Содержание
Работа на рейсмусовом станке
Работа на рейсмусовом станке включает операции подачи заготовок в станок и приема из станка обработанных. Минимальная длина обрабатываемых заготовок ограничена конструкцией механизма подачи (300…450 мм для станков разных моделей). Заготовки, обрабатываемые на одностороннем станке, должны иметь профугованную базовую поверхность.
Рейсмусовый станок обслуживают двое рабочих. При обработке на станке небольшой партии заготовок может работать и один станочник. Он берет из штабеля заготовку, укладывает ее базовой поверхностью на рабочий стол и продвигает к вальцам. Когда вальцы захватят переднюю часть, заготовки, станочник кладет на стол следующую заготовку, упирая ее торцом в торец предыдущей. При наличии секционного рифленого вальца заготовки небольшой ширины укладывают на стол по 3—4 шт. параллельно одна другой и с некоторым сдвигом по длине. Разность толщин одновременно подаваемых секционным валиком заготовок должна находиться в пределах 1. ..4 мм.
..4 мм.
При подаче заготовок с большой разницей в толщине возможен их выброс. При этом срабатывает когтевая защита, и заготовка плотно заклинивается между столом и когтями. Для освобождения заготовки необходимо отключить станок, опустить стол вниз и поворотом оси поднять когтевую защиту. Чтобы продолжить работу на станке, нужно снова настроить его на толщину обработки. Конструкцией станка может быть предусмотрено приспособление, ограничивающее попадание в него заготовок толщиной больше той, на которую рассчитан станок. Обработанные заготовки на выходе из станка убирает подсобный рабочий.
Продольное фрезерование на станке заготовок, не имеющих заранее подготовленной базовой поверхности, приводит к неплоскостности обработанной поверхности. Обработка заготовок с чрезмерно большим припуском, когда величина снимаемого слоя древесины превышает 6 мм, может вызвать поломку станка, а с чрезмерно малым — появление непрофрезерованных участков. Используя специальные приспособления, на односторонних рейсмусовых станках можно обрабатывать заготовки с криволинейной поверхностью, а также получать прямолинейную поверхность, не параллельную базовой.
Заготовку с выпуклой поверхностью закладывают в цулагу (шаблон), которую подвигают по наклонной плоскости подставки к подающим вальцам. В подаче заготовки участвуют только верхние вальцы. Рифленый валец придвигает заготовку с цулагой к ножевому валу. Во время фрезерования цулага опирается на ролик, помещенный на подставке под ножевым валом. Расстояние между опорной плоскостью цулаги и обрабатываемой поверхностью заготовки остается постоянным по всей длине, поэтому и профиль последней, соответствует профилю цулаги.
Для обработки заготовок с вогнутой поверхностью применяют подставку, опорная плоскость которой имеет требуемую вогнутость. Прямолинейную заготовку с непараллельными обработанной и базовой плоскостями подают на ножевой вал в цулаге, опорная поверхность которой расположена к поверхности стола под тем же углом, что и обрабатываемая поверхность к базовой поверхности заготовки.
Работа на рейсмусовом станке требует соблюдения всех общих правил техники безопасности при работе на дереворежущих станках. Для улучшения условий работы (уменьшения влияния шума) станочникам следует пользоваться противошумными наушниками ВЦНИИОТ-2М.
Для улучшения условий работы (уменьшения влияния шума) станочникам следует пользоваться противошумными наушниками ВЦНИИОТ-2М.
ПОХОЖИЕ СТАТЬИ:
Строгально-рейсмусовый станок MB1010A — Станкофф.RU
Рейсмусовый станок MB1010A принадлежит к группе востребованного на современном деревообрабатывающем производстве оборудования, посредством которого осуществляется раскрой плоских заготовок по толщине. Данная модель рейсмуса отличается надежностью и безопасностью эксплуатации, отличным качеством и точностью строжки заготовок из древесины любой степени плотности, высокой производительностью и функциональностью.
Схема обработки
Назначение
Рейсмусовый станок MB1010A применяется на средних и крупных деревообрабатывающих предприятиях и в цехах, занятых серийным и единичным выпуском мебельной, столярной и строительной продукции, для обработки (строгания) плоских сторон заготовок (досок, клееных щитов, бруса) максимальной шириной 1000 мм, толщиной 10—200 мм, произведенных из древесины различных пород, с целью раскроя и материала по толщине в соответствии с заданными параметрами.
Особенности конструкции
- Станок укомплектован независимыми электрическими двигателями, от которых функционируют механизмы подачи заготовок (мощность 3 кВт), позиционирования рабочей поверхности (мощность 0,75 кВт), а также ножевой вал станка (мощность 11 кВт). Такая конструкция исключает вероятность перегрузки электрических комплектующих, обеспечивает стабильную и равномерную работу всех узлов и механизмов, гарантируя высокое качество выпускаемой продукции.
- Массивное литое основание станкаи обладает повышенной жесткостью, благодаря чему конструкция характеризуется низким уровнем вибрации оборудования в ходе производственного процесса, что положительным образом влияет на стабильность и точность настроек всех механизмов и, следовательно, на точность и чистоту строжки.
- Строгальный вали, укомплектованный четырьмя ножами, имеет привод от электрического двигателя мощностью 11 кВт через клиноременную передачу, что обеспечивает стабильную скорость вращения вала 4500 оборотов в минуту, позволяя осуществлять высококачественное строгание глубиной до 4 мм.

- Скорость подачи заготовоки в рабочую зону станка регулируется в диапазоне от 8 до 12 м/мин, что позволяет выбирать оптимальный режим работы оборудования в зависимости от условий и задач производства, а также особенностей обрабатываемого материала.
- Рабочий стол станка оборудован функцией позиционирования по вертикалии в зависимости от необходимой высоты обработки материала. Настройка может производиться как в ручном, так и в автоматическом (посредством электрической системы) режиме.

Страна изготовления: Китай
| Технические характеристики рейсмусового станка MB1010A | |
|
Максимальная ширина обрабатываемой детали, мм
|
1000
|
|
Толщина обрабатываемой детали, мм
|
10-200
|
|
Минимальная длина обрабатываемой детали, мм
|
300
|
|
Скорость вращения вала строгального ножа, об/мин
|
4500
|
|
Толщина снимаемого слоя, мм
|
До 4
|
|
Количество ножей на валу.
|
4
|
|
Скорость подачи материала, м/мин
|
8-12
|
|
Мощность электродвигателя подачи, кВт
|
3
|
|
Мощность электродвигателя подъёма стола, кВт
|
0,75
|
|
Мощность основного электродвигателя, кВт
|
11
|
|
Суммарная мощность, кВт
|
14,75
|
|
Габариты (Д х Ш х В), мм
|
1,45х1,2х1,5
|
|
Масса, кг
|
1450
|
 шт.
шт.Отзывы о Строгально-рейсмусовом станке MB1010A
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Рейсмусовые станки — для чего используются, как выбрать
Сегодня в деревообработке произошли существенные изменения. На замену ручным инструментам — рубанку и фуганку — пришли станки, которые значительно облегчили работу с заготовками для различных деревянных изделий. Принцип работы таких станков, которые называются рейсмусовыми, состоит в чистовой обработке сухих пиломатериалов.
Рейсмусовый станок для деревообработки
КУПИТЬ РЕЙСМУСОВЫЙ СТАНОК
Заготовки, будь-то доски, небольшие щиты или бруски подвергаются строганию с одной или двух сторон (в зависимости от модели станка) с получением определенного размера деталей и качества поверхности. При этом соблюдается параллельность противоположных сторон.
При этом соблюдается параллельность противоположных сторон.
Для облегчения работы оператора во многих современных рейсмусовых станках предусмотрена система протягивания заготовки. Если же ее нет, например, в небольших бытовых мини-рейсмусах, то мастер подает и принимает доски вручную.
Работа мастера на бытовом рейсмусе — подача материала
Общая конструкция станка
Конструктивно рейсмусовый станок состоит из горизонтального рабочего стола, по которому подают заготовку, ножевого вала, выполняющего главную функцию — строгание. Ножевых валов может быть два — сверху и снизу — в таком случае станок называется рейсмусовым двухсторонним. Дополнительный вал предусмотрен на рабочем столе.
На двухстороннем станке есть возможность одновременно строгать не только поверхности, но и фаску изделия. Здесь же, на столе, могут находиться фиксирующие заготовку планка или боковые ролики. Кроме вальцового механизма подачи еще существуют каретный и конвейерный.
Конструктивные составляющие рейсмусового станка
Также есть модели, в которых совмещены функции двух станков: рейсмусового и фуговального для более точной и качественной обработки древесных элементов. В таком случае станок называется комбинированным или фуговально-рейсмусовым.
Всю работу обеспечивает двигатель, он вращает вал с находящимися на нем ножами в количестве двух или трех штук. Они снимают слой древесины, а стружка выводится через патрубок, к которому можно подключить технический пылесос.
Менее распространены, но все же существуют, трех- и четырехсторонние рейсмусовые станки — это дорогие профессиональные инструменты.
Бытовые и промышленные рейсмусы
Когда приходится иметь дело с древесиной в домашних условиях и в достаточно большом объеме, есть смысл приобрести бытовой рейсмусовый станок. Он имеет небольшой вес, габариты и стоимость. Мощность его однофазного двигателя находится в пределах 3000 Вт, поэтому расход энергии вполне приемлем. Такие станки справляются с заготовками малой и средней величины, снимая стружку толщиной до 1,5-2 мм за одно протягивание. Вы вполне сможете справиться с работой без напарника, несмотря на ручную подачу заготовок.
Такие станки справляются с заготовками малой и средней величины, снимая стружку толщиной до 1,5-2 мм за одно протягивание. Вы вполне сможете справиться с работой без напарника, несмотря на ручную подачу заготовок.
Бытовой рейсмусовый станок DeWalt
Выбирая модель рейсмуса, обратите внимание на такой параметр, как ширина строгания, чтобы подобрать станок под свои задачи. Чаще всего это значение находится в диапазоне 300-330 мм. Ножи, которые используются в бытовых моделях, относится к типу HSS.
Важный параметр — частота вращения ножей. Даже для домашней мастерской надо подобрать станок со скоростью вращения не менее 6000 об/мин, чтобы получать высокое качество обработки и чистоту реза.
Промышленные рейсмусовые станки характеризуется мощностью более 3000 Вт и глубиной строгания до 3 мм за каждое протягивание. Кроме того, они обладают увеличенным валом и шириной строгания, обрабатывают заготовки большой толщины.
На таких станках с автоматической подачей заготовок значительно быстрее происходит процесс обработки, поэтому и производительность выше. Профессиональной станок занимает много места в мастерских, имеет высокую цену, но быстро себя окупает.
