Содержание
СФ-4 Станок фуговальный односторонний. Паспорт, схемы, описание, характеристики
Производителем фуговального станка СФ-4 является Курганский завод деревообрабатывающих станков, основанный в 1941 году.
Завод производит оборудование для мебельных и строительно-столярных производств.
Производителем фуговального станка СФ-4(К) является Кировский станкостроительный завод, основанный в 1880 году. Завод был переименован в Кировский завод заточного и деревообрабатывающего оборудования.
Основная специализация завода — производство станков для заточки и подготовки дереворежущего инструмента к работе.
Продукция завода:
- Фрезерный станок с шипорезной кареткой модели СФ-4К
- Станки заточки круглых рамных и ленточных пил модели ТчПА-7
- Плющильно-формовочные станки модели ПХФ-1М
- Вальцовочные станки модели ПВ-20М
- Станки для заточки и подготовки дереворежущего инструмента
- Запасные части к Р63-46
Станки, выпускаемые Курганским заводом деревообрабатывающих станков
СФ-4 Станок фуговальный односторонний.
 Назначение, область применения
Назначение, область применения
Станок фуговальный (строгальный) односторонний СФ-4 предназначен для фугования (прямолинейного строгания, продольного фрезерования) заготовок из древесины различных пород по плоскости и под углом.
Фуговальный станок СФ-4 применяется на предприятиях мебельной и деревообрабатывающей промышленности (мебельной, домостроительной, авто- и вагоностроения и т.д.), модельных цехах машиностроительных заводов, строительных организациях.
Станина выполнена чугунной, цельнолитой, коробчатой формы, внутри которой установлен электродвигатель привода ножевого вала.
Вращение ножевому валу передается клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Опоры ножевого вала станка СФ-4 смонтированы в цельном блоке с отъемными крышками, что позволяет снизить механические шумы и вибрацию от вращения ножевого вала. Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Подача заготовок на станке СФ-4 осуществляется вручную или механически с применением автоподатчика. Передний и задний столы представляют собой чугунные литые шлифованные плиты с ребрами жесткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола.
С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка. Перемещение направляющей линейки осуществляется вручную. Линейка может перемешаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемый угол в вертикальной плоскости (до 45°).
На станке имеется круглый двухножевой вал с клиновым креплением ножей.
Ширина строгания на станке 400 мм, толщина снимаемого слоя 6 мм, диаметр ножевого вала 125 мм, диаметр резания 128 мм, число ножей на валу 2, мощность электродвигателя ножевого вала 2,8 кВт, число оборотов ножевого вала в минуту 5000, вес станка 620 кг.
Условное обозначение деревообрабатывающих станков
Деревообрабатывающие станки и оборудование имеют условное обозначение (индексацию) буквами и цифрами. Буквенная индексация состоит из начальных букв наименования типа или вида станка. Первая буква означает тип, вторая и третья— основной признак станка.
- Ц — круглопильный (циркулярный, циркульный)
- С — строгальный
- Ф — фрезерный
- Ш — шипорезный
- Тч — точильный
- Кп — круглопалочный
- У — универсальный
- ПР — круглопильный ребровый
- ЦК — круглопильный концеравнитель
- СФ — строгально-фуговальный
- СР — строгально-рейсмусовый
- ФШ — фрезерный с шипорезной кареткой
- ФК — фрезерный с карусельным столом
- ШО — шипорезный односторонний
- ШД — шипорезный двусторонний
- ШП — шипорезный для прямого шипа
- ШЛ — шипорезный для шипа ласточкин хвост
- ШлД — шлифовально-дисковый
- ШлПС — шлифовальный с подвижным столом
- ТчП — точильный для пил
- ТчН — точильный для ножей
- ТчПН — точильный для пил и ножей
Буква А обозначает наличие элементов автоматизации.
Например: СвПА—сверлильно-пазовальный с автоподачей. Цифра, стоящая сразу после букв или между ними, обозначает основные параметры станков (число режущих инструментов или ширину строгания в мм, см, дм). Например:
- Ц2К12 — двухшпиндельный концеравнитель для брусков длиной 12 дм
- СФ-4 — строгально-фуговальный с шириной строгания 4 дм
- Ф2К — фрезерный двухшпиндельный с карусельным столом
- ШО10 — шипорезный односторонний для шипов длиной до 10 см
Цифра, стоящая после дефиса, обозначает номер модели станка, например:
- СФ4-4 — четвертая модель
- СР6-6 — шестая модель
- СР6-7 — соответственно седьмая модель
Продольное строгание (продольное фрезерование, фугование) на фуговальных станках
Фуговальные станки предназначены для продольного строгания заготовок из древесины с целью получения одной или двух базовой поверхности за один проход для дальнейшей обработки деталей. Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового или конвейерного типа.
На станине станка имеются передний и задний столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний — ниже на толщину снимаемой стружки.
Обрабатывают заготовки с вогнутой стороны. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены непараллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола.
Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение, открывающееся лишь при проходе заготовки и автоматически закрывающееся после ее обработки.
Этапы фугования заготовок на станке
Этапы фугования заготовок на фуговальном станке
- задний стол
- направляющая линейка
- заготовка
- передний стол
Одношпиндельный фуговальный станок СФ-4
- станина
- задний стол
- подвижное ограждение
- направляющая линейка
- ножевой вал
- фиксаторы крепления направляющей линейки
- кронштейн
- передний стол
- шкала
- рукоятка настройки стола по высоте
На фуговальных станках с ручной подачей работает один рабочий (станочник), а с механической — два (станочник и подсобный рабочий). При ручной подаче заготовку осматривают, укладывают на передний стол станка и, прижимая левой рукой передний конец заготовки, а правой задний, плавно надвигают заготовку на ножи.
Когда передний конец заготовки пройдет через ножи, левую руку переносят, прижимая заготовку к заднему столу.
Покоробленные заготовки укладывают на стол вогнутой стороной вниз, плотно прижимая их к столу станка.
Сильно покоробленные заготовки фуговать не следует, так как при этом снимется большой слой древесины, они станут меньше номинальных размеров и не смогут быть использованы по назначению.
При работе на станках с механической подачей заготовки подают торец в торец.
Толщина снимаемого слоя не должна превышать 6 мм, а толщина стружки — 1,5..2 мм.
Общий вид фуговального одностороннего станка СФ-4
Общий вид фуговального станка СФ-4
Перечень составных частей фуговального станка СФ4-1:
- Станина с приводом — 041.10.01А
- Столы — 041.11.01A
- Линейка — 4.14.01
- Ножевой вал — 041.31.01А
- Ограждение ножевого вала — 4.32.01
- Электрооборудование — 041.80.01А
Схема кинематическая одностороннего фуговального станка СФ-4
Ножевая головка приводится во вращении от индивидуального электродвигателя через шкивы 1, 2 посредством клиновых ремней.
Регулирование переднего и заднего столов станка по высоте осуществляется эксцентриковыми механизмами 3 при помощи рукоятки 4 и гайки 5.
