производстве продукции нарушая технологию и в ущерб качеству. Наши специалисты не грешат и не шутят с таким параметром как качество и прекрасно осознают свою ответственность перед партнерами.
Для того чтобы Скорлупу ППУ купить и не сомневаться в качестве товара, обратитесь к нашим менеджерам за консультацией.
Скорлупы ППУ производятся как один из вариантов для изоляция стыков трубы ППУ изоляции. Варианты можно посмотреть у нас на сайте.
Монтаж скорлупы ППУ производится быстро и не требует профессионализма и квалификации работников. Верхний слой гидроизоляции скорлуп бывает нескольких видов; скорлупа ППУ фольгированная, скорлупа ППУ в оцинковке, цилиндры ППУ, сегменты ППУ.
Утеплитель ППУ для труб не подлежит обязательной сертификации (скорлупа ППУ сертификат, скорлупа ППУ ГОСТ) и производится каждым производителем скорлупы ППУ по разработанным на предприятиях ТУ.
Бесшовные трубы — обзор
02.01 Медь и медные сплавы
B21 / B21M-01e1. Стандартная спецификация для морских прутков, прутков и профилей из латуни.
В42-02. Стандартные спецификации на бесшовные медные трубы, типоразмеры.
В43-98. Стандартная спецификация на бесшовные трубы из красной латуни, типоразмеры.
В61-02. Стандартная спецификация для парового или вентильного литья из бронзы.
В62-02. Стандартная спецификация для отливок из составной бронзы или унции металла.
В68-02. Стандартная спецификация для бесшовных медных труб, подвергнутых яркому отжигу.
Б68М-99. Стандартная спецификация для бесшовных медных труб, отожженных до блеска (метрическая система).
В75М-99. Стандартная спецификация на бесшовные медные трубы (метрические).
В75-02. Стандартная спецификация для бесшовных медных труб.
В88-02. Стандартная спецификация на бесшовные медные водопроводные трубы.
Б88М-99. Стандартные спецификации на бесшовные медные водопроводные трубы (метрические).
B96 / B96M-01.Стандартные технические условия на пластины, листы, полосы и прокат из медно-кремниевого сплава общего назначения и сосудов высокого давления.
В98 / В98М-03. Стандартные технические условия на пруток, стержень и профили из медно-кремниевого сплава.
В148-97 (2003). Стандартная спецификация для отливок из алюминия и бронзы в песчаные формы.
B150 / B150M-03. Стандартная спецификация для алюминиевых бронзовых стержней, прутков и профилей.
B152 / B152M-00. Стандартная спецификация для медного листа, полосы, листа и катаного проката.
B169 / B169M-01. Стандартная спецификация на лист, полосу и прокат из алюминиевой бронзы.
B171 / B171M-99e2. Стандартные технические условия на пластины и листы из медного сплава для сосудов высокого давления, конденсаторов и теплообменников.
B187 / B187M-03. Стандартные спецификации для меди, шин, стержней и профилей, а также для прутков, стержней и профилей общего назначения.
B280-02. Стандартные спецификации на бесшовные медные трубы для систем кондиционирования воздуха и охлаждения.
В283-99а.Стандартные спецификации для штамповок из меди и медных сплавов (горячего прессования).
B466 / B466M-98 Стандартные технические условия на бесшовные медно-никелевые трубы и трубки.
В467-88 (2003) Стандарт на сварные медно-никелевые трубы.
B584-00 Стандартные спецификации для отливок в песчаные формы из медных сплавов общего назначения.
02.02 Алюминий и магниевые сплавы
B26 / B26M-03. Стандартная спецификация для отливок из алюминиевых сплавов в песчаные формы.
В209-02а.Стандартная спецификация для листов и пластин из алюминия и алюминиевых сплавов.
В209М-03. Стандартная спецификация для листов и пластин из алюминия и алюминиевых сплавов (метрическая).
B210-02. Стандартные спецификации на бесшовные тянутые трубы из алюминия и алюминиевых сплавов.
B210M-02. Стандартные спецификации на бесшовные тянутые трубы из алюминия и алюминиевых сплавов (метрические).
B211-02. Стандартная спецификация для прутков, прутков и проволоки из алюминия и алюминиевых сплавов.
B211M-02.Стандартная спецификация для прутка, прутка и проволоки из алюминия и алюминиевых сплавов (метрическая).
B221M-02. Стандартные спецификации для экструдированных прутков, прутков, проволоки, профилей и труб из алюминия и алюминиевых сплавов (метрические).
B221-02. Стандартные спецификации для экструдированных прутков, прутков, проволоки, профилей и труб из алюминия и алюминиевых сплавов.
B241 / B241M-02. Стандартная спецификация для бесшовных труб из алюминия и алюминиевых сплавов и бесшовных экструдированных труб.
B247-02a. Стандартные спецификации для штамповок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом.
B247M-02a. Стандартные спецификации для штамповок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом (метрическая система).
B345 / B345M-02. Стандартная спецификация для бесшовных труб из алюминия и алюминиевых сплавов и бесшовных экструдированных труб для газовых и нефтяных систем трубопроводов транспортировки и распределения.
В361-02. Стандартная спецификация заводских сварочных фитингов из алюминия и алюминиевых сплавов.
B491 / B491M-00. Стандартная спецификация для экструдированных круглых труб из алюминия и алюминиевых сплавов общего назначения.
02.04 Цветные металлы — никель, кобальт, свинец, олово, цинк, кадмий, драгоценные, химически активные, тугоплавкие металлы и сплавы; Материалы для термостатов, электрических нагревательных и резистивных контактов и соединителей
B127-98. Стандартные спецификации для пластин, листов и полос из медно-никелевого сплава (UNS N04400).
Стандартные спецификации для пластин, листов и полос из медно-никелевого сплава (UNS N04400).
В160-99. Стандартная спецификация для никелевого прутка и прутка.
В161-03. Стандартная спецификация на никелевые бесшовные трубы и трубки.
В162-99. Стандартная спецификация для никелевых пластин, листов и полос.
В164-03. Стандартные спецификации на катанку, пруток и проволоку из никель-медного сплава.
В165-93. Стандартная спецификация на бесшовные трубы и трубки из медно-никелевого сплава (UNS N04400) *.
В166-01. Сплавы никель-хром-железо (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и никель-хром-кобальт-молибденовый сплав (UNS N06617) пруток, пруток и проволока по стандартной спецификации.
В167-01. Стандартные спецификации для никель-хром-железных сплавов (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и бесшовных труб из никель-хром-кобальт-молибденового сплава (UNS N06617).
В168-01. Стандартная спецификация для никель-хром-железных сплавов (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и никель-хром-кобальт-молибденового сплава (UNS N06617) пластин, листов и полос.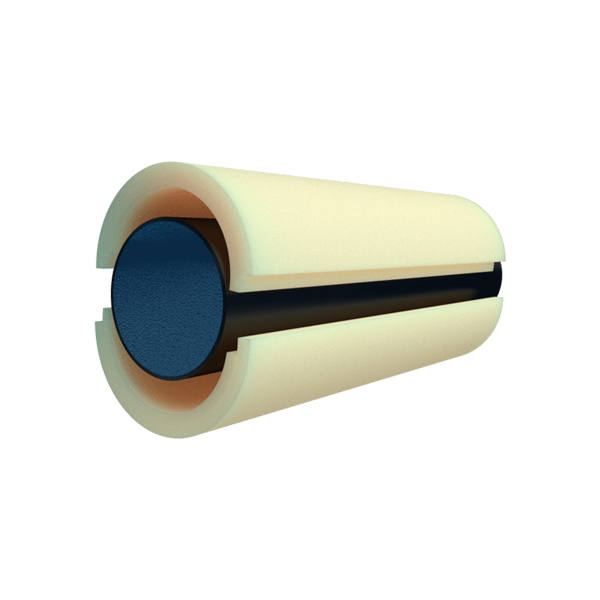
B265-02. Стандартные спецификации на полосу, лист и пластину из титана и титановых сплавов.
В333-03. Стандартные технические условия на пластины, листы и полосы из никель-молибденового сплава.
В335-03. Стандартная спецификация на стержень из никель-молибденового сплава.
В338-02. Стандартные спецификации на бесшовные и сварные трубы из титана и титановых сплавов для конденсаторов и теплообменников.
В363-03. Стандартные спецификации на бесшовные и сварные нелегированные сварочные фитинги из титана и титановых сплавов.
В381-02. Стандартная спецификация для поковок из титана и титановых сплавов.
В407-01. Стандартные спецификации на бесшовные трубы и трубки из сплава никель-железо-хром.
В409-01. Стандартные технические условия на пластины, листы и полосы из сплава никель-железо-хром.
В435-03. Стандартная спецификация для пластин, листов и полос UNS N06002, UNS N06230, UNS N12160 и UNS R30556.
B443-00e1. Стандартные технические условия на пластины, листы и полосы из никель-хром-молибден-колумбиевого сплава (UNS N06625) и сплава никель-хром-молибден-кремний (UNS N06219).