Профессиональной станок занимает много места в мастерских, имеет высокую цену, но быстро себя окупает.
Промышленный рейсмусовый станок
Мощные станки от известных производителей могут выдавать скорость вращения до 10000 об/мин, обеспечивают качество и высокую точность обработки. Производительные станки с успехом используют на крупных мебельных предприятиях, заготовительных заводах.
В нашей стране хорошо известна продукция швейцарской компании Jet, которая выпускает рейсмусовое оборудование. Обширная линия станков Jet включает в себя множество моделей, которые могут применяться и в частных мастерских и на профессиональных площадках.
Дополнительные функции рейсмусов обеспечивают удобную, быструю и безопасную работу. Например, для использования в домашних условиях подходит станок JET JWP-12. Покупателей привлекает оптимальная цена такого станка, легкость в эксплуатации, высокое качество обработки, а также отличные характеристики: мощность 1,8 Вт, частота вращения 9000 об. /мин, наличие системы термозащиты и автоподачи со скоростью 7 м/мин.
/мин, наличие системы термозащиты и автоподачи со скоростью 7 м/мин.
Рейсмусовый станок JET JWP-12
Вращением всего одной рукоятки на этом станке можно установить сразу нужную толщину заготовки и глубину реза — все эти значения видны на шкале. Станок также оборудован системами: стружкоудаления, обратной подачи заготовки, защиты от выброса заготовки.
Еще больше полезных функций можно увидеть в рейсмусовых станках JET, предназначенных для промышленных объемов, например, в модели JET JWP-160S. Особенно впечатляет такое новшество, как рифленый вал, работающий на подаче. Эта модель оснащена валом helical, с находящимися на нем 90 режущими пластинами, у которых заточены четыре кромки. При затуплении их просто переворачивают обратной кромкой, что многократно увеличивает ресурс станка.
Строгальный вал Helical
Хочется упомянуть и еще одну удачную модель компании — это станок JET JPM-13 CSX для небольших мастерских. Сравнительно легкая мобильная модель имеет колесики для передвижения. Все процессы работы легко управляются: регулируется глубина строгания с помощью рукоятки передвигающей строгальный вал вниз и вверх, также регулируется рабочий стол и прижимные резиновые валы. Эта модель от компании JET обрабатывает заготовку так качественно, что она не требует шлифования.
Все процессы работы легко управляются: регулируется глубина строгания с помощью рукоятки передвигающей строгальный вал вниз и вверх, также регулируется рабочий стол и прижимные резиновые валы. Эта модель от компании JET обрабатывает заготовку так качественно, что она не требует шлифования.
Есть и еще производители, выпускающие рейсмусовые станки для деревообработки — это Кировский станкостроительный завод (Россия), OSTERMANN (Китай), GRIGGIO (Италия), DeWalt (Америка), Makita (Япония), «ЗУБР» (Россия) и другие.
Рейсмусовый станок от российской компании ЗУБР
Прежде, чем начать работу на рейсмусовом станке наденьте защитные очки, но в целях безопасности не надевайте перчатки: крутящийся с большой скоростью вал имеет способность наматывать на себя все, что в него попадает. Кроме того, не включайте рейсмус, если на рабочем столе лежит заготовка. В конце работы, после выключения станка, следует сразу же очистить ножи и рабочее место от стружки и пыли.
Надеюсь, что, прочитав мою статью, вы приобрели уверенность в необходимости приобретения рейсмусового станка.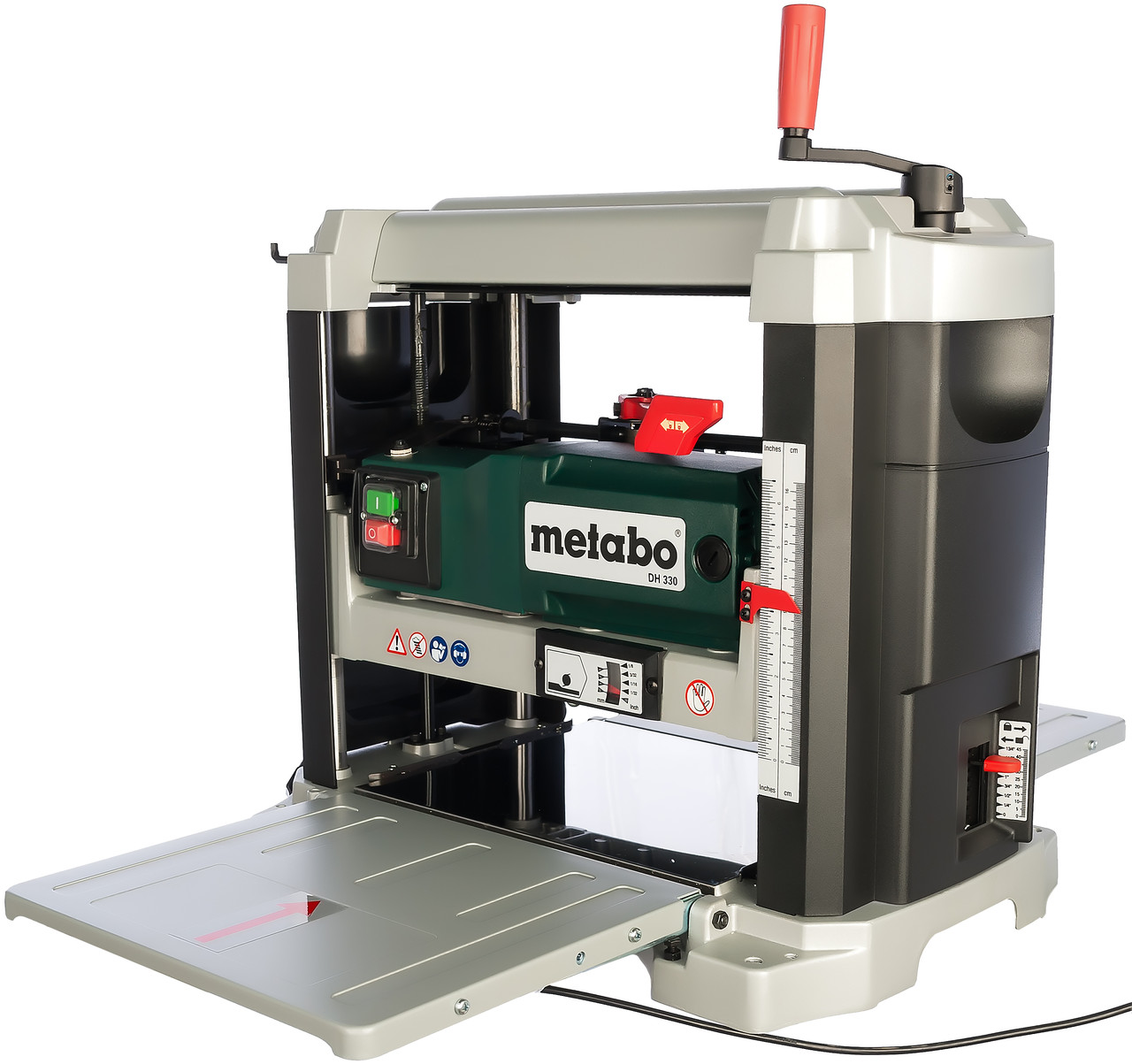 Иногда новички в деревообработке считают, что в быту, даже при значительных объемах работ, можно использовать простые ручные инструменты для строгания досок и других элементов. Но мастера, обладающие опытом, отлично знают, что в таком случае альтернативы рейсмусу нет, что получить ровную и точную по размерам заготовку для половых досок, дверей, оконных рам, а также для забора, беседки и других деревянных построек, можно только лишь с помощью рейсмусового станка.
Иногда новички в деревообработке считают, что в быту, даже при значительных объемах работ, можно использовать простые ручные инструменты для строгания досок и других элементов. Но мастера, обладающие опытом, отлично знают, что в таком случае альтернативы рейсмусу нет, что получить ровную и точную по размерам заготовку для половых досок, дверей, оконных рам, а также для забора, беседки и других деревянных построек, можно только лишь с помощью рейсмусового станка.
Используя его, вы получите качественно обработанную заготовку нужной толщины, а впоследствии, при сборке объекта, — отсутствие щелей при стыковке деталей. Особенно вы почувствуете необходимость такого агрегата, если задумали своими руками сделать красивую мебель в свой загородный дом. Великолепный результат порадует ваших близких и обеспечит вам статус непревзойденного мастера по дереву!
Желаем удачи!
Ваш Кузьмич.
СР-6-9 Станок рейсмусовый (рейсмус).
 Паспорт, схемы, описание, характеристики
Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-6-9
Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР-6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных заводом «Красный Металлист» в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.

СР-6-9 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9
Расположение составных частей станка СР 6-9. Рис. 3
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 4
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 5
Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение составных частей рейсмусового станка СР 6-9
- Станина — СР6-9. 10.000 — Рис. 3, поз. 1
- Стол — СР6-9.12.000 — Рис 3, поз. 2
- Валец подающий (передний) — СР6-9.22.000 — Рис. 4, поз. 21, Рис. 10
- Прижимы — СР6-9.24.000 — Рис. 4, поз. 20, Рис 9
- Вал ножевой — CP6-9.25.000 — Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) — СР6-9.28.000 — Рис. 4, поз. 22, Рис. 11
- Привод подачи — СР6-9.30.000 — Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая — СР6-9.78.000 — Рис. 13*
- Электрооборудование — СР6-9.80.000 — Рис. 3, поз. 62
 10.000 — Рис. 3, поз. 1
10.000 — Рис. 3, поз. 1Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Схема кинематическая рейсмусового станка СР-6-9
Кинематическая cхема рейсмусового станка СР 6-9
Схема кинематическая рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21. При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
Стол рейсмусового станка СР 6-9. Рис. 7
Стол рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9
Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Вал ножевой рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи — 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9
Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9
Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Валец подающий передний рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.
Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Валец подающий задниий рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4.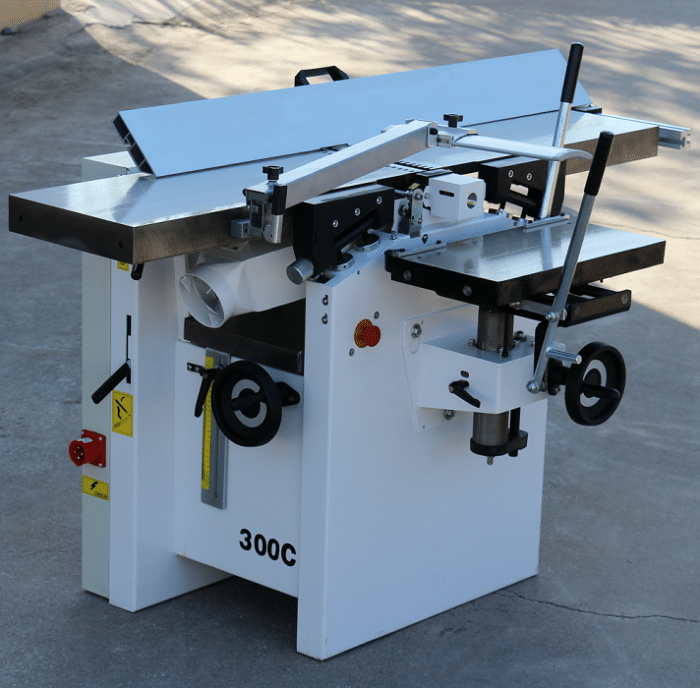 Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи рейсмусового станка СР-6. Смотреть в увеличенном масштабе
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см. рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-6-9
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml — электродвигатель привода ножевого вала;
- М2 — электродвигатель привода подачи и перемещения стола;
- Эм1 — тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 — электромагнитные муфты перемещения стола;
- Эм4 — тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация — расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.

Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Схема электрическая принципиальная СР-6-9. Смотреть в увеличенном масштабе
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении «применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
СР-6-9 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6-9
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | — | 0,37 | 0,37 |
Суммарная мощность всех эл. двигателей станка, кВт двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог — Купить справочник — Купить базу данных: Прайс-лист информационных изданий
классификация рейсмусов для дома и производства, нюансы выбора
Рейсмусовые станки часто используются в строительной сфере для обработки деталей из древесины разных пород. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Конструктивные особенности устройства станка позволяют обрабатывать детали или получать готовые изделия с требующимися параметрами с миллиметровой точностью. С помощью рейсмуса можно строгать заготовки в одной плоскости, регулируя толщину доски. Подвергающаяся обработке заготовка направляется посредством специального механизма, упрощающего работу станка.
Конструкция рейсмусового станка
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Виды оборудования
Есть различные рейсмусы:
- Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
- Двухсторонние. Станки такого типа имеют более сложную, по сравнению с односторонними рейсмусами, конструкцию и используются преимущественно на производстве. Они считаются профессиональным оборудованием. С их помощью осуществляется обработка как верхней, так и нижней части заготовки. Станки обладают довольно большой мощностью. Их также отличает и высокая скорость производимой обработки.
- Трёхсторонние, четырёхсторонние и многосторонние рейсмусы — это станки, используемые в промышленном производстве. С их помощью можно обрабатывать детали с любых сторон, придавая им определённую структуру и форму. Промышленные рейсмусы имеют большие размеры, за ними сложнее ухаживать, они требуют более тщательного ремонта. Но, кроме имеющихся сложностей, производственные рейсмусы имеют очевидное преимущество: их производительность максимальна.

По видам конструкции рейсмусы можно классифицировать на такие устройства:
- Мобильные. Они имеют небольшой вес и размер. Такие компактные устройства можно использовать для строгания небольших заготовок.
- Стационарные устройства. Их отличают внушительные размеры и большой вес. Крупногабаритные рейсмусы используются для обработки крупных деталей.
 Такие компактные устройства можно использовать для строгания небольших заготовок.
Такие компактные устройства можно использовать для строгания небольших заготовок.В независимости от составляющих частей и функционального предназначения, все станки оснащены специальным устройством, обеспечивающим автоматическую подачу заготовки. Оно состоит из системы роликов, с помощью которых пиломатериалы прижимаются к специальному валу. Ролики постепенно продвигают заготовку, пока она не достигнет рабочей поверхности рейсмуса.
Мощность используемого оборудования колеблется в пределах от 1,6 до 8 кВт. При строгании ширина может достигать 39 см, а глубина составляет примерно 3 мм.
Станки различаются по скорости вращения вала, количеству ножей в своём составе, количеству потребляемой энергии и иными существенными особенностями, которые обязательно нужно учитывать при приобретении рейсмусового оборудования.
Типы рейсмусовых станков
При разных способах обработки рейсмусы подразделяются на несколько типов.
- Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.
- Фуговальные станки для обработки древесины могут быть односторонними и использоваться для домашних нужд. В основном при работе используют двусторонние станки, которые применяются для работы как и в домашней мастерской, так и для решения профессиональных задач при обработке древесины.
- Типовой рейсмус станок функционирует по принципу работы фуганок. При этом способе ножевой вал осуществляет возвратно-поступательные движения. Таким образом, он снимает поверхностный слой заданной толщины при обработке деревянных деталей. Работа осуществляется за очень короткий промежуток времени.
От обычного фугования работа рейсмуса отличается тем, что в результате использования такого деревообрабатывающего устройства можно подвергать обработке заготовки нужного размера и в любых количествах. Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Строгальное оборудование
Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Строгально-рейсмусовые станки способны обеспечить создание наиболее ровной поверхности заготовок. Уменьшение толщины при такой обработке происходит при использовании продольного способа строгания. Таким образом, деталям придаётся нужная форма и требуемые размеры.
Обрабатывая пиломатериалы строгально-рейсмусовым станком также можно устранить возможные дефекты деревянных заготовок (сучки, задоринки, разнообразные неровности и так далее). Возвратно-поступательные движения при работе станка производятся за счёт вращения ножевого вала или перемещения обрабатываемой детали, крепко удерживаемой при помощи вальцов.
Строгально-рейсмусовые станки производятся как отечественными, так и импортными фирмами. Благодаря широкому ассортименту продукции, есть возможность выбрать модель такого станка для использования в различных целях: в быту, как оборудование для домашней мастерской. Можно приобрести более мощные агрегаты для оснащения цеха по обработке древесины и использовать их в производстве.
Рейсмусы для домашних целей
Станки, используемые для бытовых целей, отличаются следующими характеристиками:
- Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.
- Небольшим весом оборудования. Такие рейсмусы легко перемещать и устанавливать собственными силами.
- Средней или малой мощностью двигателя. Их можно использовать для обработки небольших деталей, требующих глубины пропила не более 1,5 мм.
- Бюджетной ценой. Рейсмусы, использующиеся в домашней мастерской, стоят значительно дешевле крупногабаритных станков, применяемых на производстве.

Используемые в домашних нуждах рейсмусы, оснащены ручной системой подачи деталей. Они не используются для максимально глубокого прорезывания поверхности изделия. Так как такие станки требуют определённых физических затрат, их не используют для выполнения трудозатратных работ или при работе с большим количеством пиломатериалов.
Производственные устройства
Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Промышленные рейсмусы обладают большой мощностью, поэтому для правильной и долгосрочной работы они дооборудованы необходимой встроенной системой охлаждения.
Они характеризуются наличием следующих функций:
- максимальной мощности;
- высокой скорости строгания;
- возможности производить глубокие пропилы деталей и заготовок.
Ножи у таких станков могут располагаться с обеих сторон или находиться сверху. А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
Производственные рейсмусы снабжены специальным устройством, с помощью которого осуществляется управление его работой, благодаря чему имеется возможность устанавливать требуемую глубину пропила.
Критерии выбора
Сегодня рынок подобных станков заполнен оборудованием различного вида. Можно приобрести строгально-рейсмусовые или фуговально-рейсмусовые станки как российского производства, так и изготовленные в Японии или Китае.
А также широко представлены модели, произведённые в некоторых европейских странах. Планируя покупку рейсмуса для различных целей, обязательно обращайте внимание на такие факторы:
- Качество его изготовления и функциональные особенности станка.
- Цель, в соответствии с которой покупается станок. Если требуется обработка деталей для дома, не нужно приобретать дорогостоящие модели. Вполне можно использовать компактные бюджетные варианты.
Перед покупкой станка можно почитать отзывы об этом оборудовании и принять решение о приобретении нужной модели.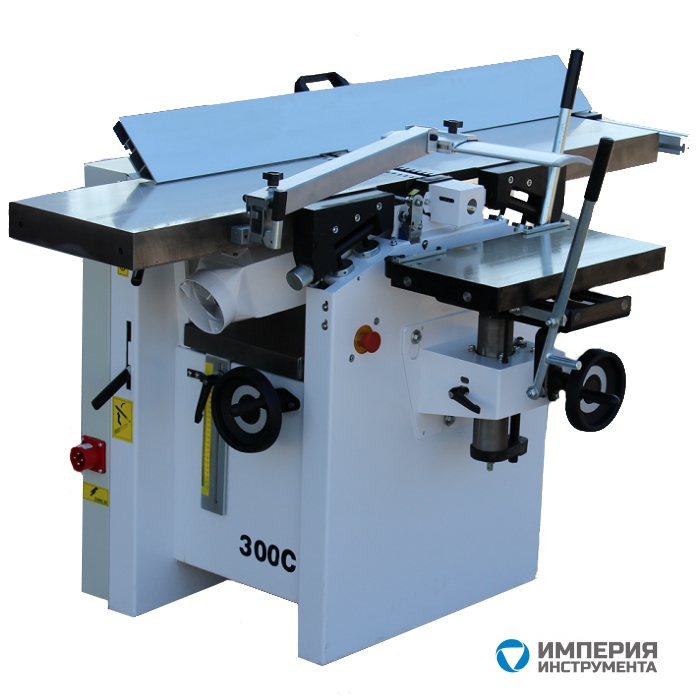
по дереву, многофункциональный, своими руками, чертежи
Все чаще в домашнем арсенале столяров – любителей, не говоря уже о профессионалах, можно встретить рейсмусовый станок, используемый для деревянных заготовок хорошего качества. Электрические столярные инструменты ручного и переносного типа постепенно вытесняются станковыми моделями, и рейсмусовый станок можно считать наглядным тому подтверждением. Сегодня уже мало иметь возможность быстро и без особых усилий резать деревянную заготовку, даже в любительском изготовлении мебели и домашних приспособлений, когда требуется высокое качество станковой обработки.
Рейсмусовый станок по дереву
Среди ближайших родственников рейсмусового станка можно назвать наиболее известные и популярные системы:
- Строгальный станок по дереву, снимает верхнюю, наиболее грубую часть заготовки после распила бревна и бруса на мощных циркулярных пилах;
- Фуговальный станок используется для предварительной получистовой обработки поверхности доски или плиты из дерева;
- Шлифовальный станок применяется для чистового выведения под полировку дерева или обработку лаковыми политурами, восковыми мастиками.

Первые два типа станков отличаются лишь размерами рабочего стола, количеством режущих кромок, скоростью резания. Устройство станины, ножевого блока, привода и системы подачи заготовки из дерева во многом похожи. В шлифовальном станке вместо ножей используются шлифовальные барабаны и ленты.