Перемещение направляющей линейки осуществляется вручную.
Подача заготовок на станке осуществляется вручную.
Устройство и описание составных частей станка
Станина с приводом
Станина выполнена цельнолитой коробчатой формы, внутри станины установлен электродвигатель привода ножевого вала.
Вращение ножевого вала осуществляется от электродвигателя клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Столы передний и задний
Столы представляют собой плиты с ребрами жесткости по нижней плоскости. Столы перемещаются в вертикальном направлении посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и и винта с гайкой для заднего стола.
Наибольшая величина вертикального перемещения переднего стола — 6 мм, заднего — 2 мм. С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка.
С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка.
Линейка
Направляющая линейка может перемещаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемым угол в вертикальной плоскости до 45°.
Ножевой вал
Опоры ножевого вала смонтированы в цельном блоке с съемными крышками. Принятая конструкция позволяет снять механические шумы и вибрацию от вращения ножевого вала.
Торможение ножевого вала электромеханическое. Смазка подшипников опор периодическая через пресс-масленки.
Схема электрическая принципиальная фуговального одностороннего станка СФ-4
Электрическая схема фуговального станка СФ-4
Электрооборудование станка фуговального одностороннего СФ-4
Общие сведения
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель
Станки изготовляются с электрооборудованием, рассчитан ным для работы при напряжении 380 В 50Гц, в силовых цепях, в цепях управления на напряжение 110 В 50 Гц, цепь освещения 24 В 50 Гц. Станки могут быть изготовлены с рабочим напряжением согласно заказ-наряду.
Станки могут быть изготовлены с рабочим напряжением согласно заказ-наряду.
В электросхемах используется провод марки ПГВ сечением 1 мм2 красного и 1,5 мм2 черного цветов, 2,5 мм2 2-х цветный зелено-желтого или зеленого цвета.
В электросхемах имеются блокировки, осуществляющие невозможность включения электродвигателя главного привода при снятых кожухах ременной передачи, при снятом веере ножевого вала.
Во время эксплуатации электродвигателей систематически производить их технический осмотр и профилактические ремонты.
При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная очистка и замена смазки подшипников.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином.
Читайте также: Производители деревообрабатывающих станков и оборудования
Технические характеристики фуговального станка СФ4-1
| Наименование параметра | СФ4-1 | СФ6-1 |
|---|---|---|
| Основные параметры станка | ||
| Наибольшая ширина обрабатываемого материала, мм | 400 | 630 |
| Наибольшая глубина снимаемого слоя, мм: | 6 | 6 |
| Размер, мм | 1504 х 412 | 1504 х 650 |
| Размер заднего стола, мм | 1004 х 412 | 1004 х 650 |
| Скорость резания, м/с | 34 | 34 |
| Наименьшая длина обрабатываемого материала, мм | 400 | 400 |
| Высота подъема переднего стола, мм | 6 | 6 |
| Высота подъема заднего стола, мм | 2 | 2 |
| Цена деления лимба подъема заднего-переднего стола, мм | 1 | 1 |
| Количество ножевых валов | 1 | 1 |
| Диаметр корпуса ножевого вала, мм | 125 | 125 |
| Диаметр окружности резания ножевого вала, мм | 128 | 128 |
| Количество ножей ножевого вала, мм | 2/ 4 | 2/ 4 |
| Число оборотов ножевого вала, об/мин | 5100 | 5100 |
| Способ торможения | электромех | электромех |
| Время торможения ножевого вала, с, не более | 6 | 6 |
| Количество стружкоприемников | 1 | 1 |
| Диаметр стружкоприемника, мм | 175 | 175 |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель — номинальная мощность, кВт | 3 | 5,5 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 2564 х 1385 х 1250 | 2564 х 1715 х 1250 |
| Масса станка, кг | 705 | 950 |
- Станки фуговальные односторонние СФ4-1, СФ6-1.
 Руководство по эксплуатации СФ.00.01 АРЭ, 1977, Курган
Руководство по эксплуатации СФ.00.01 АРЭ, 1977, Курган - Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В. А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
 Руководство по эксплуатации СФ.00.01 АРЭ, 1977, Курган
Руководство по эксплуатации СФ.00.01 АРЭ, 1977, Курган А., Бастаева Г.Т. Основы деревообработки, 2011
А., Бастаева Г.Т. Основы деревообработки, 2011Связанные ссылки. Дополнительная информация
Дополнительная информация
Фуговальный станок СФ-6 б/у
Фуговальный деревообрабатывающий станок СФ-6 предназначен для прямолинейного одностороннего строгания изделий из древесины по плоскости и снятия фасок под углом.
Станина станка СФ-6 выполнена цельнолитой коробчатой формы, внутри которой установлен эл/двигатель привода ножевого вала. Опоры ножевого вала станка смонтированы в цельном блоке со съемными крышками, что позволяет снизить механические шумы и вибрации от вращения ножевого вала.
Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола. С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб, помещенный в окне щитка.
Технические характеристики СФ-6:
Размеры обрабатываемых заготовок, мм | |
Наибольшая ширина | 630 |
Наименьшая длина | 300 |
Длина переднего стола, мм | 1500 |
Диаметр окружности резания, мм. | |
Ножевого вала | 128 |
Частота вращения ножевого вала, об/мин | 6000 |
Число ножей на ножевом валу | 2 |
Скорость подачи, м/мин | ручная |
Мощность электродвигателя ножевого вала, кВт | 4,5 |
Габаритные размеры, мм.: | |
Длина | 2565 |
Ширина | 1215 |
Высота | 1200 |
Масса, кг | 850 |

Позиция 4263:
Состояние: очень хорошее, рабочее.
Страна происхождения: Россия.
Местонахождение: Ростовская обл.
Цена: по запросу.
Позиция 4753:
Состояние: очень хорошее, рабочее.
Страна происхождения: Россия.
Местонахождение: г.Санкт-Петербург.
Цена: по запросу.
Позиция 4875:
Состояние: очень хорошее, столешница 650 мм.
Страна происхождения: Россия.
Местонахождение: Челябинская обл.
Цена: по запросу.
Позиция 6106:
Год выпуска: 1997.
Состояние: в хорошем рабочем состоянии.
Страна происхождения: Россия.
Местонахождение: Тульская обл.
Цена: по запросу.
Позиция 7946:
Состояние: очень хорошее, рабочее.
Страна происхождения: Россия.
Местонахождение: Самарская обл.
Цена: по запросу.
Позиция 8134:
Состояние: очень хорошее, рабочее.
Страна происхождения: Россия.
Местонахождение: Тверская обл.
Цена: по запросу.
Обратите внимание: У нас Вы можете не только купить указанное оборудование, по и продать станки нам. В наличии имеются не только указанное оборудование, но и многое другое. Для более подробной информации обращайтесь.