В444-03. Стандартные технические условия на трубы и трубки из никель-хром-молибден-колумбиевых сплавов (UNS N06625) и сплава никель-хром-молибден-кремний (UNS N06219).
B446-03.Стандартная спецификация для никель-хром-молибден-колумбиевого сплава (UNS N06625), никель-хром-молибден-кремниевого сплава (UNS N06219), а также стержня и стержня из никель-хром-молибден-вольфрамового сплава (UNS N06650).
В462-02. Спецификация на кованые или катаные фланцы труб из сплава UNS N06030, UNS N06022, UNS N06200, UNS N08020, UNS N08024, UNS N08026, UNS N08367, UNS N10276, UNS N10665, UNS N10675 и UNS R20033, кованые детали для коррозионных фитингов и клапанов высокотемпературное обслуживание.
B463-99. Стандартная спецификация для пластин, листов и полос из сплава UNS N08020, UNS N08026 и UNS N08024.
В464-99. Стандартная спецификация для сварных труб из сплавов UNS N08020, UNS N08024 и UNS N08026.
В493-01 (2003). Стандартные спецификации для поковок из циркония и циркониевых сплавов.
В514-95 (2002) e1. Стандартные технические условия на сварную трубу из сплава никель-железо-хром.
В517-03. Стандартные спецификации для сварных труб из никель-хром-железного сплава (UNS N06600, UNS N06603, UNS N06025 и UNS N06045).
B523 / B523M-02. Стандартные спецификации для бесшовных и сварных труб из циркония и циркониевых сплавов.
B550 / B550M-02. Стандартные технические условия на пруток и проволоку из циркония и циркониевых сплавов.
B551 / B551M-02. Стандартные технические условия на полосы, листы и пластины из циркония и циркониевых сплавов.
B564-00a. Стандартная спецификация поковок из никелевых сплавов.
B574-99a. Спецификация на низкоуглеродистый никель-молибден-хром, низкоуглеродистый никель-хром-молибден, низкоуглеродистый никель-молибден-хром-тантал, низкоуглеродистый никель-хром-молибден-медь, низкоуглеродистый никель-хром-молибден пруток из вольфрамового сплава.
B575-99a. Спецификация на низкоуглеродистый никель-молибден-хром, низкоуглеродистый никель-хром-молибден, низкоуглеродистый никель-хром-молибден-медь, низкоуглеродистый никель-хром-молибден-тантал, низкоуглеродистый никель-хром-молибден -пластина, лист и лента из вольфрамового сплава.
B619-00. Стандартные спецификации для сварных труб из никеля и никель-кобальтовых сплавов.
В620-03. Стандартные технические условия на пластины, листы и полосы из никель-железо-хром-молибденового сплава (UNS N08320).
В621-02. Стандартная спецификация на стержень из никель-железо-хром-молибденового сплава (UNS N08320).
B622-00. Стандартные спецификации на бесшовные трубы и трубки из никелевых и никель-кобальтовых сплавов.
В625-99. Стандартная спецификация для пластин, листов и полос UNS N08904, UNS N08925, UNS N08031, UNS N08932, UNS N08926 и UNS R20033.
B658 / B658M-02. Стандартные спецификации на бесшовные и сварные трубы из циркония и циркониевых сплавов.
В675-02. Стандартная спецификация на сварную трубу UNS N08367.
В688-96. Стандартные спецификации для листов, листов и полос хромоникель-молибден-железо (UNS N08366 и UNS N08367).
B690-02. Стандартные спецификации для бесшовных труб и труб из железоникель-хром-молибденовых сплавов (UNS N08366 и UNS N08367).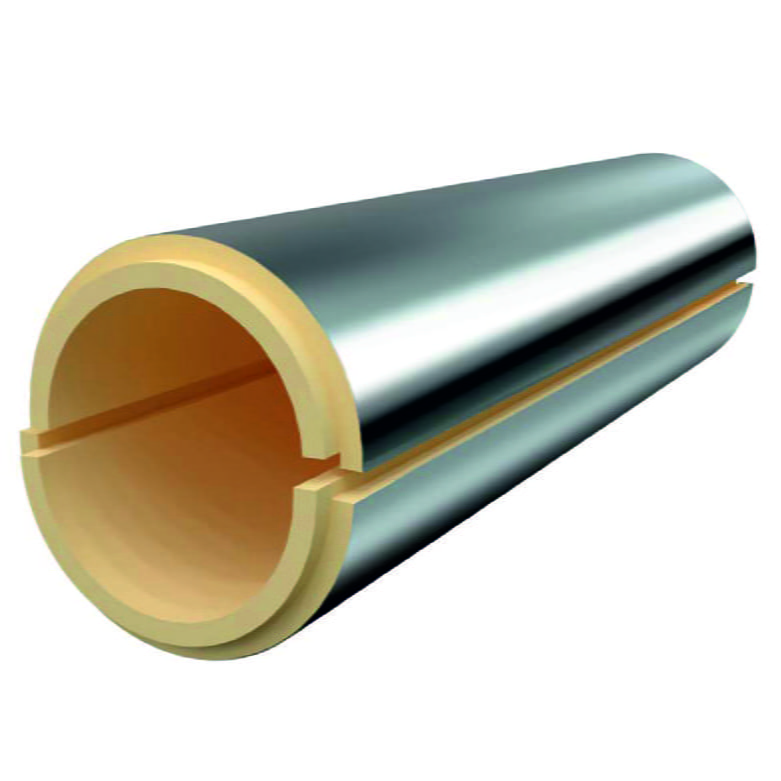
B705-00. Стандартная спецификация для сварных труб из никелевых сплавов (UNS N06625, UNS N06219 и UNS N08825).
В725-93. Стандартные спецификации для сварных труб из никелевых (UNS N02200 / UNS N02201) и медно-никелевых сплавов (UNS N04400).
B729-00. Стандартные спецификации на бесшовные трубы и трубки из никелевых сплавов UNS N08020, UNS N08026 и UNS N08024.
Рынок термопластичных труб по областям применения и видам продукции — 2025 г.
СОДЕРЖАНИЕ
1 ВВЕДЕНИЕ (Страница № — 17)
1.1 ЦЕЛИ ИССЛЕДОВАНИЯ
1.2 ОПРЕДЕЛЕНИЕ
1.2.1 РЫНОК ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДУ ПОЛИМЕРА: ВКЛЮЧЕНИЯ И ИСКЛЮЧЕНИЯ
1.2.2 ИСКЛЮЧЕНИЯ И ИСКЛЮЧЕНИЯ ТЕРМОПЛАСТИЧЕСКИХ ТРУБ: ИСКЛЮЧЕНИЕ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ИСКЛЮЧЕНИЕ
1.2.3 РЫНОК ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДУ ПРОДУКЦИИ: ВКЛЮЧЕНИЯ И ИСКЛЮЧЕНИЯ
1.3 ОБЪЕМ РЫНКА
1.3.1 СЕГМЕНТАЦИЯ РЫНКА
1.3.2 РЕГИОНАЛЬНЫЙ ОБЪЕМ
1,4 ГОДА, РАССМАТРИВАЕМЫЕ ДЛЯ ИССЛЕДОВАНИЯ
1,7 ГОДА, РАССМАТРИВАЕМЫЕ ДЛЯ ИССЛЕДОВАНИЯ (Номер страницы — 22)
2. 1 ДАННЫЕ ИССЛЕДОВАНИЙ
1 ДАННЫЕ ИССЛЕДОВАНИЙ
2.1.1 ВТОРИЧНЫЕ ДАННЫЕ
2.1.1.1 Ключевые данные из вторичных источников
2.1.2 ПЕРВИЧНЫЕ ДАННЫЕ
2.1.2.1 Ключевые данные из первичных источников
2.1.2.2 Разбивка первичных данных
2.2 ОБЪЕМ
2.3 ОЦЕНКА РАЗМЕРА РЫНКА
2.3.1 АНАЛИЗ СТОРОНЫ ПРЕДЛОЖЕНИЙ
2.3.1.1 Предположения
2.3.1.1.1 Основные первичные выводы
2.3.1.2 Расчет
2.3.2 АНАЛИЗ СПРОСА
2.3.3 ПРОГНОЗ
2.4 РАСПРЕДЕЛЕНИЕ РЫНКА И ТРИАНГУЛЯЦИЯ ДАННЫХ
2.5 НЕКОТОРЫЕ ИНФОРМАЦИИ ОТРАСЛЕВЫХ ЭКСПЕРТОВ
3 ИСПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ (стр. № 31)
4 ПРЕМИАЛЬНЫЕ ИНФОРМАЦИИ (стр. № 35)
4.1 ПРИВЛЕКАТЕЛЬНЫЕ ВОЗМОЖНОСТИ НА РЫНКЕ ТЕРМОПЛАСТИЧЕСКИХ ТРУБОПРОВОДОВ
РЕГИОН
4.3 РЫНОК ТЕРМОПЛАСТОВЫХ ТРУБ, ПО ПРИМЕНЕНИЮ
4.4 РЫНОК ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДУ ПРОДУКЦИИ
4.5 РЫНОК ТЕРМОПЛАСТОВЫХ ТРУБ, ПО ВИДУ ПОЛИМЕРА
5 ОБЗОР РЫНКА (Страница №
) 5 . 1 ВВЕДЕНИЕ
1 ВВЕДЕНИЕ
5.2 ДИНАМИКА РЫНКА
5.2.1 ДРАЙВЕРЫ
5.2.1.1 Расширение применения термопластичных композитов в морской производственной деятельности
5.2.1.2 Увеличение использования инженерных термопластичных материалов при производстве труб
5.2.2 ОГРАНИЧЕНИЯ
5.2.2.1 Высокая стоимость использования Труба из термопластичного композита высшего сорта
5.2.3 ВОЗМОЖНОСТИ
5.2.3.1 Расширение деятельности по разведке и добыче нефти и газа на глубоководных и сверхглубоких водоемах
5.2.4 ПРОБЛЕМЫ