К сведению! Между операциями шлифования и фугования дерева предполагается обработка заготовки рейсмусовым типом барабанного ножа.
При правильном подборе режимов качество обработки дерева на рейсмусовом станке получается достаточно высоким, что зачастую дает возможность отказаться от шлифования деревянной поверхности.
Во многих случаях, при работе с легкими и средними по плотности заготовками, операции фугования и чистовой резки выполняют на одном фуговально – рейсмусовом станке. Достаточно лишь последовательно перенастроить режим резанья и обороты вращения ножевого блока. Один станок фактически заменяет два.
Суть станка рейсмусового типа
Считается, что свое название рейсмусовый станок получил от известного столярного инструмента рейсмуса, используемого для нанесения разметки параллельных линий на заготовках и щитах из цельного и клееного дерева. В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
- Чистовое строгание, обеспечивающее гладкую поверхность дерева;
- Калибровка параллельности плоскостей щита, резанной деревянной рейки, доски.
В прежние времена параллельность плоскостей после строгания проверялась рейсмусом, после того как стало возможным изготовление станков с высокооборотными цилиндрическими ножами, название рейсмусовый так и осталось за надежными и очень удобными в работе устройствами.
Типовое устройство рейсмусового станка
В современной столярной мастерской практически невозможно обойтись без инструментов для чистовой обработки, в том числе шлифовального и рейсмусового станков. В зависимости от объема выполняемых столярных работ, нагрузки и номенклатуры изделий из дерева рейсмусовый станочный парк делится на две группы:
- Специализированные станки и приспособления, рассчитанные на одну-две операции. Помимо основного блока для односторонней или двухсторонней обработки поверхности дерева, в конструкции может использоваться приспособление для распиловки или подрезки торцов заготовок;
- Универсальные деревообрабатывающие станки с рейсмусом. Такой агрегат может обеспечить выполнение от 4 до 12 наиболее важных и востребованных типов обработки дерева.
В условиях выполнения больших объемов обработки дерева более выгодными оказываются специализированные станки по дереву. Во-первых, нет необходимости выполнять регулярную перенастройку и наладку режущих инструментов, выше точность и качество обработки, а во–вторых, работа на специализированном рейсмусовом агрегате не требует высокой квалификации.
Универсальный вариант более гибкий в работе, но для использования многофункционального станка по дереву потребуется серьезный опыт настройки и обслуживания устройства. В условиях мелкосерийного или штучного изготовления деталей из дерева нормально работают только МФУ станки с рейсмусовыми приставками известных брендов.
Китайский ширпотреб очень быстро теряет точность обработки заготовок из дерева, и зачастую, после нескольких лет эксплуатации универсальный деревообрабатывающий станок с рейсмусом — приставкой переделывается владельцами в специализированные устройства, например, циркулярку или электрофуганок.
Конструкция специализированного станка-рейсмуса по дереву
Устройство и кинематическая схема рейсмусового станка для обработки дерева мало чем отличается от фуговального агрегата. Основу конструкции составляет стальная или алюминиевая станина, на которой закреплен двигатель с зубчатой или цепной передачей. В верхней или средней части станка расположен рабочий стол и цилиндр с установленными «накосую» режущими ножами.
Важно! Главное отличие рейсмусового агрегата от фуговального и тем более строгального станка заключается в использовании специальных подшипниковых опор, обеспечивающих низкий уровень вибраций.
Кроме того, в рейсмусе значительно меньше скорость подачи дерева и в разы выше скорость вращения режущего барабана. В результате обработки удается получить очень ровную и точную, почти гладкую поверхность заготовки из дерева.
Рейсмусовые аппараты выпускаются в двух вариантах:
- Двухсторонние станки с одновременной обработкой противоположных поверхностей. Размеры обрабатываемой поверхности редко превышают 30х50 см для любительских моделей и 50х50 см для изделий профессионального уровня;
- Односторонние агрегаты с увеличенной длиной рабочего стола. В первую очередь такие станки ориентированы на обработку заготовок из дерева большой длины.
В качестве примера наиболее удачных версий рейсмусовых станков двухсторонней обработки можно привести модели рейсмус Макита 2012NB или JET-JWP12.
Последний вариант выпускается швейцарской компанией JET, хорошо известной качественными и точными станками по дереву.
Модель JWP12 рассчитана на небольшую нагрузку, из-за использования мощного коллекторного двигателя в 1,8 кВт производитель рекомендует кратковременно-повторный режим обработки дерева. Вес установки всего 27 кг, что позволяет убирать рейсмусовый аппарат с рабочего места по окончанию работ. На режущем цилиндре диаметром 48 мм установлены два ножа из кованой легированной стали. При вращении вала на скорости в 9000 об/мин можно обрабатывать заготовки шириной 300х500 мм с подачей почти 12 см/с.
Более изящный рейсмус Макита 2012 NB оснащен двигателем в 1,65кВт и специальной системой подачи материала. Станок режет дерево толщиной от 3 до 100 мм. Аппарат получился достаточно шумный, в работе выдает звук до 80 дБ, но зато, в отличие от JWP12, выдерживает в несколько раз большую нагрузку и не требует столь частых перерывов в работе.
В среде любителей известной популярностью пользуется американский рейсмус Метабо Dh430.
Специфика фуговально-рейсмусовых моделей станков
Можно сказать, что данный тип рейсмуса является переходной моделью от специализированой техники к многофункциональным устройствам. Например, модель Holzstar-ADh300 конструктивно является обычным односторонним рейсмусом, но благодаря мощной алюминиевой раме, полноразмерному рабочему столу и специальной системе подачи заготовки станок может с одинаковым успехом выполнять и фугование, и финишную обработку.
Единственным недостатком является высокая стоимость изделия, на сегодня самые дешевые экземпляры стоят от 550 Евро.
Универсальные конструкции рейсмусов
Схема компоновки МФУ станка со встроенным рейсмусом кардинально отличается от специализированного рейсмусового аппарата. Обычно деревообрабатывающий многофункциональный бытовой станок с рейсмусом изготавливается в виде стальной массивной коробки, внутри которой расположен электрический двигатель и система передачи вращающего момента от мотора к режущим приспособлениям.
В самых мощных используются тяжелые асинхронные двигатели от 1,5 до 3 кВт. Из-за того, что двигатель выдает одну частоту вращения вала, приходится использовать систему регулирования оборотов и вращающего момента. Поэтому многофункциональное устройство всегда получается более шумным и менее надежным в работе.
В комплект режущих приспособлений, помимо рейсмусового ножа, входит:
- Циркулярная пила;
- Фрезерная головка;
- Устройство для сверления отверстий под любым углом;
- Строгальный вал с ножами.
Кроме режущих устройств, в конструкции МФУ используется несколько типов направляющих и позиционирующих приспособлений. Например, вращением приводных валов можно выставить угол подрезки кромки или фрезерования паза в диапазоне 0-90о.
Типичным представителем класса универсалов является станок швейцарской компании Holzstar модели UMK6. Его основные параметры приведены в таблице.
В конструкции предусмотрено выполнение шести операций – сверление, распиловка циркулярной пилой, фрезерование, обработка рейсмусом, фугование.
Габариты 880х 835 см, вес 52 кг. Мощность асинхронного двигателя – 1 кВт. Разумеется, точность и качество обработки универсального UMK6 не может сравняться со специализированными моделями, но того, что может выдать станок, вполне хватает для любых домашних работ или даже для производства несложной мебели, тары, ремонта крыши, установки забора.
Для сравнения, при несколько меньшей ширине рабочей зоны рейсмусового приспособления, чем у JWP12, 154 мм против 300 мм, все остальные параметры — скорость резания 12 см/с, габариты заготовки из дерева 1-92 мм, лишь немногим уступают швейцарскому станку.
По сути, МФУ с рейсмусовой приставкой заменяет целых пять станков по дереву.
Рейсмусовый станок своими руками
Потребность в изготовлении рейсмусового станка своими руками возникает зачастую в ситуации, когда использования обычного фуговального строгания уже становится явно недостаточно для получения гладенькой поверхности будущего пола или паркета. Использовать электрорубанок не получится, качество поверхности после электрического рубанка, возможно, будет достаточно высоким, но избавиться от полос, появляющихся на поверхности дерева с каждым проходом, явно не удастся.
Выход один – попытаться сделать по чертежам рейсмус из электрорубанка своими руками. Благодаря мощной станине и направляющим рейкам поверхность дерева после обработки доски рейсмусовым валом получится относительно однородной и плоской.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.
Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.
Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
Простейший вариант рейсмус-фуговального станка приведен на схеме.
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально. Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.
Заключение
Рейсмусовый станок в процессе строгания заготовок из дерева производит огромное количество опилок и мельчайшей древесной пыли. Избавиться от нее невозможно, даже если конструкция оборудована воздухозаборником для подключения промышленного пылесоса. Поэтому даже при выполнении простейших работ на рейсмусовом станке приходится пользоваться респиратором и защитными очками.
Как выбрать рейсмусовый станок по дереву
Деревообработка – это трудоемкий процесс, который насчитывает большое количество операций, в связи с этим и инструмента для деревообработки также довольно много, но говорить о всех них мы не будем и рассмотрим сегодня только рейсмусовые станки, для чего они нужны, почему имеют большую популярность и востребованность, ознакомимся с их главными характеристиками и особенностями, будем изучать все, что Вам необходимо знать для того, чтобы справится выбором станка для тех или других целей.
Главное назначение рейсмусового станка заключается в том, чтобы «вогнать в размер» уже имеющуюся у Вас заготовку с одной обработанной гранью на фуговальном станке. Таким образом, рейсмус необходим для серийного производства досок с ровными и гладкими поверхностями по всем граням, он позволит Вам изготавливать их в один размер без изъянов, причем как прямые, так и криволинейные заготовки могут быть быстро и точно обработаны на рейсмусе, причем работа производится в автоматическом порядке, с минимальным вмешательством со стороны оператора. Чаще всего такое оборудование применяется на производственном уровне, при изготовлении мебели или в классических деревообрабатывающих цехах, но часто рейсмус приобретается и для бытового использования, например для работы в частной домашней мастерской.
Что касается рейсмусового станка с точки зрения его конструкции, то можно сказать, что в основном все они идентичны, и лишь изредка та или иная модель обладает отличными от других приспособлениями и новшествами в плане конструкции. В основном, рейсмусовый станок состоит из таких частей и узлов:
- Двигатель;
- Барабан с режущими ножами;
- Система подачи заготовки;
- Станина;
- Стол с расширителями;
- Панель управления;
- Рукояти регулировки размеров со шкалами.