Houfek Фуговальный станок R 630
Описание
Станок фуговальный деревообрабатывающий R предназначен для создания базовой поверхности заготовки. Заготовки из массива древесины различных пород, доски и погонаж, клееный на гладкую фугу и (или) на минишип мебельный щит, некоторые виды композитных материалов. При фуговании оператор-станочник вручную пропускает заготовки над ножевым валом, базируя их по длинному столу станка и боковой упорной линейке (с возможностью наклона).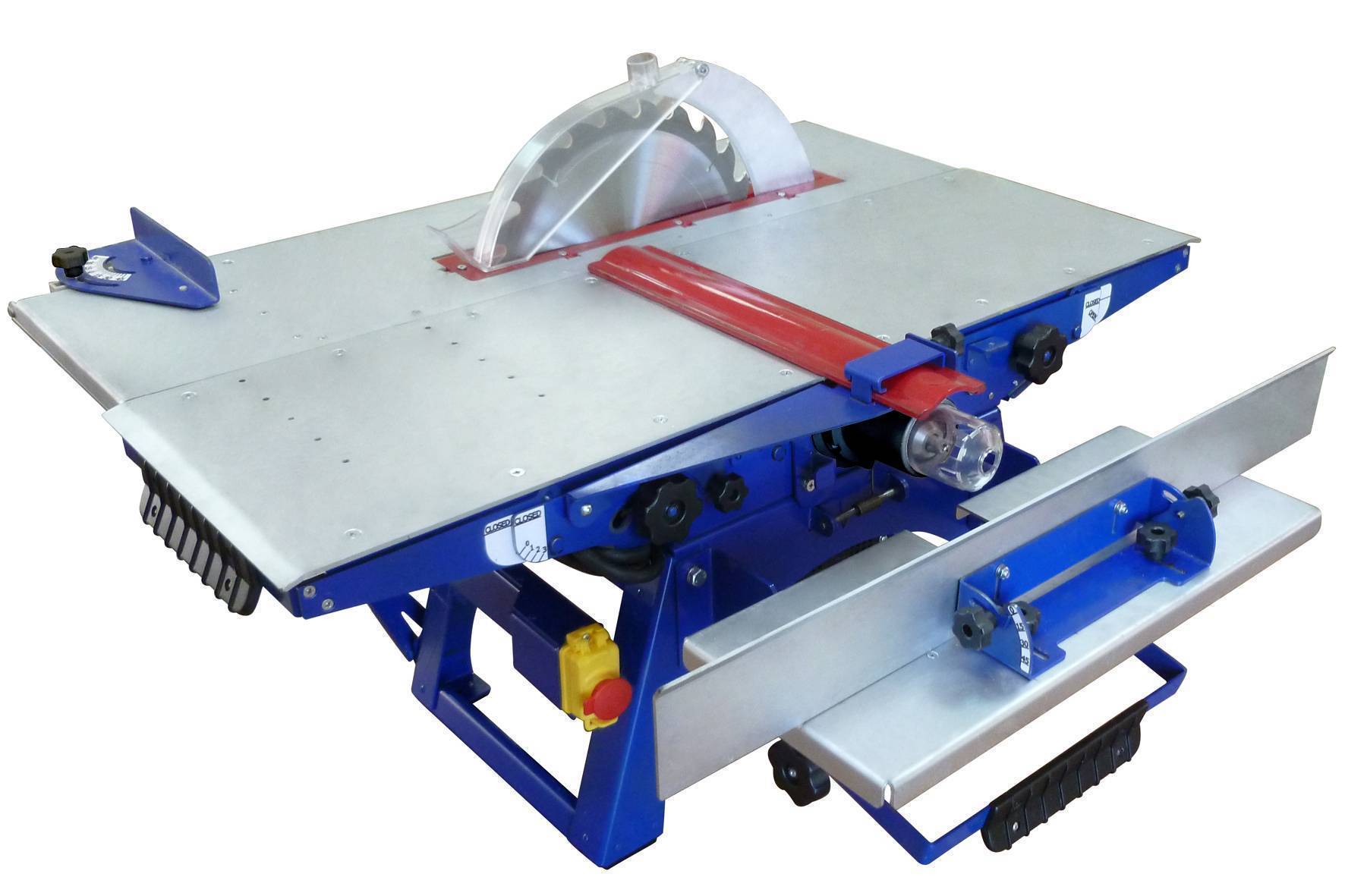 Ножевой вал вращается встречно направлению подачи заготовки.
Ножевой вал вращается встречно направлению подачи заготовки.
ПРЕИМУЩЕСТВА:
— Фуговальный станок R относится к тяжелому индустриальному оборудованию. Его можно эксплуатировать в круглосуточном режиме почти не останавливая.
— Беспрецедентная для фуговальных станков ширина обработки 630 мм. Только чешский фуганок R может идти парой к распространенным рейсмусовым станкам с проходной шириной 630 мм.
— Фуговальный стол имеет очень длинную базовую поверхность – больше трех метров – это обязательное условие точного строгания плоскости.
— Цифровой электронный индикатор величины съема материала за один проход. Почти все фуговальные станки имеют отсчет съема по шкале, т.е. с большой погрешностью. А фуганок модели R значительно точнее.
— Станок фуговальный чешского производства модели R имеет очень мало механических регулировок. Даже выставление высоты съема материала (взаимное расположение переднего и заднего фуговального стола) регулируется электрически. Очень удобно.
Очень удобно.
— Верхняя панель управления чешского станка R очень удобна для оператора: все что нужно, у него под руками и перед глазами.
— За безопасность оператора отвечают самые современные устройства — ограждение ножевого вала SUVAMATIC и многофункциональная универсальная упорная линейка.
— Автоматическое переключение звезда-треугольник при запуске электродвигателя фуговального станка R позволит предохранить привод от перегрузок.
РЕКОМЕНДАЦИИ:
Фуганок – первый и главный станок на любом столярном деревообрабатывающем производстве. Классическая машина, без которой вообще невозможно обойтись в столярке. Станок серии R пригоден для интенсивной нагруженной эксплуатации в три смены, если это потребуется. Он обеспечивает стабильно высокое качество, очень тяжелый и мощный. Можно посоветовать данный фуганок для средних и крупных производств, для понимающих и опытных столяров, которым надо безотказный основательный фуговальный станок большой ширины.