5.2.4.1 Отсутствие мировых стандартов проектирования и квалификации
5.2.4.2 Трудности в крупномасштабном производстве термопластичных композитных труб
6 РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ (Страница № 41)
6.1 ВВЕДЕНИЕ
6.2 НЕФТЬ И ГАЗ
6.2.1 ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ ТЕРМОПЛАСТИЧНЫХ ТРУБ В ПРИМЕНЕНИЯХ ВЫСОКОГО ДАВЛЕНИЯ И ГЛУБОКОЙ ВОДЫ ОЖИДАЮТСЯ ДЛЯ РАЗВИТИЯ НЕФТЬ И ГАЗОВЫЙ СЕГМЕНТ РЫНКА
6. 3 ВОДА И СТОЧНЫЕ ВОДЫ
3 ВОДА И СТОЧНЫЕ ВОДЫ
6.3.1 ЛЕГКАЯ, ВЫСОКАЯ ДОЛГОВЕЧНОСТЬ И ЭКОНОМИЧНЫЕ СВОЙСТВА ТЕРМОПЛАСТИКОВЫХ ТРУБ ОЖИДАЕТСЯ, ЧТОБЫ УСТРАНИТЬ ИХ СПРОС В СЕГМЕНТЕ ВОДЫ И СТОЧНЫХ ВОД
6.4. СВОЙСТВА ВЫСОКОПРОЧНОГО СОПРОТИВЛЕНИЯ ТЕРМОПЛАСТИЧНЫХ ТРУБ ВЕРОЯТНО ПОВЫШАЮТ ИХ СПРОС В ГОРНО-ГОРНОДОБЫВАЮЩЕМ СЕГМЕНТЕ
6.5 ИНСТРУМЕНТЫ И ВОЗОБНОВЛЯЕМЫЕ ВЕЩИ
6.5.1 ВЫРАБОТКА ЭНЕРГЕТИКИ ЧЕРЕЗ ВОЗОБНОВЛЕНИЕ ВОЗОБНОВЛЯЕМЫХ ВОЗОБНОВЛЕНИЙ 9018 ПРОИЗВОДИМО ПРОИЗВОДИТЕЛЬНОСТЬ ПРОИЗВОДИТЕЛЕЙ 9018 ИЗ 7 ПРОИЗВОДИТСЯ ПРОИЗВОДИТЕЛЕЙ 9018. РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ ПО ВИДАМ ПРОДУКЦИИ (стр.- 49)
7.1 ВВЕДЕНИЕ
7.2 ТЕРМОПЛАСТИЧЕСКАЯ КОМПОЗИТНАЯ ТРУБА (TCP)
7.2.1 ПРИМЕНЕНИЕ TCP В НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ ДЛЯ ГЛУБОКИХ И УЛЬТРАГЛУБОКОВЫХ ВОДОСТЕЙ ОЖИДАЕТСЯ, ЧТО СПРОС НА ЭТИ ТРУБЫ (ПЕРЕЗАГРУЖЕННЫЕ)
7.3. 7.3.1 РОСТ ИСПОЛЬЗОВАНИЯ АРМИРОВАННЫХ ТЕРМОПЛАСТОВЫХ ТРУБ В ПРИМЕНЕНИИ ВОДОСНАБЖЕНИЯ И СТОЧНЫХ ВОД ВЕРОЯТНО УПРАВЛЯЕТ ИХ СПРОС
8 РЫНОК ТЕРМОПЛАСТОВЫХ ТРУБ ПО ВИДАМ ПОЛИМЕРА (Страница № — 54)
8. 1 ВВЕДЕНИЕ
1 ВВЕДЕНИЕ
8.2 ПОЛИЭТИЛЕН (ПЭ)
8.2.1 ЛЕГКИЙ, ГИБКИЙ И ЛЕГКОСТЬ СВАРИВАЮЩИЙ СВОЙСТВА ПОЛИЭТИЛЕНА (ПЭ) ОЖИДАЕТСЯ, ЧТО СПОСОБСТВУЕТ СПРОСУ НА ЛЕГКОСТЬ И ЛЕГКОСТЬ ПОЛИПРОПИЛЕНА (PP)
8.3. ПОЛИВИНИЛИДЕНФТОРИД (ПВДФ)
8.4.1 ВЫСОКАЯ ТЕМПЕРАТУРА И ХИМИЧЕСКАЯ УСТОЙЧИВОСТЬ ПВДФ-ТЕРМОПЛАСТИЧЕСКИЕ ТРУБЫ 9018 СЕЙЧАС СООТВЕТСТВУЮТ ИХ ГЛОБАЛЬНОМУ СООТВЕТСТВУЮЩИМ.5 ПОЛИВИНИЛХЛОРИД (ПВХ)
8.5.1 ВЫСОКАЯ КОРРОЗИОННАЯ УСТОЙЧИВОСТЬ ТЕРМОПЛАСТИЧНЫХ ТРУБ ИЗ ПВХ ДЛЯ ИХ ТОПЛИВА
8.6 ДРУГИЕ
9 РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ, ВНУТРЕННИЙ РЕГИОН (Страница № 62) 90.180
9.2.1 US
9.2.1.1 Текущая деятельность по добыче нефти и газа является основными движущими факторами роста рынка термопластичных труб в США
9.2.2 КАНАДА
9.2.2.1 Ожидается, что горнодобывающая промышленность, разработка карьеров и добыча нефти и газа будут способствовать росту спроса на трубы из термопласта в Канаде. рынок в Мексике
9,3 ЕВРОПА
9.3.1 ГЕРМАНИЯ
9. 3.1.1 Строгие правила по очистке сточных вод приводят к увеличению количества очистных сооружений, тем самым стимулируя рост рынка в Германии
3.1.1 Строгие правила по очистке сточных вод приводят к увеличению количества очистных сооружений, тем самым стимулируя рост рынка в Германии
9.3.2 ИТАЛИЯ
9.3.2.1 Необходимость в установке канализационных трубопроводов может способствовать росту рынка термопластичных труб в Италии
9.3.3 ФРАНЦИЯ
9.3.3.1 Разработка новых очистных сооружений и трубопроводных сетей, способствующих росту рынка во Франции
9.3.4 UK
9.3.4.1 Государственная политика и расходы на очистку сточных вод и ее инфраструктуру, определяющие рост рынка в Великобритании
9.3.5 РОССИЯ
9.3.5.1 Инициативы правительства по стимулированию инвестиций в морскую разведку и добычу нефти и газа для стимулирования роста рынка в России
9.3.6 ОСТАЛЬНАЯ ЕВРОПА
9.4 Азиатско-Тихоокеанский регион
9.4.1 ИНДИЯ
9.4.1.1 Правительство инициативы по очистке сточных вод, наряду с модернизацией существующих тепловых электростанций, как ожидается, будут способствовать росту рынка
9. 4.2 АВСТРАЛИЯ
4.2 АВСТРАЛИЯ
9.4.2.1 Ожидается, что расширение существующей горнодобывающей инфраструктуры будет стимулировать рост рынка термопластичных труб в Австралии
9.4.3 ЯПОНИЯ
9.4.3.1 Рост спроса на термопластические трубы в химической промышленности для стимулирования роста рынка в Японии
9.4.4 КИТАЙ
9.4.4.1 Переход к производству энергии из нетрадиционных ресурсов и открытие новых месторождений нефти, которые, как ожидается, будут стимулировать рост рынка в Китае
9.4.5 МАЛАЙЗИЯ
9.4.5.1 Расширение существующих нефтяных и газовых месторождений и глубоководных разведочных заводов для содействия росту рынка в Малайзии
9.4.6 ОСТАЛЬНАЯ АЗИЯ, ТИХООКЕАНСКИЙ РЕГИОН
9.5 БЛИЖНИЙ ВОСТОК И АФРИКА
9.5.1 САУДОВСКАЯ АРАВИЯ
9.5. 1.1 Высокий спрос на термопластические трубы для систем водоснабжения и водоотведения, вероятно, будет стимулировать рынок Саудовской Аравии
9.5.2 КАТАР
9.5.2.1 Ожидается, что постоянный рост населения в Катаре (Доха) приведет к увеличению количества очистных сооружений в стране
9. 5.3 ЮЖНАЯ АФРИКА
5.3 ЮЖНАЯ АФРИКА
9.5.3.1 Увеличение инвестиций в государственную инфраструктуру в водном и энергетическом секторах для стимулирования рост рынка в Южной Африке
9.5.4 ЕГИПЕТ
9.5.4.1 Ожидается, что рост осведомленности о воде в Египте будет стимулировать рост рынка термопластичных труб в стране
9.5.5 ТУРЦИЯ
9.5.5.1 Увеличение инвестиций в разведку нефти и газа, что приведет к увеличению спроса на трубы из термопласта в Турции
9.5.6 ОСТАЛЬНЫЙ БЛИЖНИЙ ВОСТОК И АФРИКА
9.6 ЮЖНАЯ АМЕРИКА
9.6.1 БРАЗИЛИЯ
9.6.1.1 Увеличение инвестиций в нефтегазовой отрасли Бразилии, вероятно, будет стимулировать рост рынка в стране.- 97)
10.1 ВВЕДЕНИЕ
10.2 АНАЛИЗ ДОЛИ НА РЫНКЕ
10.3 КОНКУРЕНТНЫЙ СЦЕНАРИЙ
10.3.1 ЗАПУСК ПРОДУКТОВ
10.3.2 ИНВЕСТИЦИИ И РАСШИРЕНИЕ
10.3.3 КОНТРАКТЫ И СОГЛАШЕНИЯ
10.3.4 ПАРТНЕРСКИЕ СОГЛАШЕНИЯ
10.4 КАРТА КОНКУРЕНТНОГО ЛИДЕРСТВА
10.4.1 ВИЗИОНАРНЫЕ ЛИДЕРЫ
10. 4.2 ИННОВАТОРЫ
4.2 ИННОВАТОРЫ
10.4.3 ДИНАМИЧЕСКИЕ ДИФФЕРЕНЦИАТОРЫ
10.4.4 ВОЗНИКАЮЩИЕ
11 ПРОФИЛИ КОМПАНИИ (№ страницы — 103)
(Обзор бизнеса, предлагаемые продукты, последние разработки, SWOT-анализ, MnM View) *