Выбирая станок, исходя из его конструкции, стоит обратить внимание на его габариты, для небольшой мастерской будет целесообразно купить рейсмус с габаритами более компактными, если же Вы не ограничены в плане пространства, то можно не обращать внимания на его габариты. Стоит понимать, что регулировка всех параметров работы должна быть плавной и точной, для достижения максимального результата в работе, обязательно уточняйте у продавца наличие подачи заготовки, ее наличие значительно упрощает работу и увеличивает ее темп, хотя большинство современных моделей ее имеет, в случае ее отсутствия у рейсмуса это может принести Вам массу неудобств. Обращайте также внимание на максимальную высоту и глубину обработки, в зависимости от поставленных задач стоит выбирать станок с различными возможностями.
Мощность двигателя рейсмуса
Мощность двигателя для рейсмусового станка, как и для любого другого оборудования и инструмента – это самый важный параметр, ведь именно мощность двигателя определяет то, в какой области можно применить конкретную модель рейсмуса. Дело в том, что из-за небольшой мощности, двигатель может не справиться со снятием толстой стружки за раз, например, снять сразу 2мм стружки, это может вызвать его перегрев и перегрузку, так что предпочтительно пройтись несколько раз на более тонкой стружки для достижения желаемого результата. Такая работа допустима для дома, так как Вам не потребуется выполнять работы в серийном порядке, для профессионального использования этого конечно недопустимо.
Если модель имеет мощность ниже 3000Вт, то его предпочтительнее применять в бытовых условиях. Такая модель предназначена для несложных работ, в тех условиях, где позволительно производить обработку заготовки не за один проход, а например за два или более.
Для профессионального применения станок должен выдержать высокую нагрузку и интенсивную работу, так что мощность его двигателя должна быть не ниже 3000Вт, а желательно и выше, такой станок справится со снятием стружки в 2-3мм за один проход и гарантирует безотказную работу.
Рейсмусы также разделяются по видам, в зависимости от того, сколько сторон они могут обрабатывать за один проход. Самые распространенные – это односторонние рейсмусы, такие станки чаще всего применяются на полупрофессиональном уровне и на бытовом уровне, они могут за один проход обеспечивать обработку только одной стороны. Если Вам потребуется подгонять заготовку в размер только с одной обработанной стороны, то, как минимум две стороны потребуют обработки, в зависимости от того, какой конечный результат преследуется.
Двухсторонние рейсмусовые станки уже реже применяются в домашних мастерских и уже ориентированы на профессиональное серийное использование, они имеют мощность выше и нагрузку выдержат больше, и могут уже обработать сразу две стороны одновременно за один проход. Обрабатываются две противоположные стороны, и имеется у него два режущих вала, сверху и снизу.
Также есть особые станки, они ориентированы на профильную фрезеровку заготовки за счет наличия трех и более ножевых валов, они применяются сугубо на производстве, и применяются для самых сложных типов обработки деталей и это наименее распространенные виды рейсмусов.
Параметры строгания рейсмусовым станком
Станок имеет всего три параметра строгания – это ширина, высота и толщина снимаемой стружки. Эти параметры влияют на производительность самого станка и на то, каких габаритов заготовка может быть обработана. В зависимости от того, какие цели перед Вами будут стоять, Вы должны обратить внимание на то, какая максимальная высота и ширина заготовки допускается для работы с той или иной моделью, для того, чтобы оптимально подобрать рейсмус. Качественный станок гарантирует качественную обработку бруска вне зависимости от его габаритов, главное, чтобы он проходил по своей геометрии в соответствии с паспортными данными Вашего рейсмуса.
Также важный параметр – это толщина снимаемой стружки, она указана в миллиметрах и зачастую ее максимальный показатель составляет до 3мм, но есть модели с куда большей режущей способностью. Если Вам необходимо за один проход снимать максимальный показатель толщины стружки то выбирайте модель с более мощным двигателем, для того, чтобы он мог выдержать высокую нагрузку и обеспечить бесперебойную работу станка, если же работы допускают несколько прогонов, то можно выбрать и более слабый станок.
Ножи — одна из важных деталей рейсмусового станка
За строгание отвечают два органа станка, двигатель, он служит для вращения режущей части, ножевого вала. Ножевой вал также очень важная часть станка и на нее также стоит обращать свое внимание, на то, сколько ножей у станка, какой их материал изготовления и вид самого ножа. В зависимости от сферы применения, как говорилось ранее, используется в станке от одного и более ножевого вала, и в зависимости от желаемого результата также стоит понимать и те детали, некоторые стоит обратить внимание при выборе.
Ножи из легированной стали лучше всего подходят для любого типа станка, и для профессионального и для бытового, такой нож имеет высокую износоустойчивость, так что заточка на нем держится дольше, к тому же он устойчив и к коррозии, что также продлевает срок службы ножа.
Способ исполнения ножей также моет быть отличным, так что уточняйте у продавца относительно заинтересовавшей Вас модели, установлены на нее односторонние или двухсторонние ножи. Первые более дешевые, они имеют заточку только с одной стороны, так что после ее затупления необходимо произвести замену ножа, вторая же более долговечна, так как заточка производится с двух сторон, по износу одной нож переставляется и используется уже другая его сторона. Такой нож будет стоить дороже, но и прослужит он намного дольше. Способ фиксации ножа на валу также играет важную роль, в зависимости от способа Вам будет легче или труднее производить замену ножей из-за разной степени сложности доступа к ним.
Основной режущий инструмент станка
На сегодняшний день в бытовых и полупрофессиональных моделях чаще всего применяется простой цилиндрический вал с двумя или более ножами, он обеспечивает достаточно высокий результат обработки древесины. Но для достижения максимально высокого качества и точности стоит рассмотреть станки с валом HELICAL, такой вал устанавливается на профессиональном оборудовании и уже зарекомендовал себя как самый надежный и качественный, он прошел испытание временем и работой в самых суровых условиях. Ножевой вал спирального типа HELICAL имеет 36 квадратных режущих элемента с обоюдной заточкой, которые гарантируют качественную обработку древесины, ее равномерное и простое строгание, причем благодаря особенности формы исполнения во время входа их в саму заготовку не только обеспечивается качественный результат в работе, но также снижен шум и вибрация во время этой работы.
Рабочая поверхность станка
Рабочий стол также немаловажен для любого станка. Для рейсмусового станка в основном применяется алюминиевые сплавы, такой стол наиболее устойчив к коррозийному и деформационному воздействию, а также гарантирует снижение веса для всего станка. Также стоит учитывать то, что при работе с длинной заготовкой, после ее выхода за пределы основного стола она может начать перегибаться, что приводит к появлению дефектов на обрабатываемой стороне в виде ям и для решения этой проблемы предусмотрены расширительные дополнительные столы, подающий и разгрузочный.
Помимо всего вышесказанного при выборе станка обращайте внимание на обороты двигателя, возможность их отрегулировать, это даст больше гибкости в работе. Также обращайте внимание на материал поверхности подающего ролика, лучше всего выбрать модель с полимерными роликами, они не оставляют никаких следов на заготовке. Обращайте внимание на наличие электроники, она позволяет точнее контролировать рабочий процесс и обеспечивая мониторинг общего состояния станка. Станок с транспортировочными ручками более мобилен, его удобно перемещать по мастерской по необходимости. Скорость подачи заготовки повлияет на темп проведения работы, а обдув опилок улучшает качество обработки.
Так же у нас на сайте Вы сможете найти широкий выбор ленточнопильных станков или токарных станков по дереву.
Высокоточный рейсмусовый станок для деревообработки Местное послепродажное обслуживание
Повысьте производительность вашего деревообрабатывающего бизнеса с помощью эффективных и надежных. Толщина машины от Alibaba.com. Эти машины, известные своей чрезвычайно прочной и точной работой, идеально подходят для всех типов коммерческих и промышленных предприятий деревообрабатывающей промышленности. Разнообразные диапазоны. Толщина машины Здесь представлены от ведущих брендов, предлагающих гарантии качества и широкий спектр послепродажного обслуживания.Получите эти гениальные. Толщина машины для оптимального функционирования и выполнения различных операций по правке и обрезке древесины.
Исключительные категории из них. Толщина машины , доступная на Alibaba.com, построена с использованием модернизированных технологий, которые заботятся как о внешних, так и о внутренних узлах машин. Произведены, разработаны и изготовлены из жестких материалов для обеспечения прочной внешней оболочки и невероятно модернизированных встроенных функций. Толщина машины — это энергосберегающие машины, которые идеально подходят для бизнеса и при этом являются экологически чистыми.Эти. Толщина машины также экономична, проста в эксплуатации и оснащена прецизионными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Выберите из множества разновидностей. Толщина машины , которая доступна в нескольких цветах, характеристиках, мощностях и моделях в зависимости от ваших требований. Эти станки оснащены современными бесступенчатыми регуляторами скорости, мощными режущими двигателями, регулировками шпинделя и износостойкими рабочими поверхностями с гальваническим покрытием.Файл. Толщина машины также имеет полностью закрытые защитные экраны для предотвращения попадания пыли и гранул и обеспечивает эффективную скорость подачи. Блестящий. Толщина машины — это малошумные варианты с дополнительными приспособлениями, обеспечивающими повышенную гладкость древесины.
Alibaba.com предлагает широкий выбор. Толщина машины , чтобы помочь вам покупать продукцию в рамках вашего бюджета. Эти продукты протестированы и сертифицированы ISO для обеспечения качества и безопасной работы.Вы также можете выбрать послепродажное обслуживание, которое может включать недорогое техническое обслуживание и установку на месте с видеоуроками.
Рубанок — Боб Вила
Фото: dewalt.com
Строгальный станок — это инструмент для плотников, которым требуется большое количество строганного материала и которые предпочитают приобретать его для черновой резки. Пару проходов через строгальный станок, и получается гладкая, строганная заготовка, часто за небольшую часть стоимости фрезерованных досок, продаваемых на лесном складе вашего района.Этот инструмент также известен как строгальный станок.
(Обратите внимание, однако, что для успешного строгания черновой заготовки доска должна иметь одну истинную грань. Если ни одна из сторон не является истинной, можно использовать фуганок / строгальный станок для сглаживания одной грани, тогда другая сторона может быть Строган параллельно первому на строгальном станке.)
Отдельностоящий строгальный станок является близким родственником фуганка / строгального станка. Он тоже режет с помощью фрезерной головки, но строгальный станок сглаживает поверхность гораздо более широкой ложи. Настольные модели будут строгать ножи шириной двенадцать дюймов, но некоторые отдельно стоящие модели будут строгать детали шириной тридцать шесть дюймов и более.Размер станка определяется толщиной ложа, которое он будет строгать. Большинство двенадцатидюймовых рубанков будут строгать до шести дюймов толщиной; Для 18-дюймовых рубанков требуется приклад толщиной девять дюймов. Рубанки таких размеров обычно имеют мощность от полутора до трех лошадиных сил.