Характеристики
| Мощность потребляемая | 5,5 кВт |
| Зона обработки | 630 мм |
| Частота вращения | 4700 об/мин |
| Диаметр вытяжного штуцера | 150 мм |
| Напряжение | 400 В |
| Масса | 620 кг |
| Габариты | 3150 x 1300 x 1200 мм |
| Вал | 120 мм |
| Количество ножей | 4 |
| Глубина обработки | 0-8 мм |
| Размер столов | 1425 х 650 и 1625 х 650 мм |
| Упор | 1300 х 150 мм |
| Поворот упора | 0 — 45° |
| Размер ножей | 650 x 35 x 3 мм |
Комплектация
- Автоматический запуск звезда-треугольник на главном электродвигателе
- Подъем и фиксация рабочего стола электроприводом
- Отсчет высоты обработки по цифровому электронному индикатору с точностью 0,1 мм
- Панель управления станком расположена над фуговальным столом прямо на ограждении строгального вала, в поле зрения оператора
- Защитное ограждение строгального вала SUVAMATIC (Швейцария) надежно ограждает руки оператора при любых типах заготовок
- Длинная многофункциональная направляющая линейка, позволяющая четко подавать заготовки даже с наклонной кромкой
- Стандартный комплект плоских ножей уже установлен на ножевом валу
- Патрубок аспирации
- Инструкция по эксплуатации (технический паспорт) на русском языке
Фуговальный станок СФ4-1К б/у с шириной строгания 400мм
Фуганок бу СФ4-1 с четырехножевым строгальным валом в хорошем рабочем состоянии 2014года в основательном исполнении, с литой станиной и чугунными столами, в хорошем полностью рабочем состоянии.
Фуговальный станок СФ4-1 предназначен для прямолинейного одностороннего строгания изделий из древесины по плоскости и снятия фасок под углом.
Цельнолитая станина коробчатой формы, внутри установлен электродвигатель привода ножевого вала, вращение на который передается клиновыми ремнями. Для их натяжения предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом. Опоры ножевого вала смонтированы в цельном блоке со съемными крышками, что позволяет снизить механические шумы и вибрации. Торможение ножевого вала осуществляется электродвигателем.
Передний и задний столы представляют собой плиты с ребрами жесткости по нижней плоскости. Регулировка по высоте переднего и заднего столов станка осуществляется посредством эксцентриковых валиков через систему рычагов с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола. С боковых сторон установлены щитки. Указатель глубины строгания — лимб, помещенный в окне. Направляющая линейка перемещается поперек стола в зависимости от ширины строгаемого материала и может быть установлена на нужный угол в вертикальной плоскости до 45 градусов.
Особенности конструкции — станок фуговальный СФ4-1К:
— чугунная литая станина и столы, обработанные с высокой точностью
— ножевой вал установлен в жестком литом суппорте
Техническая характеристика — фуговальный станок СФ4-1К (бу):
Ширина обрабатываемой заготовки макс. 400мм
Длина заготовки мин. 410мм
Наибольшая толщина снимаемого слоя 6мм
Длина столов: переднего 1504, заднего 1004мм
Ширина столов 410 мм
Наклон боковой направляющей 0 ― 45 градусов
Высота подъема столов: переднего 6, заднего 2мм
Диаметр ножевого вала 125мм
Количество ножей на валу 4шт.
Частота вращения вала 5000/мин.
Мощность двигателя 2,8кВт
Диаметр патрубка стружкоуловителя 175мм
Производительность аспирации 1600куб.м/час
Масса 620кг
Фуговальные станки: формирование технологических баз
На сегодняшний день фуговальные станки широко распространены практически во всех отраслях деревообработки, особенно на небольших предприятиях. Ведь во многих случаях изготовление уникальных образцов продукции деревообработки начинается именно с фуговального станка.
Ведь во многих случаях изготовление уникальных образцов продукции деревообработки начинается именно с фуговального станка.
В деревообработке существует определенная последовательность операций технологического процесса, связанного с изменением размеров, формы или свойств обрабатываемых заготовок. В большинстве случаев техпроцесс начинается с раскроя обрезных или необрезных досок на круглопильных станках как по длине, так и по ширине.
Затем выполняется механическая обработка пиленых заготовок, склеивание, шлифование, отделка, сборка и т.д. На стадии механической обработки пиленых заготовок, поверхность и форма которых далека от идеальной, одной из определяющих становится задача формирования чистовых технологических баз, по которым заготовка будет ориентироваться при последующей обработке.
Чаще всего технологические базы заготовки формируют на продольно-фрезерных фуговальных станках, в просторечии – фуганках. Они предназначены для плоского продольного фрезерования одной или двух смежных поверхностей заготовки для создания установочной и направляющей технологических баз. Эти станки получили название от немецкого слова «fugen» – подгонять, пригонять, соединять.
Эти станки получили название от немецкого слова «fugen» – подгонять, пригонять, соединять.
Хотя сейчас ГОСТы и носят рекомендательный характер, многие российские производители деревообрабатывающего оборудования продолжают придерживаться принятой еще в СССР буквенно-цифровой индексации станков. Фуговальные станки по этой классификации отнесены к группе строгальных. Так, например, индекс станка модели СФ4-2 расшифровывается следующим образом: строгальный фуговальный с максимальной шириной обработки 400 мм, 2-я модель.
Однако называть их строгальными неправильно в принципе, поскольку в процессе строгания предполагается образование стружки постоянной толщины, как при работе ручным рубанком, когда при его прямолинейном движении образуется длинная, завитками сливная стружка.
А в продольно-фрезерных станках, к числу которых относятся и фуговальные, припуск на обработку удаляется в ходе фрезерования (как и у электрического рубанка), когда резец совершает не поступательное, а вращательное движение, а поперечное сечение стружки напоминает стилизованную запятую.
Технологической базой считается совокупность поверхностей, линий или точек обрабатываемой детали, по отношению к которым ориентируются ее поверхности при обработке. В зависимости от назначения баз их классифицируют на установочные, направляющие и опорные. Установочная база лишает заготовку трех степеней свободы – перемещения вдоль одной оси Z и поворота вокруг осей X и Y.
Обычно это поверхность с наибольшими габаритными размерами, чаще всего пласть призматической заготовки. По установочной базе обрабатываемая деталь удерживается или перемещается при обработке. Направляющая база лишает заготовку двух степеней свободы – перемещения вдоль одной координатной оси Y и поворота вокруг оси Z.
В качестве направляющей базы выбирают наиболее протяженную поверхность, например, одну из кромок призматической заготовки. Опорная база лишает заготовку одной степени свободы – перемещения вдоль оси Х. Обычно это торцевая поверхность призматической заготовки.
Созданные на заготовке технологические базы при последующей ее обработке взаимодействуют с элементами станков – столами, каретками, суппортами, направляющими линейками, упорами, имеющими собственные установочные поверхности.
По относительному движению технологических баз заготовок по установочным поверхностям базирующих элементов станка различают базирование подвижное и неподвижное. При неподвижном базировании деталь фиксируют на столе или каретке станка и обрабатывают ее, подавая на режущий инструмент либо режущий инструмент надвигается на заготовку.
При подвижном базировании технологическая база заготовки скользит по установочным поверхностям станка. Специфической особенностью фуговальных станков является то, что при работе на них технологические базы заготовок являются обрабатываемыми.
Заготовку на станке стремятся закрепить так, чтобы обеспечить ее устойчивое положение на установочных поверхностях станка. При этом желательно использовать одну и ту же базу для возможно большего числа технологических операций.