11.1 РАСШИРЕННЫЙ СИСТЕМНЫЙ ДРАЙН
11,2 TECHNIPFMC
11,3 NATIONAL OILWELL VARCO
11,5 PRYSMIAN
11,6 AIRBORNE OIL & GAS
11,7 MAGMA GLOBAL
11,8 CHEVRON PHILIPS CHEMICAL COMPANY
11.9 GEORG FISCHER
11.10 WIENERBERGER
11.11 SHAWCOR
11.12 IPEX
11.13 UPONOR CORPORATION
11.14 SAUDI ARABIAN AMIANTIT
11.15 SIMTECH
11.16 PES.TEC
11.17 AETNA PLASTICS 11.16 PES. Подробная информация об обзоре бизнеса, предлагаемых продуктах, последних разработках, SWOT-анализе, MnM View может быть недоступна в случае компаний, не котирующихся на бирже.
12 ПРИЛОЖЕНИЕ (Страница № — 140)
12.1 ИНФОРМАЦИЯ ОБ ОТРАСЛЯХ ЭКСПЕРТОВ
12. 2 РУКОВОДСТВО ДЛЯ ОБСУЖДЕНИЯ
2 РУКОВОДСТВО ДЛЯ ОБСУЖДЕНИЯ
12.3 МАГАЗИН ЗНАНИЙ: MARKETSANDMARKETS ПОДПИСКА ПОРТАЛОВ
185 12.4 АВТОМАТИЧЕСКАЯ ПРОДАЖА
12.6 ДОСТУПНАЯ ПРОДАЖА 9018 12.6 ПОЛЬЗОВАТЕЛЬСКАЯ ПРОДАЖА
СПИСОК ТАБЛИЦ (98 ТАБЛИЦ)
ТАБЛИЦА 1 РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ: ПОДКЛЮЧЕНИЕ ИГРОКОВ / КОМПАНИЙ
ТАБЛИЦА 2 РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ: ОТРАСЛЕВОЙ / СТРАНОВЫЙ АНАЛИЗ МЛН ДОЛЛ. США)
ТАБЛИЦА 6 НЕФТЬ И ГАЗ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (МЛН ДОЛЛАРОВ США)
ТАБЛИЦА 7 НЕФТЬ И ГАЗ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (ТЫСЯЧ-МЕТРОВ)
ТАБЛИЦА 8 : ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (МЛН. ДОЛЛ. 20182025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 11 ДОБЫЧА И ОБСЛУЖИВАНИЕ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (ТЫСЯЧИ МЕТРОВ)
ТАБЛИЦА 12 ОБЪЕМЫ И ВОЗОБНОВЛЯЕМЫЕ ВЕЩЕСТВА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО РЕГИОНАМ, 2018-202 5 (МЛН ДОЛЛ. США)
ТАБЛИЦА 13 КОММУНАЛЬНЫЕ И ВОЗОБНОВЛЯЕМЫЕ ВЕЩЕСТВА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (ТЫСЯЧИ МЕТРОВ)
ТАБЛИЦА 14 ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДУ ПРОДУКЦИИ, 2018-2025 ТЫС. TCP): ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018–2025 гг. (МЛН. Долл. США)
TCP): ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018–2025 гг. (МЛН. Долл. США)
ТАБЛИЦА 16 ТЕРМОПЛАСТИЧЕСКИЕ КОМПОЗИТНЫЕ ТРУБЫ (TCP): РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018–2025 гг. (ТЫСЯЧ-МЕТРОВ) ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (МЛН. ДОЛЛ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 20 ПОЛИЭТИЛЕН (ПЭ): РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО РЕГИОНАМ, 2018–2025 гг. (МЛН долл. США) ПОЛИПРО ПИЛЕН (ПП): ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО РЕГИОНАМ, 2018–2025 гг. (МЛН долл. США)
ТАБЛИЦА 23 ПОЛИПРОПИЛЕН (ПП): ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018–2025 гг. ОБЪЕМ РЫНКА ТРУБ, ПО РЕГИОНАМ, 2018-2025 (МЛН. ДОЛЛ. РЕГИОН, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 27 ПОЛИВИНИЛХЛОРИД (ПВХ): РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (ТЫСЯЧ-МЕТРОВ) 29 ПРОЧЕЕ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (ТЫСЯЧ МЕТРОВ)
ТАБЛИЦА 30 ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2018-2025 (МИЛЛИОН ДОЛЛАРОВ США)
ТАБЛИЦА 31 РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ОТНОСИТЕЛЬНО РЕГИОНОВ В 20182025 ГОДУ, ПО РЕГИОНАМ
ТАБЛИЦА 32 СЕВЕР АМЕРА ICA: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018–2025 гг. (МЛН долл. США)
(МЛН долл. США)
ТАБЛИЦА 33 СЕВЕРНАЯ АМЕРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДУ ПРОДУКЦИИ, 2018–2025 гг. (МИЛЛИОН долл. США) 20182025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 35 СЕВЕРНАЯ АМЕРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО СТРАНАМ, 20182025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 36 США: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 гг. РАЗМЕР, ПО ВИДУ ПРОДУКЦИИ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 38 КАНАДА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 39 КАНАДА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, В 2018-2025 ГГ. 40 МЕКСИКА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 41 МЕКСИКА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018-2025 гг. (МЛН ДОЛЛАРОВ)
ТАБЛИЦА 42 ЕВРОПА, РАЗМЕР ТЕРМОПЛАСТИЧНЫХ ТРУБ ATION, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 43 ЕВРОПА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКТА, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 44 ЕВРОПА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДУ ПОЛИМЕРА, 2018-2025
МЛН. ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО СТРАНАМ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО СТРАНАМ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 46 ГЕРМАНИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 47 ГЕРМАНИЯ: ТИПЫ ПРОДУКЦИИ, МЛН.
ТАБЛИЦА 48 ИТАЛИЯ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 49 ИТАЛИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018-2025 (МЛН. ДОЛЛАРОВ) 20182025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 51 ФРАНЦИЯ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018-2025 (МЛН ДОЛЛАРОВ США)
ТАБЛИЦА 52 ВЕЛИКОБРИТАНИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018–2025 (МИЛЛИОН ДОЛЛАРОВ)
ТАБЛИЦА 53 ВЕЛИКОБРИТАНИЯ: ОБЪЕМ РЫНКА ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 54 РОССИЯ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 55 РОССИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, МЛН ДОЛЛ.
ТАБЛИЦА 56 ОСТАЛЬНАЯ ЕВРОПА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018–2025 гг. (МЛН ДОЛЛ. США)
(МЛН ДОЛЛ. США)
ТАБЛИЦА 57 ОСТАЛЬНАЯ ЕВРОПА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДУ ПРОДУКЦИИ, 2018–2025 гг. (МЛН ДОЛЛ. США) РАЗМЕР, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 59 АЗИЯ-ТИПИЧЕСКИЕ ТРУБЫ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018-2025 (МЛН. ДОЛЛ.