Резка выполняется сверху, а не снизу. Заготовка подается в станок вручную, одной стороной к подающей платформе. Пара роликов, один спереди и один сзади машины, затем перемещает приклад через машину с постоянной скоростью.Между роликами находится режущая головка с закрепленными на ней несколькими ножами. Ножи выполняют фактическое строгание при помощи пары стержней, которые опираются на ложу, когда она проходит через строгальный станок.
Первый пруток называется стружколомом, он помогает предотвратить вырывание зерна. Вторая, называемая прижимной планкой, удерживает массу на одном уровне с подающим слоем. Конструкция станка с режущей головкой, полностью размещенной внутри корпуса станка, означает, что, в отличие от фуганка / строгального станка, с которым этот станок имеет много общих элементов дизайна, строгальный станок относительно безопасен в использовании.
Обработка поверхности. Строгальный станок должен быть настроен в соответствии со строгаемым припуском. Станина подачи отрегулирована на нужную высоту, так что за один проход можно строгать не более шестнадцатой дюйма. У большинства машин есть колесо управления подачей, которое регулирует скорость, с которой материал скользит мимо режущей головки.
При установке строгального станка обязательно измерьте толщину заготовки по углам и в середине детали. Установите строгальный станок на поверхность заготовки на одну шестнадцатую меньше максимальной толщины.
Если приклад сужается, бейте тончайшим концом. Подавая прикорм, стойте в стороне. Поддерживайте приклад так, чтобы его вес не давил на режущую головку его верхней поверхностью. После того, как строгальный станок проделает примерно половину длины заготовки, перейдите на другую сторону станка и поддержите ее там. Или, еще лучше, попросите помощника принять его, когда он появится.
Опять же, имейте в виду, что если вы планируете обрабатывать черновую заготовку (доски, которые не были строганы гладко, но имеют зубчатую поверхность, оставленную большими лезвиями на фрезерном станке), вы должны быть уверены, что у них есть одна истинная поверхность (или сделайте одну точную с помощью фуганка) перед строганием поверхности.
Если вы строгаете тонкую заготовку (древесина толщиной менее трех восьмых дюйма), вам понадобится несущая доска. Подойдет кусок фанеры толщиной три четверти дюйма; сделайте его шириной равной ширине строгального станка и немного длиннее, чем обрабатываемая ложа. При установке высоты компенсируйте добавленные три четверти дюйма и подайте несущую доску и заготовку вместе. Обязательно отложите несущую плату для использования в будущем.
Большинство строгальных станков не используют длину менее двенадцати дюймов (расстояние между роликами).Если вам нужно строгать более короткие детали, добавьте к более коротким куску обрезка той же толщины, которая составляет двенадцать дюймов или больше. Он протолкнет короткую.
Деталь № CD63 25-дюймовая толстослойная машина для тяжелых условий эксплуатации
Артикул № CD63 25-дюймовая толстослойная машина для тяжелых условий эксплуатации — Chansen Industries Co., Ltd
Наш строгальный станок CD63 предназначен для экстремальных нагрузок! Эта машина имеет прочную конструкцию и весит 850 кг, стандартно с двигателем мощностью 5,5 кВт, с регулировкой увеличения / уменьшения мощности стола и регулируемой скоростью подачи.И это еще не все! Ролики станины на этой машине имеют механический привод и регулируются по высоте при строгании пиломатериалов. Сегментированные стружколомы и четыре ножа или спиральная фрезерная головка обеспечивают наилучшее качество обработки. Эта машина — отличное вложение из-за ее впечатляющих характеристик.
Характеристики :
- Рабочий стол из чугуна прецизионной шлифовки
- Мощный главный двигатель 5,5 кВт / 3 ч для резки в тяжелых условиях
- Просторный рабочий стол вверх и вниз на четырех прецизионных колоннах для обеспечения высокой точности и стабильности
- Задний прижимной стержень поддерживает равномерное усилие на заготовке
- Конструкция с двойным выходным валком помогает поддерживать положительную подачу в любых условиях, а также исключает защелкивание на конце.
- Регулируемая скорость подачи от 0 до 10 м / мин обеспечивает высокую производительность на широком ассортименте.
- Подъем стола контролируется цифровым программируемым контроллером, что делает подъем быстрее и точнее
- Стандарт с фрезерной головкой из быстрорежущей стали, состоящей из 4 лезвий
- Пылевой порт 100 мм
- Главный выключатель питания и аварийный выключатель для безопасности
- Главный двигатель: 5.5 кВт
- Двигатель подачи: 0,55 кВт
- Подъемный двигатель: 0,25 кВт
- Диаметр фрезерной головки: 120 мм
- Скорость фрезерной головки: 5000 об / мин
- Номер лезвия: 4 HSS
- Размер рабочего стола: 1050 мм x 630 мм
- Макс. глубина обработки за проход: 8 мм
- Макс. толщина приклада: 300 мм
- Мин. толщина приклада: 15мм
- Макс. ширина приклада: 630мм
- Кол-во разгрузочных роликов: 2
- Скорость подачи: регулируемая, 0-10 м / мин
- Размеры упаковки: 1245 мм x 1200 мм x 1330 мм
- Вес в упаковке: 880 кг
Ошибка
: Контент защищен !!
DEWALT строгальный станок, двухскоростной, 13 дюймов (DW735) — строгальные станки
Модель: 2-скоростной строгальный станок 13 дюймов
Описание продукта
Настольный строгальный станок DW735 с тремя ножами и двумя скоростями, 13 дюймов, оснащен двигателем на 15 А, что позволяет легко обрабатывать большие пропилы на более широких материалах.Режущая головка с тремя ножами, скорость вращения 10000 об / мин и скорость подачи 96 или 179 CPI обеспечивают оптимальную производительность фуговального станка.
Amazon.com
DEWALT DW735 оснащен режущей головкой с тремя ножами и мощным двигателем на 15 А, который развивает скорость 10 000 об / мин. Он предлагает быструю и точную регулировку глубины и удобство использования как двусторонних, так и одноразовых ножей. Этот полнофункциональный портативный строгальный станок позволяет легко создавать чистую нестандартную заготовку.
Мощный двигатель на 15 А для чистого реза Настольные строгальные станки
— это долгосрочное вложение, которое позволяет вам со временем сэкономить деньги, покупая необработанное сырье и самостоятельно определяя размеры.Они также упрощают создание нестандартных материалов, что, в свою очередь, упрощает получение отличных результатов.
13-дюймовый строгальный станок DW735 с мощным двигателем на 15 ампер может обрабатывать глубокие пропилы в твердых лиственных породах. Режущая головка с тремя ножами и двухскоростной редуктор обеспечивают 96 или 179 резов на дюйм (cpi). Используйте 96 cpi для определения размеров материала и 179 cpi для более тонкой отделки.
Двусторонние одноразовые ножи для удобства
В DEWALT DW734 используются острые как бритва ножи, которые являются двусторонними и одноразовыми.Эти ножи служат на 30 процентов дольше, чем традиционные одноразовые ножи, что помогает избежать дорогостоящей и длительной переточки.
Для быстрой и легкой замены ножа одним инструментом набор штифтов, обработанных на режущей головке, проходит через отверстия, выполненные на ноже. Это поможет вам быстро найти новый нож и снова закрепить зажим для ножа.
Большая емкость и простая и точная регулировка глубины
Удлиненные подающие и отводящие столы этого строгального станка обеспечивают опору для материала на 33-1 / 2 дюйма.Ограничитель глубины револьверной головки экономит ваше время при установке машины на обычно используемые глубины.
Кроме того, датчик съема материала строгального станка и очень большая шкала толщины помогают обеспечить точность каждого прохода. Замок каретки с четырьмя стойками значительно сокращает движение, которое вызывает материальный ущерб или удар при планировании около конца доски.
Этот прочный строгальный станок весит 80 фунтов. Он предлагает максимальную глубину реза 1/8 дюйма, глубину 6 дюймов и ширину 12-1 / 2 дюйма.
Вентиляторный выброс стружки для удаления пыли
DW735 оснащен вентиляторной системой выброса стружки с моторизованным вентилятором, который разбивает мусор, когда он покидает режущую головку, и выдувает его в один из двух пылезащитных кожухов (в комплекте). Один кожух рассеивает стружку по цеху, а другой обеспечивает соединение для вакуумного шланга или шланга для пылесборника.
Этот прочный строгальный станок весит 92 фунта. Он предлагает максимальную глубину реза 1/8 дюйма, глубину 6 дюймов и ширину 13 дюймов.
Двухскоростной строгальный станок DW735 толщиной 13 дюймов с трехножественной режущей головкой также поставляется с гарантийным пакетом DEWALT, который включает трехлетнюю ограниченную гарантию, годовой контракт на бесплатное обслуживание и 90-дневную гарантию возврата денег. .
Комплектация
DW735 Двухскоростной строгальный станок DEWALT толщиной 13 дюймов с трехножевой режущей головкой, адаптером для шланга для пыли и желобом для выброса пыли.
От производителя
13-дюймовый строгальный станок DW735 от DeWalt обеспечивает лучшую в своем классе чистоту поверхности благодаря единственной в своем роде трехножественной режущей головке — даже при обработке трудно строгаемой фигурной древесины.При 96 или 179 резах на дюйм DW735 предлагает идеальную отделку за счет наибольшего количества резов на дюйм, доступного на настольном строгальном станке. Система выброса стружки с вентилятором помогает удалять мусор и предотвращает повреждение материала излишками стружки. Уникальная автоматическая блокировка каретки сводит к минимуму движение, вызывающее стрельбу, без задействования рычага до и после каждого прохода. Прочная 19-3 / 4-дюймовая литая алюминиевая основа обеспечивает вдвое большую жесткость по сравнению с традиционными системами поддержки материалов, в которых используются складные столы.DW735 просто необходим серьезному плотнику.
ХАРАКТЕРИСТИКИ
- Мощный двигатель 15,0 А, 10000 об / мин с легкостью справляется с большими резами на более широких материалах
- Режущая головка с тремя ножами увеличивает срок службы ножей на 30% и ускоряет и упрощает замену ножей
- Двухскоростной редуктор позволяет пользователям изменять скорость подачи для оптимизации резания на дюйм при 96 или 179 CPI
- Выталкивание стружки с помощью вентилятора всасывает стружку с режущей головки и выводит ее из станка
- Основание из литого алюминия 19 3/4 дюйма в 2 раза более жесткая, чем стандартная 10-дюймовая основа и складные столы.