При обработке пиленых заготовок, имеющих дефекты распиловки и покоробленность, без фуговальных станков невозможно получить качественную продукцию. Например, при обработке такой заготовки на рейсмусовом станке с вальцовой подачей усилия от подающих вальцов и прижимов вызывают упругую деформацию (распрямление) заготовки.
После выхода из станка она вновь примет начальную покоробленную форму. Кроме того, наличие на ее поверхности значительных неровностей приводит к нарушению нормальной работы вальцов стола и механизма подачи, возрастают силы трения заготовки по столу, нарушается равномерность подачи, увеличивается разнотолщинность деталей и шероховатость обработки поверхностей.
Критериями качества обработки на фуговальных станках являются плоскостность и шероховатость фрезерованных поверхностей. Они зависят от целого ряда факторов: технологической схемы станка, его конструктивного исполнения, качества изготовления, наладки и размерной настройки, режимов обработки, дефектов (в том числе и формообразования) заготовки, ее деформируемости в ходе обработки.
В настоящее время в деревообработке используются фуговальные станки различных моделей, отличающихся размерами обрабатываемых заготовок, способом их базирования, типом и видом механизма подачи, числом одновременно фрезеруемых сторон заготовки и т. д. Наибольшее распространение в деревообрабатывающей промышленности получили односторонние фуговальные станки с подвижным базированием.
д. Наибольшее распространение в деревообрабатывающей промышленности получили односторонние фуговальные станки с подвижным базированием.
Такой станок оснащен двумя параллельными столами – передним и задним, между ними смонтирован ножевой вал, ось которого параллельна плоскостям столов. Плоскость заднего стола расположена по касательной к окружности резания ножевого вала. Передний стол может перемещаться по высоте относительно ножевого вала на величину снимаемого припуска. В начале обработки заготовка крепится на переднем столе и, скользя по его поверхности, надвигается на ножевой вал.
При этом фрезеруется передняя нижняя пласть обрабатываемой детали. Как только длина обработанной пласти заготовки будет достаточной для устойчивого ее положения на переднем столе, базирование целиком переносится на задний стол – обработанная базовая поверхность заготовки прижимается к заднему столу и скользит уже по нему. За счет этого обеспечивается плоская поверхность остальной отфрезерованной части заготовки.
При необходимости одновременно создать две взаимно перпендикулярные технологические базы по пласти и кромке заготовки применяют двухсторонние фуговальные станки. Они кроме горизонтально расположенного ножевого вала дополнительно оснащены вертикальной ножевой головкой, которая установлена по ходу подачи за ножевым валом. Оси ножевого вала и головки располагаются под прямым углом. Направляющая линейка двухстороннего станка для кромки заготовки, так же как и столы станка, состоит из задней и передней линейки.
Задняя линейка находится по касательной к окружности резания вертикальной головки, а передняя – с возможностью настройки на заданную величину снимаемого припуска. Двухсторонний фуговальный станок представляет собой комбинацию из двух односторонних фуговальных станков, расположенных на единой станине.
Один из них, оснащенный ножевой головкой, развернут на 90º в вертикальной плоскости относительно станка с ножевым валом. На двухсторонних станках заготовку базируют одновременно по установочным поверхностям столов и направляющих линеек.
Односторонние фуговальные станки с ручной подачей позволяют также осуществлять последовательно фрезерование двух смежных сторон заготовки под углом, отличным от прямого угла. Для этого используется направляющая линейка, имеющая возможность разворота на нужный угол в вертикальной плоскости.
Созданную ранее технологическую базу по пласти заготовки плотно прижимают к направляющей линейке, а ребро заготовки – к плоскости переднего стола станка. В таком положении заготовка подается кромкой на ножевой вал с переносом усилия на задний стол станка.
На фуговальных станках с ручной подачей глубина фрезерования и величины составляющих сил резания незначительны. При подаче обрабатываемой детали в зону резания к ней прикладываются усилия с таким расчетом, чтобы преодолеть горизонтальную и вертикальную составляющие силы резания, не деформируя заготовку. При этом обеспечивается ее подача на ножевой вал с требуемой скоростью.
Обычно квалифицированный станочник обрабатывает каждую деталь индивидуально, подбирая оптимальные значения глубины снимаемого слоя, усилий прижима, скорости подачи в зависимости от ее размеров, покоробленности, дефектов строения и предыдущей обработки, требований к шероховатости обработанной поверхности и т. д.
Черновую базу заготовки и направление волокон древесины к вектору скорости подачи выбирают исходя из необходимости обеспечения надежного базирования. Как правило, вогнутая поверхность заготовки должна быть обращена к плоскости переднего стола. Чем больше длина переднего стола, тем большая часть заготовки может располагаться на столе, тем лучше условия для ее базирования. Поэтому для фугования протяженных заготовок используют оборудование с длинными передними столами.
При обработке заготовок, имеющих значительную покоробленность либо глубокие дефекты поверхности черновой базы, не всегда удается выровнять поверхность за один проход. В таких случаях деталь обрабатывают за несколько рабочих проходов, контролируя после каждого качество поверхности.
В этом случае может возникнуть ситуация, при которой с поверхности заготовки удаляется значительный по толщине припуск. Это приводит к перераспределению внутренних напряжений в древесине и короблению. Чтобы избежать этого, дефекта заготовку обрабатывают за несколько проходов с последовательным уменьшением глубины снимаемого припуска на каждом проходе.
Фуговальные станки с ручной подачей обеспечивают высокую точность и качество обработанной поверхности. Однако, несмотря на наличие защитных ограждений и щитков, их отличает высокая травмоопасность и низкая производительность. На фуговальных станках с механизированной подачей заготовок значительно возрастает производительность, улучшаются условия труда и безопасность работы. Механизм подачи создает тяговое усилие и одновременно прижимает заготовку к столам и направляющей линейке.
В то же время значительное усилие прижима рабочих органов механизма подачи может вызвать деформацию (распрямление) покоробленной заготовки, которая на выходе из станка вновь примет начальную форму. А потому фуговальные станки с механической подачей целесообразнее применять для надежного формирования точных технологических баз при обработке заготовок толщиной не менее 50 мм.
По способу создания тягового усилия рабочие органы механизмов подачи фуговальных станков подразделяют на вальцовые и конвейерные с фрикционными или толкающими упорами. Вальцовые механизмы обеспечивают подачу заготовки за счет сил фрикционного сцепления вращающихся подающих вальцов с верхней ее пластью.
Тяговое усилие создается за счет прижима подающих вальцов к древесине. Вальцы, как правило, прижимаются пружинами сжатия либо в блоке из нескольких вальцов, либо каждый валец индивидуально.
На односторонних фуговальных станках усилие прижима назначают из условия развития необходимого тягового усилия первым по ходу подачи вальцом. Тяговое усилие должно быть больше суммы составляющих сил резания, а также сил трения заготовки по столу. По конструктивному исполнению вальцы механизма подачи могут быть стальными рифлеными либо обрезиненными.