ТАБЛИЦА 61 Азиатско-Тихоокеанский регион: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО СТРАНАМ, 2018-2025 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 62 ИНДИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ НА РЫНКЕ) ТИП ПРОДУКТА, 2018–2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 64 АВСТРАЛИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018–2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 65 АВСТРАЛИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ТИПАМ ПРОДУКЦИИ, 2018–2025 ГОДЫ: 9018 МЛН. ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛ.
ТАБЛИЦА 69 КИТАЙ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018–2025 гг. (МЛН ДОЛЛ. США) , 20182025 (МЛН ДОЛЛАРОВ США)
ТАБЛИЦА 72 РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 20182025 (МЛН ДОЛЛ. США) 5 (МЛН ДОЛЛ. США)
США) 5 (МЛН ДОЛЛ. США)
ТАБЛИЦА 74 БЛИЖНИЙ ВОСТОК И АФРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛАРОВ США)
ТАБЛИЦА 75 БЛИЖНИЙ ВОСТОК И АФРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ 18 МЛН. 76 БЛИЖНИЙ ВОСТОК И АФРИКА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДУ ПОЛИМЕРА, 2018–2025 гг. (МЛН ДОЛЛ. США)
ТАБЛИЦА 77 БЛИЖНИЙ ВОСТОК И АФРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО СТРАНАМ, 2018–2025 гг. РАЗМЕР, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 79 САУДОВСКАЯ АРАВИЯ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018-2025 (МЛН ДОЛЛ. 81 КАТАР: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018–2025 гг. (МЛН. Долл. США)
ТАБЛИЦА 82 ЮЖНАЯ АФРИКА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018–2025 гг. (МИЛЛИОН долл. США) ТИП ODUCT, 2018-2025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 84 ЕГИПЕТ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 85 ЕГИПЕТ: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ТИП ПРОДУКТА, ТИП, 2018-2025 ГОДЫ
МЛН. ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 87 ТУРЦИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДУ ПРОДУКЦИИ, 2018-2025 (МЛН. ДОЛЛ. 20182025 (МЛН ДОЛЛ. США)
ТАБЛИЦА 89 ОСТАЛЬНЫЙ БЛИЖНИЙ ВОСТОК И АФРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 20182025 (МЛН ДОЛЛ. 91 ЮЖНАЯ АМЕРИКА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКЦИИ, 2018–2025 гг. (МЛН ДОЛЛ. США)
ТАБЛИЦА 92 ЮЖНАЯ АМЕРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ, ПО ВИДУ ПОЛИМЕРА, 2018–2025 гг. (МЛН. Долл. США) РАЗМЕР РКЕТА, ПО СТРАНАМ, 2018-2025 (МЛН. ДОЛЛАРОВ)
ТАБЛИЦА 94 БРАЗИЛИЯ: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН ДОЛЛ. 96 ОСТАЛЬНАЯ АМЕРИКА: ОБЪЕМ РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ПРИМЕНЕНИЮ, 2018-2025 (МЛН. ДОЛЛАРОВ США)
ТАБЛИЦА 97 ОСТАЛЬНАЯ АМЕРИКА: РАЗМЕР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО ВИДАМ ПРОДУКТА, 2018-2025 (МЛН. РЫНОК, ЯНВАРЬ 2016 ФЕВРАЛЬ 2020
ПЕРЕЧЕНЬ ФИГУР (40 ФИГУР)
РИСУНОК 1 РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ: ИССЛЕДОВАТЕЛЬСКИЙ ДИЗАЙН
РИСУНОК 2 МЕТОДОЛОГИЯ ИССЛЕДОВАНИЯ: ИЛЛЮСТРАЦИЯ ОЦЕНКИ ДОХОДОВ КОМПАНИИ ТЕРМОПЛАСТИЧЕСКИХ ТРУБ (2019 г. ) НА РЫНКЕ ОЖИДАЕТСЯ ВЫСОКИЙ CAGR С 2020 по 2025 год.
) НА РЫНКЕ ОЖИДАЕТСЯ ВЫСОКИЙ CAGR С 2020 по 2025 год.
. РИСУНОК 6 НЕФТЕГАЗОВЫЙ СЕГМЕНТ В ПРОГНОЗНОМ ПЕРИОДЕ
. ПРОГНОЗНЫЙ ПЕРИОД
РИСУНОК 8 ПОЛИЭТИЛЕНОВЫЙ СЕГМЕНТ (РЕ) ОЖИДАЕТСЯ, ЧТО В ТЕЧЕНИЕ ПРОГНОЗНОГО ПЕРИОДА
РИСУНОК 8 ПОЛИЭТИЛЕНОВЫЙ (ПЭ) сегмент будет лидером на рынке ТЕРМОПЛАСТИЧЕСКИХ ТРУБ РЫНОК ТРУБ С 2020 ПО 2025 ГОД
РИСУНОК 10 ЮГ АМЕРИКАНСКИЙ РЫНОК ТЕРМОПЛАСТИЧНЫХ ТРУБ В ТЕЧЕНИИ ПРОГНОЗНОГО ПЕРИОДА ОЖИДАЕТСЯ ВЫСОКИМ РОСТОМ РЫНКА ТЕРМОПЛАСТОВЫХ ТРУБ
РИСУНОК 11 НЕФТЕГАЗОВЫЙ СЕГМЕНТ В 2019 ГОДУ НА РЫНКЕ ТЕРМОПЛАСТОВЫХ ТРУБ
РИСУНОК 12 ТЕРМОПЛАСТОВЫЙ ПЕРМОПЛАСТ В 2019 ГОД СЕГМЕНТ ПОЛИЭТИЛЕНА (ПЭ) доминировал на рынке термопластических труб в 2019 г. КРУПНЕЙШАЯ РЫНОЧНАЯ ДОЛЯ СЕГМЕНТА В 2019 г. 19 ДОЛЯ (СТОИМОСТЬ) НА РЫНКЕ ТЕРМОПЛАСТИЧНЫХ ТРУБ, ПО РЕГИОНАМ, 2019 г.
РИСУНОК 20 СЕВЕРНАЯ АМЕРИКА: THERMOPLAS ОБЗОР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ
РИСУНОК 21 Азиатско-Тихоокеанский регион: ОБЗОР РЫНКА ТЕРМОПЛАСТИЧНЫХ ТРУБ
РИСУНОК 22 КЛЮЧЕВЫЕ СОБЫТИЯ НА РЫНКЕ ТЕРМОПЛАСТИЧНЫХ ТРУБ С ЯНВАРЯ 2016 ПО ФЕВРАЛЬ 2020 ГОДА
РИСУНОК 23 СРАВНИТЕЛЬНЫЙ ОБЗОР РЫНКА ТЕРМОПЛАСТИЧЕСКИХ ТРУБ С ЯНВАРЯ 2016 г.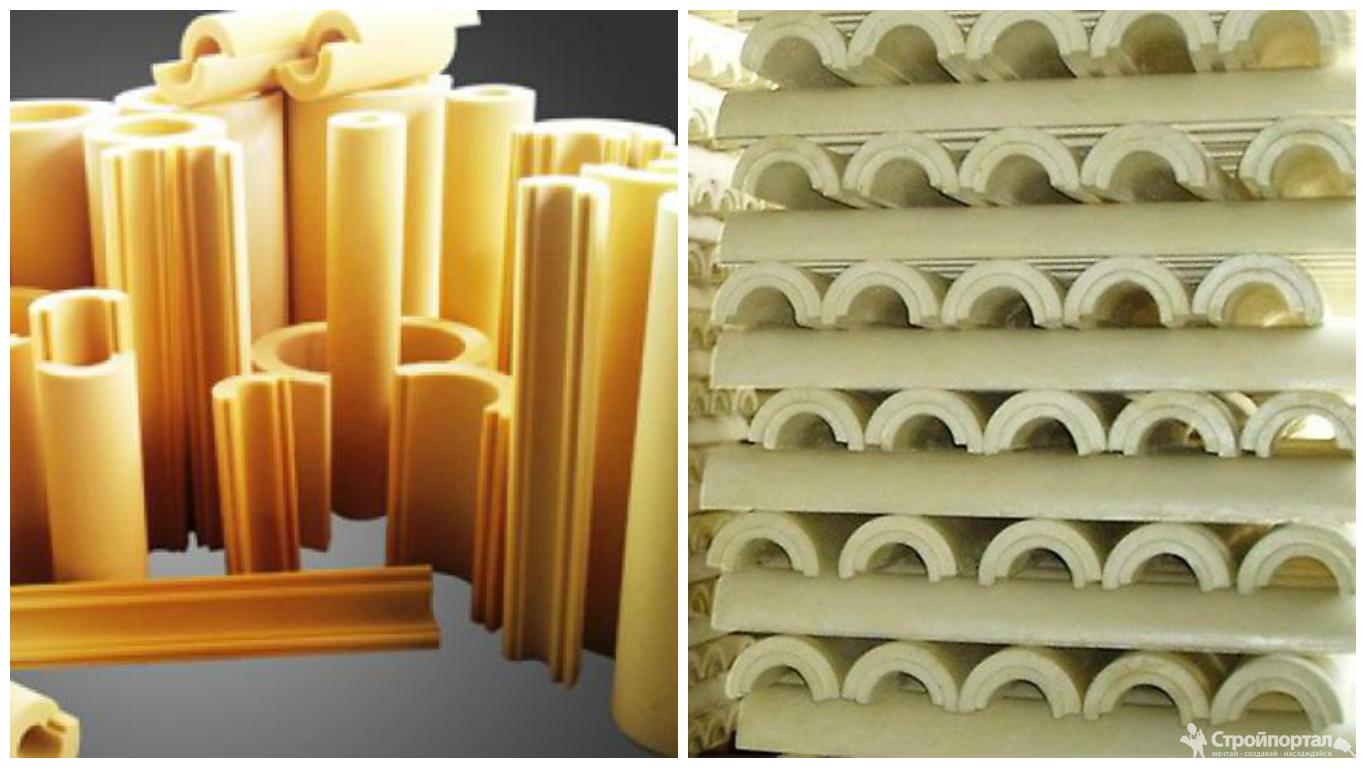 ПО ФЕВРАЛЬ 2020 ГОДА
ПО ФЕВРАЛЬ 2020 ГОДА
, 2019
РИСУНОК 25 РАСШИРЕННЫЕ ДРЕНАЖНЫЕ СИСТЕМЫ: ИНФОРМАЦИЯ О КОМПАНИИ
РИСУНОК 26 РАСШИРЕННЫЕ ДРЕНАЖНЫЕ СИСТЕМЫ: SWOT-АНАЛИЗ
РИСУНОК 27 TECHNIPFMC: ИНФОРМАЦИЯ О КОМПАНИИ
РИСУНОК 28 TECHNIPFMC: SWOT-АНАЛИЗ КОМПАНИИ
РИСУНОК 29 КОМПАНИЯ NILWATION SWOT-АНАЛИЗ
РИСУНОК 31 КОМПАНИЯ BAKER HUGHES: ОБЗОР КОМПАНИИ
РИСУНОК 32 КОМПАНИЯ BAKER HUGHES: SWOT-АНАЛИЗ
РИСУНОК 33 PRYSMIAN: КОМПАНИЯ SNAPSHOT
РИСУНОК 34 PRYSMIAN: SWOT-АНАЛИЗ ФИГУРЫ ФИГУРЫ ФИГУРЫ
КОМПАНИИ: ФИГ. ФОТОГРАФИЯ КОМПАНИИ
РИСУНОК 37 Винербергер: ФОТОГРАФИЯ КОМПАНИИ
РИСУНОК RE 38 SHAWCOR: ИНФОРМАЦИЯ О КОМПАНИИ
РИСУНОК 39 КОРПОРАЦИЯ UPONOR: ИНФОРМАЦИЯ О КОМПАНИИ
РИСУНОК 40 САУДОВСКИЙ АРАБСКИЙ АМИАНТИТ: ИНФОРМАЦИЯ О КОМПАНИИ
Ассоциация пластиковых труб и фитингов
О PEX
Сшитый полиэтилен (PEX) — это пластиковый материал, изготовленный из полиэтилена средней или высокой плотности, который модифицирован для улучшения свойств, таких как повышенная термостойкость, долговременная прочность и стабильность.
что делает его отличным выбором для использования в линиях обслуживания, системах распределения горячей и холодной питьевой воды, системах пожаротушения в жилых домах и системах водяного отопления.Трубы из этих материалов производятся с учетом
требования ASTM F876, ASTM F877, AWWA C904 и / или CSA B137.5.
Трубопровод