- Автоматическая блокировка каретки уменьшает движение, вызывающее бекас, без необходимости ручного включения пользователем.
- Датчик удаления материала и очень большая шкала толщины обеспечивают точные разрезы с проход
- Очень большой ограничитель глубины револьверной головки позволяет пользователям с легкостью вернуться к наиболее часто используемым толщинам
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Амперы: 15.0
- Скорость холостого хода: 10000 об / мин
- Макс. Глубина резания: 1/8 дюйма
- Допустимая глубина: 6 дюймов
- Допустимая ширина: 13 дюймов
- Вес инструмента: 92 фунта
- Вес в упаковке: 100 фунтов
Подробнее
строгальный станок для толщины древесины — RS Wood
RSWOOD — CMC проектирует и производит строгальные станки по дереву для строгания массивной древесины или деревянных панелей.
Строгальные станки
для определения толщины древесины характеризуются одной плоскостью, которая в зависимости от положения позволяет снимать большее или меньшее количество материала с различных кусков дерева.
Режущие кромки и лезвия на этих типах машин долговечны, что позволяет значительно сэкономить время.
КТО ИСПОЛЬЗУЕТ САМОХОДЫ?
Строгальный станок служит для правки обрабатываемой древесины, а строгальный станок служит для доведения куска древесины до необходимого размера.
Большинство запросов на эти машины поступает из профессиональных мастерских и специализированных предприятий по обработке древесины и производству дверей и окон.
ВИДЫ ДЕРЕВЯННЫХ СТАНКОВ
ДЕРЕВЯННЫЕ СТРОГОТКИ доступны в двух основных версиях:
СТРОГОТКИ
Идеально подходит для строгания необработанной древесины, т. Е. Всех операций по выравниванию, необходимых для создания плоских балок и деревянных деталей, с которыми можно работать.
RS WOOD производит три типа строгальных станков:
- RPE410 — базовая модель для небольших мастеров
- RP400 и RP500 — более крупные модели, подходящие как для ремесленников, так и для промышленности
Фуговальные станки доступны с фуговальными валами в трех версиях:
- Стандартные лезвия
- Лезвия типа Tersa
- Винтовые валы с глушителями
ТОЛЩИНЫ
Второй этап обработки, на котором кусок дерева вырезается до желаемой толщины.
RS WOOD производит три типа строгальных станков:
- SP400 — базовая модель для небольших мастеров
- SP530 — предназначен для мастеров и промышленности и, таким образом, предоставляет некоторые дополнительные функции базовой модели
- SP630 — модель с большим столом и уже оснащенная системой манипулирования с пультом управления
Модель 530 имеет базовую версию ручного подъема плоскости толщины и может быть установлена на позиционер PLC для позиционирования плоскости.
На каждой машине с позиционированием плоскости PLC установлен инвертор для управления движением двигателя плоскости. Кроме того, все машины имеют систему выброса на микросхеме, которая будет подключена к всасывающим узлам.
БЕЗОПАСНОСТЬ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Строгальные станки и фуговальные станки не нуждаются в каком-либо особом текущем уходе, кроме регулярной очистки от пыли, стружки и опилок. Для бесперебойной работы подключите машину к промышленному пылесосу.
Вся информация по очистке и техническому обслуживанию Информация по технике безопасности доступна в буклете с инструкциями вместе с вашей покупкой.
ГАРАНТИЯ
На всю продукцию RS WOOD — CMC предоставляется гарантия от дефектов материалов и изготовления при нормальных условиях эксплуатации и технического обслуживания. Гарантийный срок составляет 12 месяцев со дня покупки.
УСТАНОВКА
Услуги по установке, предлагаемые компанией, выполняются специализированными дилерами, присутствующими на большей части территории, как на национальном, так и на международном уровне.
Рейсмусовые и строгальные станки: контрольный список
Этот контрольный список предназначен для обеспечения надлежащего рабочего состояния и наличия необходимых защитных ограждений, прежде чем рабочие будут работать с этими станками.
Этот контрольный список предназначен для обеспечения надлежащего рабочего состояния и наличия необходимых защитных ограждений, прежде чем рабочие будут работать с этими станками.
Станок для придания толщины или строгания используется для обработки куска дерева до желаемой толщины с одной или обеих сторон дерева. Этот контрольный список содержит информацию, которая поможет всем работникам безопасно работать с этими машинами и обеспечить более безопасные условия на рабочем месте.
- Толщина машины
- Рубанок
Станок и условия эксплуатации: контрольный список | ||||
|---|---|---|---|---|
Идентификационный номер машины / реквизиты: | Дата проверки: | |||
Составлено: (Подпись работодателя) | ||||
Критерии аудита | Есть | № | ||
Станок | ||||
Стабильность: | Станок устойчив и маловероятно ли движение во время работы? Надежно ли зажаты деревянные детали перед началом обработки? | |||
Резаки и ограждение: | Фрезерные головки закрыты или защищены? Устройство защиты от отдачи установлено и работает правильно? Фрезы острые и чистые? Используются ли толкатели или блоки для перемещения древесины через машину? | |||
Органы управления: | Легко ли доступны органы управления для оператора? Предотвращают ли органы управления случайный запуск? Ясно ли обозначены функции управления? | |||
Аварийная остановка: | Есть ли аварийный останов типа «грибовидный» (или аналогичный)? Имеется ли доступ к аварийной остановке и маркировка? Правильно ли работают кнопки остановки / запуска, кнопки аварийного останова и предохранительные дуги? | |||
Движущиеся части: | Привод трансмиссии и другие движущиеся части полностью закрыты или защищены? | |||
Изоляция оборудования: | Имеются ли системы для изоляции машины? | |||
Операционная среда | ||||
Рабочее место: | Есть ли вокруг машины свободное рабочее пространство? | |||
Освещение: | Достаточно ли общего и рабочего освещения? Защищено ли освещение от летающих объектов? | |||
Загрязняющих веществ в воздухе: | Правильно ли установлен пылеотсос, включен ли он во время трассировки и регулярно ли обслуживается? Включена ли система пылеудаления в рабочее время? | |||
Шум: | Было ли рассмотрено использование звукопоглощающих материалов для снижения уровня шума? | |||
Уборка: | Регулярно ли очищается пол, удаляются ли все обрезки и прочий мусор? | |||
Надежный, прочный, точка опоры: | Обеспечивает ли поверхность пола вокруг машины надежную и прочную опору? | |||
Надзор | ||||
Обучение: | Все ли операторы этой машины обучены и имеют опыт, а также проинструктированы и контролируются компетентным лицом при прохождении обучения? | |||
СИЗ: | Правильный ли тип СИЗ был предоставлен работникам и использовался ли они? | |||
SW08382 1016
Вернуться наверх
Строгальные станки по дереву
Развитие стационарных строгальных станков восходит к началу 19 века.На первых машинах этого типа заготовка зажималась на каретке и подавалась под горизонтальный вал с лезвиями, простирающимися на всю рабочую ширину. В 1850 году в Германии был построен строгальный станок, на котором заготовка подавалась через режущий вал, расположенный между двумя столами, которые использовались для позиционирования и поддержки заготовки. Помимо технических усовершенствований, эта базовая конструкция сохранилась и по сей день. Такой станок называется строгальным станком или фуганком (см. Рисунок 1).
Рисунок 1. Фуганок
Совсем недавно были разработаны станки для строгания верхней поверхности заготовки до заданной толщины с помощью горизонтально вращающегося режущего вала. Расстояние между диаметром режущего круга и поверхностью стола, на котором находится заготовка, можно регулировать. Такие станки называются односторонними строгальными станками.
Эти два основных типа станков в конечном итоге были объединены в станок, который можно было использовать как для строгания поверхности, так и для строгания по толщине.Эта разработка завершилась созданием строгальных станков для двух-, трех- и четырехсторонней обработки за один проход.
С точки зрения безопасности и гигиены труда настоятельно рекомендуется принять меры для удаления древесной пыли и стружки из строгального станка (например, путем подключения строгального станка к системе пылеудаления). Пыль, образующаяся от твердых пород (дуб, бук) и тропических пород древесины, считается особой опасностью для здоровья, и ее необходимо удалять. Также следует принять меры по снижению уровня шума строгальных станков.Автоматический тормоз для режущего вала является обязательным во многих странах.
Станки строгальные
Плоский строгальный станок имеет жесткую основную раму, которая поддерживает входной и выходной стол. Режущий валок расположен между двумя столами и установлен на шарикоподшипниках. Основная рама должна быть эргономичной (т. Е. Позволять оператору комфортно работать).
Устройства управления с ручным управлением должны быть установлены таким образом, чтобы оператор не попадал в опасную ситуацию при их использовании, а возможность непреднамеренного срабатывания должна быть сведена к минимуму.
Сторона основной рамы, обращенная к месту оператора, не должна иметь выступающих частей, таких как маховики, рычаги и т. Д. Стол слева от ножевого вала (выходной стол) обычно устанавливается на той же высоте, что и окружность резания ножевого вала. Стол справа от ножевого вала (подающий стол) устанавливается ниже, чем выходной стол, чтобы получить желаемую глубину резания. Контакт между кромками стола и режущим валом не должен быть возможным во всем диапазоне настройки столов.Однако зазор между кромками стола и режущей окружностью режущего вала должен быть как можно меньше, чтобы обеспечить хорошую опору для строгаемой заготовки.
Основные операции на строгальном станке — это правка и кромка. Положение рук на заготовке важно с точки зрения эксплуатации и безопасности. При плющении заготовку следует подавать одной рукой, а другой рукой сначала удерживать ее на подающем столе. Как только на разгрузочном столе окажется достаточное количество древесины, последняя рука сможет безопасно пройти через ограждение моста, чтобы оказать давление на разгрузочный стол, и за ней последует подающая рука для завершения операции подачи.При обрезке кромок руки не должны проходить через валок при контакте с деревом. Их основная функция — оказывать горизонтальное давление на заготовку, чтобы она оставалась под прямым углом к упору.
Шум, производимый вращающимся ножевым валом, часто может превышать уровень, который считается вредным для уха. Поэтому необходимы меры по снижению уровня шума. Вот некоторые из мер по снижению шума, которые оказались успешными на фуговальных станках:
- использование «бесшумного» режущего вала (напр.g., круглая форма с минимальным выступом лезвия, спиральное лезвие вместо прямого лезвия, сегментные вращающиеся инструменты со смещенной резкой)
- прорези или просверленные кромки стола (конфигурация и размеры отверстий в кромках стола должны быть выбраны таким образом, чтобы не возникало опасности несчастного случая; например, прорези должны быть не более 6 мм шириной, а диаметр отверстий не должен превышает 6 мм)
- Аэродинамическая конструкция дефлекторов стружки под кромками стола
- Снижение частоты вращения режущего вала до менее 1000 об / мин, при условии, что качество поверхности заготовки остается удовлетворительным.