Рифленые вальцы, в сравнении с обрезиненными, обладают меньшим коэффициентом сцепления с древесиной, поэтому для создания тягового усилия требуется значительное усилие прижима, да и на поверхности заготовки, контактирующей с вальцом, остаются вмятины от рифления.
Однако рифленые вальцы более долговечны. В настоящее время в механизмах подачи фуговальных станков наибольшее распространение получили вальцы, выполненные из белой резины или полиуретана. Они не пачкают поверхность заготовки и обеспечивают получение необходимых тяговых характеристик при существенно меньших усилиях прижима Q. Это особенно важно при обработке покоробленных заготовок, поскольку существенные сосредоточенные усилия приводят к их распрямлению.
Точность обработки заготовки и технологические возможности по разным схемам неравноценны. Так, фрикционный валец, установленный над передним столом перед ножевым валом, обеспечивает механизированную подачу при обработке переднего конца заготовки.
Но он же может стать причиной проявления погрешности чистовой технологической базы, поскольку будет деформировать покоробленную заготовку. Схема фрикционной подачи вальцами, установленными над задним столом, лишена этого недостатка, но не может осуществлять механизированную подачу заготовки при вводе в зону резания на ножевой вал и фрезеровании ее переднего конца.
Схема распределенной подачи вальцами с индивидуальным прижимом в сравнении с другими схемами имеет ряд преимуществ. Здесь обеспечивается более равномерный и рациональный прижим заготовки по длине с возможностью регулирования усилия прижима каждого вальца.
Такая схема позволяет снизить степень деформации обрабатываемой детали, повысить надежность прижима и равномерность подачи при обработке разнотолщинных заготовок без межторцовых разрывов как на односторонних, так и двухсторонних фуговальных станках. Подающие вальцы следует располагать под углом 2–5º к оси ножевого вала, что достигается разворотом автоподатчика или механизма подачи в плане. Это позволяет прижимать заготовку к направляющей линейке и улучшать условия ее базирования. Для этой же цели стальные подающие вальцы имеют косое рифление.
Конвейерные фрикционные подающие механизмы осуществляют подачу за счет сил сцепления подпружиненных пальцев конвейера с заготовкой. Конструктивно пальцы могут быть выполнены в виде обрезиненных или заостренных упоров и установлены на пластинчатых пружинах конвейерной цепи.
Давление каждого пальца невелико, но поскольку конвейер подает заготовки на ножевой вал одновременно многими пальцами, равномерно распределенными как по его длине, так и ширине, усилие прижима будет рассредоточенным по плоскости заготовки, создавая надежный прижим и незначительно деформируя покоробленную деталь.
Уменьшение прогиба заготовки и повышение точности фугования достигается также за счет несимметричного расположения конвейера подачи относительно оси ножевого вала. Вертикальная ось конвейера смещена в сторону заднего стола. В результате общее усилие прижима пальцев над передним столом оказывается меньшим, чем над задним.
Фрикционные конвейеры применяются для подачи заготовок только на односторонних фуговальных станках. Это можно объяснить невысокой жесткостью тяговых элементов и в целом конвейера в поперечном направлении. Обработка боковых кромок, а также узких деталей с применением подобных конвейеров не допускается.
Конвейерные толкающие механизмы подают заготовки подпружиненными выдвижными упорами, установленными на горизонтальном конвейере в плоскости переднего стола. Упоры толкают обрабатываемую деталь в задний торец и преодолевают горизонтальную составляющую суммарной силы сопротивления подаче. Усилие прижима заготовки к столам лишь незначительно превышает вертикальную составляющую силы резания и необходимо только для надежного базирования.
В этом случае практически исключается возможность распрямления покоробленной заготовки. К столу заготовка может прижиматься различными способами: подпружиненными вальцами, конвейером, вакуумом. При вакуумном прижиме в столах станка по их длине и ширине в зоне ножевого вала выполнены отверстия с вставленными в них подпружиненными шариками, несколько выступающими над поверхностями столов – пневматическими обратными клапанами. К каждому клапану подключается пневмомагистраль, соединенная с вакуумным насосом.
При укладке обрабатываемой детали на стол и нажатии на соответствующие шарики клапанов под ее нижней поверхностью создается разрежение. В результате под действием атмосферного давления заготовка прижимается к столу станка. Фуговальные станки, оснащенные конвейерными толкающими механизмами подачи, обеспечивают наиболее высокую точность и качество обработанной базовой поверхности. Однако сегодня они не изготавливаются отечественными станкостроителями.
На фуговальных станках с неподвижным базированием обрабатываются в большинстве случаев кромки деталей. Для работы таких станков используются различные схемы. Например, в двухсторонних кромкофуговальных станках заготовка, прижатая вальцами к рифленой гусенице конвейера, подается последним на вращающиеся ножевые головки.
В станках для фугования кромок пачек сухого шпона на неподвижную пачку надвигается каретка с двумя фуговальными головками для последовательного чернового и чистового фрезерования кромок шпона. Данные агрегаты не нашли широкого применения в промышленности и используются лишь в специализированных отраслях деревообработки.
Фуговальные станки различаются количеством органов резания, максимальной шириной обрабатываемой детали, видами и типами механизмов подачи. Как правило, для отечественных станков наибольшая ширина обработки лежит в диапазоне от 250 до 630 мм.
Односторонний фуговальный станок включает следующие основные узлы: станину, на которой установлен ножевой вал, передний и задний столы, направляющую линейку, ограждение ножевого вала, привод механизма резания, а также пульт управления со шкафом электрооборудования. Передний стол перемещается по высоте с помощью рукоятки с контролем по лимбу.
Двухсторонний фуговальный станок дополнительно оснащен вертикальной кромкофуговальной головкой с ограждением и двумя направляющими линейками – передней и задней. Станина является несущей базой станка и представляет собой жесткий литой чугунный корпус коробчатой формы.
На нем базируются практически все перечисленные узлы и механизмы. В последнее время в деревообрабатывающем станкостроении в конструкциях станков все чаще используют сварные станины из стального листа толщиной 8–10 мм, внутренние полости которых для повышения виброустойчивости частично заливают бетоном.
Внутри станины установлен электродвигатель привода ножевого вала, а также приемная воронка для сбора стружки и патрубок для подключения станка к эксгаустерной системе. Ножевой вал является механизмом резания станка.
Для повышения точности монтажа он устанавливается в расточку цельнолитого блока в двух подшипниковых опорах и приводится во вращение от электродвигателя через ременную передачу. Шкив этой передачи на ножевом валу служит одновременно и ободом ленточного или колодочного тормоза с управлением от электромагнита для экстренного торможения.
В корпусе ножевого вала выполнены пазы для клинового крепления двух, реже четырех, ножей. Диаметр ножевого вала обычно 125 мм, диаметр окружности резания – 128 мм. Частота вращения ножевого вала – 5–6 тыс. оборотов в минуту. В основании литого блока есть сквозной паз для направления стружки в приемную воронку.