PEX уже несколько десятилетий используется в системах распределения горячей и холодной воды, а также для водяного отопления в Европе. Представленный в США в 1980-х годах, PEX является наиболее широко используемым гибким водопроводным трубопроводом для водопровода.
и системы обогрева полов с помощью радиаторов.
Трубки
PEX изготавливаются методом экструзии с номинальным диаметром от «-3».Он контролируется по внешнему диаметру, контролируемому по (наружному диаметру) размерам в том, что обычно называется CTS (размер медной трубки). Толщина стенки основана на стандартных размерах.
Соотношение 9 (SDR 9) означает, что отношение наружного диаметра к толщине стенки трубы составляет 9: 1. Он доступен в бухтах различной длины и прямой длины.
Он доступен в бухтах различной длины и прямой длины.
Устойчивое развитие (Зеленое строительство)
Существенным преимуществом PEX и других пластиковых труб является их небольшое воздействие на окружающую среду по сравнению с другими материалами, используемыми для аналогичных применений.Чтобы узнать больше, нажмите сюда.
Использование и приложения
Трубки
PEX могут использоваться в линиях обслуживания или системах распределения питьевой воды при условии, что они были протестированы в соответствии с действующим стандартом, соответствуют требованиям стандарта 61 ANSI / NSF и имеют надлежащую сертификацию от признанного
испытательное агентство. Трубки PEX также широко используются для теплопередачи — как низкотемпературных (теплый пол и / или охлаждение, таяние снега, кондиционирование дерна и защита от вечной мерзлоты), так и распределительных трубопроводов для
температура до 200 ° F (плинтус с горячей водой, конвекторы, радиаторы и т. д.), а некоторые разрешены для использования в системах пожаротушения в жилых помещениях.
д.), а некоторые разрешены для использования в системах пожаротушения в жилых помещениях.
Код Статус
Трубки
PEX признаны приемлемыми для водораспределительных трубопроводов во всех основных моделях водопроводных сетей.
Наличие
Трубки
PEX можно приобрести у оптовых торговцев сантехникой, строительных центров и производителей в США и Канаде.
Маркировка
Трубки
PEX должны иметь следующую маркировку:
- Название или торговая марка производителя
- Стандарт, которому он соответствует (ASTM F876, F877, AWWA C904 и / или CSA B137.5)
- Размер трубки и CTS
- Код обозначения материала (PEX0006 или аналогичный)
- Номинальное давление / температура
- SDR9
- Если трубка предназначена для питьевой воды, лабораторная печать или отметка, подтверждающая пригодность для питьевой воды
- Обозначения фитингов ASTM, одобренных для использования производителем трубок
Интервал маркировки на трубке не должен превышать пяти футов.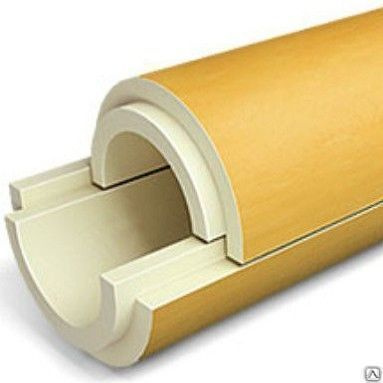
Дополнительные ресурсы
Online Piping & Usage Specification by the Mechanical Contracting Education & Research Foundation (MCERF) информирует пользователей о типах труб,
материалы, аппликации и способы соединения.
История
PEX является результатом химического соединения отдельных молекул полиэтилена с целью улучшения характеристик исходной базовой смолы.
при более высоких температурах.Основная причина сшивания полиэтилена (PE) заключается в повышении термостойкости материала под нагрузкой. Это существенно улучшает сопротивление растрескиванию под воздействием окружающей среды и сопротивление медленному растрескиванию.
рост.
В конце 1950-х годов ученые работали над структурой полиэтилена, чтобы укрепить связи между полимерными цепями. Они разработали способы создания дополнительных связей между молекулами полиэтилена посредством ковалентной или химической связи. В
В
В результате была получена полиэтиленовая структура, которая не «текла» и не переходила в размягченное состояние так быстро при повышении температуры.
Методы производства PEX
Существует три основных метода производства труб из PEX.
1. В методе «Энгеля» или пероксидном методе используется специальный экструдер с плунжерным действием, в котором пероксид добавляется к основной смоле и за счет сочетания давления и высокой температуры происходит сшивание во время изготовления трубки.
2. «Силановый» метод производства PEX включает прививку реакционноспособной молекулы силана к основной цепи полиэтилена.Трубки изготавливаются путем смешивания этого привитого соединения с катализатором, что может быть выполнено с использованием либо Sioplas
методом или с помощью специального экструдера это можно сделать методом Monosil. После экструзии трубку подвергают воздействию пара или горячей воды, чтобы вызвать окончательную реакцию поперечного сшивания в трубке.
3. Сшивание электронным пучком происходит, когда излучение очень высокой энергии используется для инициирования сшивания молекул в полиэтилене высокой плотности.Этот продукт экструдируется, как обычный HDPE, затем доставляется на установку для производства электронно-лучевой балки и направляется под
луч или луч в ускорителе, где он дозируется определенным количеством излучения, чтобы высвободить атомы водорода и заставить полимерные каины связываться или связываться с открытыми центрами углерода.
В европейских стандартах эти три метода обозначаются как PEX-A, PEX-B и PEX-C соответственно и не связаны ни с каким типом рейтинговой системы. Все полученные трубные изделия из PEX работают одинаково и рассчитаны на
Стандарты ASTM, NSF и CSA, по которым они протестированы и сертифицированы.Списки и сертификаты, которым соответствует каждый продукт, печатаются на линии печати самой трубки, чтобы гарантировать, что продукт используется в надлежащих областях применения, в которых он был
предназначен для.