Снижение шума до 12 дБА на холостом ходу и до 10 дБА под нагрузкой.
Режущие валы должны иметь круглое поперечное сечение, а канавки и прорези для удаления стружки должны быть как можно меньше. Лезвия и вставки должны быть должным образом закреплены, предпочтительно с помощью фиксатора формы.
Режущий вал обычно вращается со скоростью от 4500 до 6000 об / мин. Диаметр обычных фрезерных валов варьируется от 56 до 160 мм, а их длина (рабочая ширина) от 200 до 900 мм.По аналогии с кинематикой обычного фрезерования поверхность заготовки, строганной с помощью режущего вала, состоит из циклоидных дуг. Таким образом, качество поверхности зависит от скорости и диаметра режущего вала, количества режущих лезвий и скорости подачи заготовки.
Рекомендуется оснащать строгальные станки автоматическим тормозом режущего вала. Тормоз должен срабатывать, когда машина остановлена, а время торможения не должно превышать 10 секунд.
Доступ к режущему валу в задней части упора должен быть предотвращен защитным ограждением, прикрепленным либо к упору, либо к опоре ограждения. Режущий вал перед ограждением должен быть защищен регулируемым ограждением мостового типа, прикрепленным к машине (например, к основной раме со стороны разгрузочного стола) (см. Рисунок 2). Доступ к элементам трансмиссии должен быть предотвращен фиксированным ограждением.
Рис. 2. Забор и защита заднего ножевого вала
Опасности
Поскольку режущий вал вращается в направлении, противоположном направлению подачи заготовки, существует опасность отдачи.Если заготовка выбрасывается, рука или пальцы оператора могут соприкоснуться с вращающимся ножевым валом, если не будет обеспечена надлежащая защита. Также часто случается, что рука соприкасается с ножевым валом при подаче заготовки вытянутыми пальцами вместо того, чтобы толкать ее вперед сжатым кулаком. Режущие лезвия, не закрепленные должным образом, могут быть выброшены центробежной силой и могут вызвать серьезные травмы и / или материальный ущерб.
Защитные системы для строгальных станков
Во многих странах законодательство, регулирующее использование строгальных станков, требует, чтобы режущий вал был закрыт регулируемой системой защиты, чтобы предотвратить случайный контакт руки оператора с вращающимся режущим валом.
В 1938 году на SUVA была представлена защита строгального станка, которая эффективно отвечала всем практическим требованиям. За прошедшие годы эта охрана зарекомендовала себя не только в качестве охранной системы, но и в качестве вспомогательного средства для большинства операций. Он хорошо принят деревообрабатывающей промышленностью в Швейцарии, и почти все промышленные строгальные станки оснащены им. Конструктивные особенности этого ограждения были внесены в проект Европейского стандарта на строгальные станки. Основные характеристики этого охранника следующие:
- плохо отклоняется, чтобы обнажить режущий вал
- всегда остается параллельно оси режущего вала независимо от его горизонтальной или вертикальной регулировки
- легко регулируется по горизонтали и вертикали без использования инструмента.
Однако аварии все же случаются. Эти несчастные случаи в основном вызваны неправильной настройкой ограждения. Поэтому инженеры SUVA разработали ограждение мостового типа, которое автоматически закрывает режущий вал перед упором и постоянно оказывает определенное давление на заготовку или упор. Этот охранник выпускается с 1992 года.
Основными конструктивными особенностями этого нового ограждения, получившего название «Suvamatic», являются следующие:
- полная защита ножевого вала. Полная ширина строгания защищена одним ограждением мостового типа. Его можно сложить с помощью навесной системы запирания. Это предотвращает слишком большое выступание ограждения на лицевую сторону машины.
- практичная система направления заготовки. Система направления заготовки состоит из прижимной подушки и направляющей для заготовки. Оба приспособлены к наконечнику защитного кожуха. Последний можно наклонять, чтобы направлять заготовку как при шлифовании, так и при обрезке кромок.
- Приложение давления для облегчения работы. При обрезке кромок ограждение оказывает давление в направлении ограждения. После обрезки кромок он автоматически покрывает всю длину режущего вала перед упором.
- автоматический подъем и опускание ограждения. Для выравнивания защитный кожух поднимается за направляющую для заготовки. После выравнивания он автоматически опускается, чтобы закрыть жатку.
- Защитный кожух можно заблокировать для пакетных работ. Для пакетных работ защитный кожух можно заблокировать в вертикальном положении, чтобы точно соответствовать толщине заготовки.Защитный кожух автоматически вернется в это заданное положение после нажатия.
- подойдет для всех машин. Защитный кожух может быть установлен на все строгальные станки и комбинированные строгальные станки и строгальные станки.
Односторонние строгальные станки
В основной раме одностороннего строгального станка находится строгальный вал, строгальный стол и подающие элементы.
После того, как заготовка была выровнена и обработана кромкой на строгальном станке, она строгается до желаемой толщины на строгальном станке.В отличие от строгального станка, строгальный вал строгального станка расположен над строгальным столом, и заготовка подается уже не вручную, а механически с помощью подающих роликов. Подающие ролики приводятся в движение либо отдельным двигателем (примерно 1 кВт), либо через редуктор, который получает энергию от двигателя режущего вала. При отдельном приводе скорость подачи остается постоянной, но если мощность передается от двигателя ножевого вала, скорость подачи изменяется в зависимости от скорости ножевого вала.Обычно скорость подачи составляет от 4 до 35 м / мин.
Два подпружиненных подающих ролика опираются на верхнюю поверхность заготовки. Ролик подачи перед режущим валом имеет желобки для лучшего захвата заготовки; подающий ролик на выходе ножевого вала гладкий. Прижимная планка на входе и выходе, расположенная рядом с ножевым валом, прижимает заготовку к столу, обеспечивая тем самым чистый и равномерный рез. Конструкция и расположение подающих роликов и прижимных планок должны быть такими, чтобы контакт с вращающимся ножевым валом был невозможен.
Секционные подающие ролики и прижимные штанги позволяют одновременно обрабатывать две или более заготовки немного разной толщины. С точки зрения предотвращения несчастных случаев необходимы секционные подающие ролики и прижимные штанги. Ширина отдельного подающего ролика или секции прижимной планки не должна превышать 50 мм.
В столе расположены два холостых ролика. Они предназначены для облегчения прохождения заготовки по столу.
Поверхность стола должна быть плоской, без щелей и отверстий.Произошли несчастные случаи, связанные с зажатием пальцев оператора между отверстиями и заготовкой. Вертикальная регулировка стола может производиться вручную или с усилителем. Механический упор должен предотвращать любой контакт стола с ножевым валом или подающими роликами. Необходимо следить за тем, чтобы механизм вертикальной регулировки удерживал стол в устойчивом положении.
Чтобы предотвратить подачу крупногабаритных заготовок, устройство (например, фиксированный стержень или фиксированный стержень) расположено на стороне подачи станка, тем самым ограничивая максимальную высоту заготовки.Максимальная высота 250 мм между поверхностью стола в самом нижнем положении и вышеупомянутым предохранительным устройством редко превышается. Обычная рабочая ширина варьируется от 315 до 800 мм (для специальных машин эта ширина может доходить до 1300 мм).
Диаметр режущего вала обычно варьируется от 80 до 160 мм. Обычно на косилочный вал устанавливаются четыре лезвия. Строгальный валок вращается со скоростью от 4000 до 6000 об / мин, а его входная мощность варьируется от 4 до 20 кВт. Максимальная глубина пропила от 10 до 12 мм.
Чтобы свести к минимуму опасность отдачи, односторонние строгальные станки должны быть оснащены устройством защиты от отдачи, покрывающим всю рабочую ширину станка. Это устройство защиты от отдачи обычно состоит из нескольких рифленых элементов, расположенных на стержне. Ширина отдельного элемента составляет от 8 до 15 мм, и он падает под собственным весом в исходное положение. Самая низкая точка отдельного рифленого элемента в исходном положении должна быть на 3 мм ниже окружности резания режущего вала.Рифленые элементы должны быть изготовлены из материала (предпочтительно стали) с прочностью на упругость 15 Дж / см 2 и твердостью поверхности 100 HB.
Следующие меры по снижению шума оказались успешными на односторонних строгальных станках:
- Использование «тихого» режущего вала (аналогично тому, что предлагается для строгальных станков)
- Аэродинамическая конструкция прижимных планок и кожуха для удаления стружки
- снижение частоты вращения режущего вала
- частичное или полное ограждение станка (туннельная конструкция входного и выходного отверстий со звукопоглощающим материалом на поверхности, обращенной к источнику шума)
Снижение шума до 20 дБА может быть достигнуто за счет хорошо спроектированного полного корпуса.
Опасности
Основной причиной несчастных случаев на односторонних строгальных станках является отдача заготовки. Отдача может произойти из-за:
- плохое обслуживание устройства защиты от отдачи (отдельные элементы могут не упасть под собственным весом, а слипнуться из-за скопления пыли; канавки в элементах могут быть покрыты смолой, затуплены или неправильно заточены)
- плохое обслуживание секционных подающих роликов и прижимных штанг (например,g., покрытые смолой или ржавые секции)
- Недостаточная нагрузка пружины на подающие ролики и прижимные штанги при одновременной подаче нескольких кусков неоднородной толщины.
Типичные причины других несчастных случаев:
- Контакт руки с вращающимся ножевым валом при удалении стружки и пыли со стола рукой, а не деревянной палкой или граблями
- Выброс лезвий режущего вала из-за неправильной фиксации.
Комбинированные строгальные и рейсмусовые станки
Конструкция и работа комбинированных машин (см. Рисунок 3) аналогичны отдельным машинам, описанным выше. То же самое можно сказать о скорости подачи, мощности двигателя, регулировках стола и роликов. Для строгания по толщине строгальные столы либо отодвигаются, либо складываются, либо поднимаются в сторону, обнажая режущий вал, который закрыт кожухом для удаления стружки для предотвращения доступа Комбинированные станки в основном используются в небольших мастерских с небольшим количеством рабочих или в местах с ограниченным пространством. ограниченный (т.е., в случаях, когда установка двух отдельных машин невозможна или нерентабельна).
Рис. 3. Комбинированный фуговально-рейсмусовый станок
Переход с одной операции на другую часто занимает много времени и может раздражать, если нужно обработать только несколько деталей. Более того, обычно машиной может пользоваться только один человек.