Он отделен от столов станка двумя резиновыми пластинами, ориентирующими движение стружки в паз и одновременно снижающими уровень шума. Блок ножевого вала крепят болтами на платиках станины. Все чаще в продольно-фрезерных станках используются ножевые валы с винтовым или секционным расположением режущих элементов. В том числе и неперетачиваемых твердосплавных поворотных пластинок. Это позволяет снизить шум при работе оборудования и улучшить его энергетические показатели.
Столы станка – передний и задний – представляют собой чугунные литые плиты с ребрами жесткости на внутренней стороне и шлифованные по рабочей поверхности. Размеры столов по ширине несколько превышают максимально заявленную ширину обработки и составляют 270, 412 и 650 мм. Длина переднего стола составляет, как правило, 1500 мм, что соответствует значению среднестатистической длины обрабатываемых на фуговальных станках заготовок.
Задний стол имеет длину 1000 мм, что позволяет исключить падение заготовки со станка после ее прохода по всей длине. На торцах столов, обращенных к ножевому валу, устанавливаются стальные накладки, уменьшающие зазор между валом и столами. В этих накладках иногда сверлятся ряды сквозных отверстий или пазов для снижения аэродинамического шума. В ряде конструкций зарубежных станков для увеличения длины столов применяются съемные удлинители, крепящиеся к внешним торцам столов.
Для регулирования величины снимаемого припуска (0…6 мм) при обработке в оборудовании предусмотрена возможность вертикального перемещения переднего стола относительно ножевого вала. Задний стол либо жестко крепится к станине, либо имеет регулировку по высоте до 2 мм. Это облегчает процесс сборки и наладки станка. Перемещение переднего стола по высоте осуществляется рукояткой, вращающей эксцентриковые валики, благодаря которым происходит подъем или опускание стола по принципу пантографа.
Направляющая линейка одностороннего фуговального станка представляет собой литую чугунную или профилированную алюминиевую плиту длиной около метра и шириной 150 мм. Линейка устанавливается на цилиндрической скалке шарнирно, что позволяет наклонять ее под различными углами к плоскости стола при последовательном фрезеровании двух смежных баз заготовки, как под прямым, так и тупым углами. Линейку для удобства обработки можно перемещать также и поперек столов.
Для фиксации линейки в нужном положении служат рукоятки. Кромкофуговальная головка двухстороннего станка представляет собой укороченный ножевой вал диаметром 105 мм. Он установлен вертикально в двух подшипниковых корпусах, закрепленных на задней направляющей линейке. Ножевой вал головки, как и основной вал, приводится во вращение от электродвигателя через повышающую ременную передачу и имеет частоту вращения 6–7 тыс. оборотов в минуту.
Ножевые валы и кромкофуговальные головки являются собственно узлами станка, а не самостоятельным режущим инструментом. При затуплении режущего инструмента ножевые валы не демонтируются со станка, как цилиндрические фрезы, а для заточки с них снимаются только режущие элементы – плоские прямые ножи.
Направляющие линейки двухстороннего станка – передняя и задняя – служат для тех же целей, что и столы станка. Толщину снимаемого по кромке заготовки припуска регулируют с помощью рукоятки и контролируют по шкале. Станки, оснащенные механизмами подачи, могут обрабатывать заготовки толщиной от 10 до 100 мм.
Как указывалось ранее, применяемые на фуговальных станках механизмы подачи подразделяются на вальцовые и конвейерные. Российские вальцовые автоподатчики АР-2 и АР-4 предназначены для подачи деталей шириной 250 и 400 мм соответственно. Подача осуществляется либо тремя последовательно расположенными в один ряд рифлеными или обрезиненными вальцами, либо двумя такими параллельными рядами из шести вальцов.
Вальцы приводятся во вращение от двухскоростного электродвигателя через двухступенчатую ременную передачу. Это позволяет устанавливать четыре фиксированные скорости подачи – 8, 12, 16 и 24 м/мин. Автоподатчик устанавливается консольно на вертикальной колонке и для настройки на толщину обрабатываемой заготовки может перемещаться по высоте с помощью маховика.
Для обеспечения тягового усилия прижим заготовки осуществляется весом автоподатчика и регулировочными пружинами. В отличие от вальцовых автоподатчиков, конвейерный автоподатчик станка СФК6-1 позволяет плавно регулировать скорость подачи с помощью вариатора в диапазоне от 7 до 30 м/мин.
В России на выпуске фуговальных станков специализируется Курганский завод дереворежущих станков. Конструкции фуговальных станков достаточно консервативны, и в настоящее время выпускается оборудование, разработанное еще в советские времена, в основном с ручной подачей и шириной фрезерования 400 и 630 мм, соответственно моделей СФ4-2 и СФ6-2.
Сегодня на рынке деревообрабатывающего оборудования многими станкостроительными компаниями представлена широкая гамма зарубежных фуговальных станков и автоподатчиков к ним. Российские фуговальные станки хотя и не блещут дизайном и качеством отделки, но в большинстве случаев вполне удовлетворяют предъявляемым требованиям, достаточно надежны в эксплуатации и недороги.
назначение, принцип работы, отличие от рейсмуса
| Место | Наименование | Характеристика в рейтинге |
| Лучшие распиловочные деревообрабатывающие станки для дома |
| 1 | BOSCH PTS 10 | Лучший выбор. Гарантированное качество |
| 2 | PATRIOT TS 255 | Удобная конструкция |
| 3 | Makita MLT100 | Самый надежный станок |
| 4 | DeWALT DW745 | Высокий уровень безопасности |
| Лучшие фуговально-рейсмусовые деревообрабатывающие станки для дома |
| 1 | METABO DH 330 | Высокоточные настройки |
| 2 | ЗУБР ср-330-1800 | Лучшее соотношение качества и цены |
| 3 | DW 733 DeWalt | Надежная конструкция. Долгий срок службы |
| Лучшие фрезерные деревообрабатывающие станки для дома |
| 1 | JET JRT-1 | Самый простой фрезерный станок |
| 2 | Proxxon 27112 | Лучший станок для микрофрезировки с подключением к ЧПУ |
| 3 | BELMASH RT800 | Фрезер с удобным мешком для сбора отходов |
Виды фуговальных станков
Деревообрабатывающее оборудование постоянно совершенствуется. Вместо простеньких устройств с жесткой станиной и вращающимся валом все шире внедряются комбинируемые механизмы, способные выполнять несколько важнейших операций. Приобретая фуговальный станок по дереву для домашней мастерской, следует рассмотреть все приемлемые и оптимальные варианты:
- Фуговальный станок
– только строгание деталей. - Фуговально-рейсмусовый станок
– строгание и калибровка заготовки на одном оборудовании. - Станок фуговально-пильный (фуговально-циркулярный)
– продольное и поперечное пиление досок, выборка пазов, фрезерование, строгание. - Универсальные многооперационные станки
– сверлильно-пазовые операции, фугование, пиление, рейсмусование.