Члены PEX
SHELL-TO-EXIT-U.S.-PB-PIPE-RESIN-РЫНОК | Новости пластмасс
Обвиняя огромные юридические счета, в том числе групповое урегулирование в отношении труб из полибутилена на сумму 950 миллионов долларов, Shell Oil Co., единственный отечественный производитель смолы, заявила клиентам в США, что прекратит поставки смолы для труб из полибутилена после 16 апреля.Поскольку других крупных источников смолы нет, решение Shell может стать похоронным звоном для водопровода PB в Соединенных Штатах. Гибкая серая труба, установленная в системе с пластиковыми фитингами из ацетала, вызвала утечки по всей стране, вызвав кошмар в отношениях с общественностью и сорвав джекпот для юристов.
С 16 апреля Shell больше не будет продавать смолы для труб из полибутилена в США. Труба — основной потребитель ПБ. Представитель Shell заявила, что компания по-прежнему будет производить другие сорта смолы для выдувного формования, литья под давлением и других процессов.
Ход, который не был полностью неожиданным, учитывая проблемы с трубами из полибутилена, быстро распространился. Хьюстонская компания Shell объявила об этом в январе двум своим основным производителям трубных экструдеров, U.S. Brass of Commerce, Texas и Vanguard Plastics Inc. из Макферсона, штат Канзас, которые переходят на трубы из сшитого полиэтилена.
В 1994 году судебные иски из-за утечки в трубных системах из полибутилена вынудили U.S. Brass подать заявление о реорганизации в соответствии с главой 11 Кодекса США о банкротстве. U.S. Brass является частью Eljer Industries, публичной компании, владеющей U.S. Brass через свою дочернюю компанию Eljer Manufacturing Inc.
U.S. Brass уже приступила к экструзии труб из сшитого полиэтилена. Vanguard планирует начать производство в ближайшее время. Труба, более широко используемая в Европе, чем в США, используется в системах питьевого водоснабжения и теплых полов.
«Мы можем начать поставки продукции немедленно, — сказал Джим Харрис, президент Eljer Manufacturing.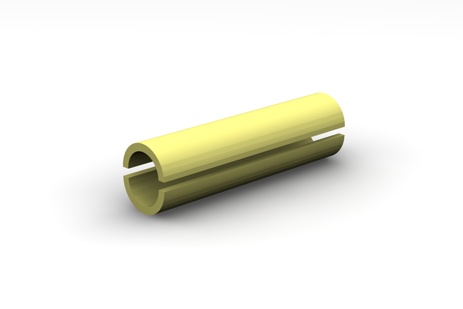 « Мы по-прежнему будем заниматься гибкой сантехникой ». Трубы из сшитого полиэтилена производятся на заводах в Коммерс и Элкхарт, штат Индиана.
« Мы по-прежнему будем заниматься гибкой сантехникой ». Трубы из сшитого полиэтилена производятся на заводах в Коммерс и Элкхарт, штат Индиана.
« Мы вынуждены отказаться от полибутилена, — сказал Харрис. «У нас было намерение остаться в бизнесе полибутилена, но, поскольку мы не сможем закупить смолу после 16 апреля, мы перейдем на [XLPE]».
Он отказался сообщить, сколько машин для производства труб из сшитого полиэтилена компания работает.
Президент Vanguard Plastics Кейт Свинхарт сказал, что Vanguard, владеющая заводами в Макферсоне и Бофорте, Южная Каролина, имеет достаточно запасов смолы на все лето. По словам Свинхарта, Vanguard сможет получить некоторое количество смолы из Японии, но не в достаточно больших количествах, чтобы продолжить текущее производство.
« На самом деле мы не ожидали, что они [Shell] выйдут из бизнеса, но это было возможно. И мы должны были подготовиться к этой возможности », — сказал он.
Тесно контролируемая компания Vanguard имеет прочную финансовую основу и расширила свою деятельность на другие типы труб, сказал он.
«Мы производим ХПВХ [хлорированный ПВХ], и в течение некоторого времени у нас есть, который подходит для водопровода горячей и холодной воды и используется с 1969 года. Мы разрабатываем систему [XLPE] в качестве замены, и Ожидайте, что это будет в производстве очень скоро.Мы думаем, что переход может быть осуществлен с использованием [XLPE], потому что это гибкий продукт, без существенного нарушения существующего рынка », — сказал он.
Если заявление Shell действительно сигнализирует о прекращении производства водопроводных труб в США, то началом конца стало крупное урегулирование в размере 950 миллионов долларов, о котором было объявлено 8 ноября. Shell и Hoechst Celanese Corp., поставлявшая ацеталевую смолу для литьевых фитингов труб, уладились. с миллионами домовладельцев.
Линии по производству труб
Материалы: PVC, PE, PP, PEX, PA
Диапазон диаметров: от до 1.600 мм
Области применения:
ПВХ:
— напорный трубопровод
— водораспределительные системы
— оросительные установки
— безнапорные
— канализационные системы
— системы водоотведения для гражданских и промышленных зданий
— сброс метеорных вод
— вентиляционные системы
— промышленное применение
— трубопроводы кабельные
— гибкие трубы
— шланги садовые
— трубы медицинские
— всасывание жидкостей
— защитная оболочка для электрических кабелей
 youtube.com/embed/WCznCpciRKw?rel=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/WCznCpciRKw?rel=0″ frameborder=»0″ allowfullscreen=»»/>
PE:
— трубы под давлением
— транспортировка и распределение воды
— газораспределительные системы
— оросительные установки
— системы капельного полива
— напорные трубы
— линии защиты электрических кабелей
— трубы с внутренней обшивкой с низким коэффициентом трения
— 2-х и 3-х выводные патрубки
— двухориентированные трубы для производства патронов для ружей
PP:
— подземные напорные трубопроводы
— напорный трубопровод для отвала зданий, в том числе звукопоглощающий
— распределительные устройства горячей санитарной воды
— дренажные установки
— промышленные установки для транспортировки агрессивных продуктов
— трубы для дымоходов
PEX:
— распределительные устройства горячей санитарной воды
— традиционный и теплый пол
— котлы для теплиц
— геотермические установки
— системы распределения для централизованного теплоснабжения
PA:
— тормозные устройства
— установки сжатого воздуха и вакуума
— трубы для внутреннего скольжения металлических деталей, кабельная направляющая
— трубы для масел и углеводородов среднего и низкого давления
Головки для труб
Пластик в цифрах | Центр пластических действий
Вы обратили внимание на число, напечатанное внутри символа утилизации на большинстве пластиковых материалов? Многие люди предполагают, что этот символ означает, что материал подлежит переработке, хотя на самом деле эти цифры просто указывают, из какого типа пластика сделан материал.
Символ вторичной переработки на пластиковых изделиях не означает, что изделие обязательно подлежит вторичной переработке или вторичной переработке. Номер представляет собой идентификационный код смолы, который говорит вам, из какого пластика сделан этот материал. Пластмассы, которые имеют № 1 (ПЭТЭ) или № 2 (HDPE), являются наиболее часто перерабатываемыми пластиками. Пластмассы № 3, № 4, № 5, № 6 и № 7, как правило, труднее перерабатывать, и они не всегда собираются в местных программах переработки. Некоторая упаковка неизбежна, но мы можем выбрать пластиковую упаковку из материала, который можно переработать.
Переработка
Хотя пластик может быть переработан, эти цифры не означают автоматически, что он принят в вашу местную программу утилизации. Допустимые материалы в программах утилизации различаются от города к городу. Всегда уточняйте в местном муниципалитете, можно ли переработать пластик в вашем районе.
Загрузите полную инфографику здесь.
# 1 Полиэтилентерефталат (ПЭТ)
Прозрачный твердый пластик, часто используемый в качестве одноразовых емкостей для еды и напитков, таких как бутылки для воды и жидкости, емкости для растительного масла, емкости для арахисового масла и некоторые емкости для готовых замороженных продуктов.
Возможность вторичного использования
Переработанный полиэтилентерефталат известен как RPET и является наиболее широко перерабатываемым пластиком в мире.
Вторичный продукт использует
- Волокно ковровое
- Куртки из флиса, стеганое одеяло, большие сумки
- Емкости для пищевых продуктов, напитков (бутылки) и непродовольственных товаров
- Пленка и защитное покрытие
- Обвязка
# 2 Полиэтилен высокой плотности (HDPE)
Твердый пластик, не такой прозрачный, как ПЭТ, который часто используется для изготовления бытовых чистящих средств, бутылок для шампуня и контейнеров для йогурта.
Возможность вторичного использования
HDPE
признан во всем мире, потому что это один из самых простых в переработке пластиковых полимеров. Большинство компаний по переработке отходов собирают материал HDPE и отвозят его на крупные предприятия для обработки. Если в партии есть другие пластмассы, переработанный конечный продукт может испортиться.
Вторичный продукт использует
- Бутылки для непродовольственных товаров (шампуни, мыла, чистящих средств и т. Д.)
- Пластиковые пиломатериалы
- Контейнеры для вторсырья
- Плитка напольная
- Ведра, бункеры и ящики
- Цветочные горшки и садовая кромка
- Пленка и защитное покрытие
# 3 Поливинилхлорид (ПВХ)
Часто используется для винила и труб, не такой жесткий, как ПЭТ и ПНД.Это основной пластик, используемый для изготовления труб, панелей, настилов, ограждений и бутылок. Продукты из ПВХ имеют средний срок службы 30 лет, а некоторые достигают 50 лет и более.
Возможность вторичного использования
В необработанном ПВХ содержится большое количество хлора (около 56% от его веса), а также большое количество опасных добавок, добавленных для достижения желаемого качества материала. В результате ПВХ требует отделения от других пластмасс для вторичной переработки.
Вторичный продукт использует
- Трубопровод
- Профнастил, ограждение, водостоки
- Садовые шланги
- Ковровая основа, напольная плитка, эластичные полы и коврики
- Брызговики
- Электрические коробки и кабели
- Транспортные конусы
- Плинтус для мобильного дома
- Упаковка, пленка и листы
# 4 Полиэтилен низкой плотности (LDPE)
Мягкий гибкий пластик, который часто используется в качестве пакетов для хлеба, замороженных продуктов и пластиковых пакетов для покупок.
Возможность вторичного использования
Для вторичной переработки необходимо отделить пластиковую пленку, в том числе пленку HPDE от пленки LDPE. Кроме того, прозрачные пленки следует отделять от цветной или печатной пленки. Неразделанная пленка может повлиять на ее стоимость.
Вторичный продукт использует
- Транспортные конверты
- Вкладыши для мусорных баков
- Плитка напольная и вагонка
- Мебель
- Пленка и защитное покрытие
- Контейнеры для компоста и мусорные баки
- Ландшафтная древесина и садовая доска
# 5 Полипропилен (ПП)
Пластик, обычно используемый в крышках, некоторых контейнерах для йогурта, бутылках с лекарствами и соломинках.
Возможность вторичного использования
Один из наименее перерабатываемых пластиков после потребления — менее 1%. Процесс переработки включает 5 этапов: сбор, сортировку, очистку, переработку путем плавления и производство новых продуктов из переработанного полипропилена. Процесс плавления состоит из двух этапов: плавление полипропилена при температуре около 250 ° C для удаления молекул загрязняющих веществ; удаление остаточных молекул в вакууме и отверждение при 140 ° C. Продукты, изготовленные с помощью этого процесса, могут быть смешаны с первичным полипропиленом в количестве до 50%.
Использование вторичного продукта
- Применение в автомобилях: ящики для аккумуляторов, сигнальные лампы, кабели для аккумуляторов
- Щетки, щетки и скребки для льда, грабли садовые
- Масляные воронки
- Крепления для велосипедов
- Складские места
- Поддоны транспортировочные, пленка, лотки
# 6 Полистирол (ПС)
Обычно встречается как одноразовые кофейные чашки и контейнеры для еды на вынос. Торговая марка — пенополистирол.
Торговая марка — пенополистирол.
Возможность вторичного использования
Сложно и дорого, потому что это низкая плотность и в среднем 98% воздуха.Он должен быть доставлен на предприятие, где его можно сжать, чтобы его можно было с минимальными затратами и временем транспортировать на большие расстояния для переработки и повторного использования.
Использование вторичного продукта
- Теплоизоляция
- Термометры
- Рамки номерного знака
- Корпуса для фотоаппаратов или видеокассет
- Пластиковые молдинги (т. Е. Изделия из древесины)
- Защитная упаковка
- Пластины выключателя света
- Подносы для стола
- Картонные коробки для яичной скорлупы
# 7 Прочие пластмассы
Этот пластик можно найти в бутылках-кулерах, больших пластиковых контейнерах и смешанных пластиковых материалах.
Возможность вторичного использования
Например, поликарбонаты (ПК)
утилизировать труднее всего. Один из методов переработки поликарбоната — это химическая переработка. Однако переработанный ПК может показать меньшую устойчивость и меньшую ударопрочность по сравнению с вновь произведенным ПК. Пластмассы, которые также подпадают под категорию «Прочие», включают изделия из нескольких смол и смешанные пластмассы. Эти продукты трудно утилизировать традиционным способом.
Один из методов переработки поликарбоната — это химическая переработка. Однако переработанный ПК может показать меньшую устойчивость и меньшую ударопрочность по сравнению с вновь произведенным ПК. Пластмассы, которые также подпадают под категорию «Прочие», включают изделия из нескольких смол и смешанные пластмассы. Эти продукты трудно утилизировать традиционным способом.
Вторичный продукт использует
- бутылок
- Применение пиломатериалов из пластика
Как производятся медные трубы
Также известные как медные трубы, медные трубы широко используются в сантехнике и системах отопления, вентиляции и кондиционирования воздуха.Он прочный, долговечный и естественным образом защищен от ржавчины. А поскольку медь пригодна для вторичной переработки, это экологически безопасное решение для этих и других применений. Хотя медные трубы существуют уже более полувека, многие люди не знают, как они сделаны. В этом посте мы рассмотрим процесс производства медных труб.
Плавка сырой меди
Первым шагом в процессе производства медных труб является плавка сырой меди.Необработанная медь помещается в большую печь, где она нагревается до температуры, превышающей 2400 градусов по Фаренгейту. По мере нагревания сырая медь переходит из твердого состояния в жидкое.
Smelting позволяет компаниям-производителям удалять примеси из сырой меди. Вся необработанная, необработанная медь содержит следовые количества примесей, таких как никель и цинк. При плавлении эти и другие примеси отделяются от меди. Затем чистая медь переносится и используется для производства труб.
Формовка труб
Следующим этапом производства медных труб является формование. После того, как медь-сырец была выплавлена, а также очищена путем удаления примесей, ее переводят в отливку в форме трубы. Отливка по сути представляет собой оболочку в форме трубы. Рабочий заливает расплавленную медь в отливку, после чего ждет, пока она остынет.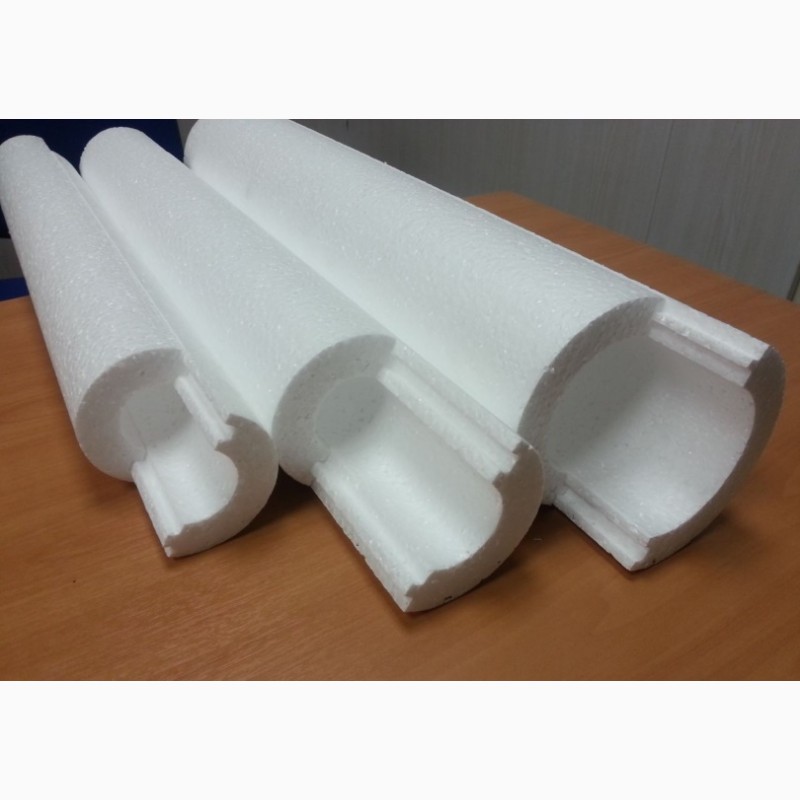
Расплавленная медь, конечно, затвердеет при охлаждении.Еще в жидком состоянии расплавленная медь будет равномерно распределяться по всей отливке. По мере охлаждения он затвердеет, и в результате получится труба той же формы и размера, что и отливка. Как только это произойдет, рабочий вытолкнет или иным образом удалит вновь созданную медную трубу из отливки.
Отделка труб
Последний этап производства медных труб — это изменение размера и очистка. Вновь созданная медная труба проходит через серию штампов, где нарезается на один или несколько определенных размеров.Далее медная труба очищается водой и / или растворителями.
В заключение
Медные трубы производятся в три основных этапа. Сначала медь-сырец выплавляется в большой печи. Затем его заливают в отливку в форме трубы. После извлечения из отливки медь режется и очищается, после чего она готова к отправке и продаже.
Нет тегов для этого сообщения. .