Односторонний фуговальный станок
Данное оборудование обладает лишь одним рабочим валом, поэтому за один проход на нем осуществляется обработка только одной нижней плоскости. Односторонний фуганок – это преимущественно механизм с ручной подачей заготовки со скоростью строгания древесины до 10 м/мин. Такие деревообрабатывающие станки обслуживает один оператор, предназначены они для работы в небольших столярных мастерских. Вначале на односторонних фуганках проходят большую плоскость, а затем строгают боковую поверхность.
Двухсторонний фуговальный станок
Совмещение операций ускоряет деревообработку в разы. Двухсторонний станок для фугования разрешает строгать одновременно основную плоскость и смежную кромку, осуществлять выборку пазов. Важный плюс такого устройства – при деревообработке точно соблюдается угол между обработанными поверхностями по всей длине бруса. Данное оборудование оснащается автоматической подачей, его может обслуживать сразу два столяра. За пару проходов такой фуговальный станок разрешает получать полностью строганное с четырех сторон изделие.
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
- Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Электрический привод станка
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
- Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
Для чего нужен фуговальный станок по дереву?
Черновые доски после процесса распиловки имеют массу неровностей, кроме того коробление древесины происходит при сушке и хранении материала. От точности базовой плоскости зависит искажение с остальных сторон. С целью устранения дефектов бруски и доски ранее вручную строгали, используя ручные рубанки. Станок для фугования досок значительно упрощает и ускоряет работу. За несколько проходов на этом оборудовании происходит приемлемое для последующих операций сглаживание заготовки.
Какие плюсы фуговальных станков:
- Подходит для обработки крупных брусьев и мелких заготовок.
- Хорошее качество строгальных работ.
- На современном оборудовании используются универсальные насадки для совмещения разных операций (фуговально-пильный станок по дереву, фуговально-рейсмусовый).
- Фуговальный станок способен выстругивать детали криволинейно (по плоскости и обрабатывать край заготовки).
- Подходит для снятия фасок.
- Доступная стоимость.
Отличие от рейсмуса
Рейсмусовый и фуговальный станки используются для обработки изделий из дерева и иных мягких материалов. Различие между данными инструментами заключается в следующем:
- Рейсмус необходимо использовать для финишной обработки заготовок.
- Качество реза при работе с фуганком зависит от навыков оператора, при работе с рейсмусовым станком – от технических характеристик оборудования.
- Для выравнивания 4 сторон бруска при помощи фуговального станка требуется боковой параллельный упор.
- При работе с фуганком требуется настраивать глубину вхождения режущих элементов в обрабатываемую поверхность.
В промышленности фуговальные и рейсмусовые станки используются совместно. Фуганок задает геометрию деревянных деталей, рейсмус калибрует обработанную заготовку по толщине.
Устройство бытового станка. Его функции и назначение различных инструментов
Если поставить рядом профессиональный и бытовой станок, то сразу будет видно, что бытовое универсальное устройство выглядит более компактным. В значительной степени это достигается за счёт особого размещения электродвигателя, который располагается под рабочим столом в станине. При этом поверхность столешницы поделена на специальные зоны, что обеспечивает удобство и безопасность во время работы.
Чаще всего с одной стороны по отношению к направляющей планки столешницы располагается бланк, а с другой — дисковая пила. Сбоку имеется небольшая площадка, предназначенная для размещения деталей. Неподалеку имеется патрон, который здесь нужен для фиксации фрез и сверл. Дополнительно рассматриваемое устройство может оснащаться линейками, струбцинами и упорами.
Сегодня можно купить модели станков, с помощью которых можно выполнять одновременно несколько разных видов операций. Однако имейте в виду, что качество обработки при использовании универсального станка будет ниже, нежели при работе на специальном.
Бытовой станок позиционируется производителями как оборудование для любительских работ по дереву. Он подойдет для домашней мастерской или небольшого столярного мебельного производства. Собираясь приобрести это оборудование, всегда нужно смотреть на площадь помещения и выбирать для этого устройства такое место, чтобы обеспечить беспрепятственный доступ к рабочему узлу.
В движение станок по деревообработке приводится электродвигателем. Приобретая это оборудование, имейте в виду, что производительность станка находится в прямой зависимости от мощности мотора и частоты вращения ротора.
Рейтинг фуговальных станков
Для частной мастерской сейчас желательно приобретать не простое строгальное устройство, а универсальное фуговально-рейсмусовое оборудование. Так можно сэкономить полезную площадь и немало средств на покупке дополнительных механизмов. По данной причине в наш рейтинг фуговальных станков по дереву включены преимущественно универсальные приспособления для дома:
- Metabo HC 260 C WNB
– устройство рейсмусно-строгальное, оснащено асинхронным двигателем, мощность мотора 2200 Вт, число оборотов 6500, литой алюминиевый стол. Ширина рейсмусования 260 мм, ширина фугования 260 мм. Имеется 5 скоростей подач, 2 ножа, вес 71 кг. - JET JPT 10b
– легкое рейсмусно-строгальное оборудование для дома мощностью 1,5 кВт, число оборотов вала – 9000. Длина рейсмусового стола 305 мм, фуганочного – 965 мм, вес 34 кг. - DeWalt D 27300
– фуговально-рейсмусовый станок, мощность 2,2 кВт. Рекомендуемая толщина заготовок до 160 мм, ширина фугования 260 мм. Имеется 5 скоростей, вес 54 кг. - Einhell TC-SP 204
– работает от 220 В, скорость подачи 6 м/мин, глубина обработки 3 мм. Имеется плавная регулировка упора, ширина обработки 204 мм, мощность 1,5 кВт. Вес станка всего 27,2 кг. - Holzstar ADH 200
– мощность 1500 Вт, работает от 220 В. Устройство настольного типа, частота оборотов 8500. Ширина строгания 204 мм, глубина обработки 2 мм.
Как выбрать фуговальный станок?
При покупке деревообрабатывающего оборудования требуется учитывать все опции, которые могут пригодиться в работе. Желательно привлечь на помощь столяров со стажем, ознакомиться с отзывами. Приведем главные критерии при выборе электрического фуганка для дома:
- Малогабаритные и маломощные станки не подходят для больших объемов работы.
- Мощность мотора, ширину и длину строгальной поверхности лучше подбирать с запасом.
- Дополнительные опции делают фуговальный станок более практичным и универсальным.
- При большой загрузке лучше покупать устройство с автоматической подачей древесины.
- Приобретая строгально-фуговальный станок, всегда проводите пробный пуск механизмов, осматривайте изоляцию и основные узлы на наличие видимых дефектов.
Ножи для фуговального станка
На строгальном оборудовании лезвия часто выходит из строя, и периодически требуют заточки.
- По типоразмеру стандартные ножи выпускают от 200х20 мм до 810х40 мм. Учитывайте сталь, из которой сделан важнейший инструмент. Например, для ольхи или сосны подходит сплав P6M5, а для твердой древесины лучше использовать HSS 18%.
- В столярном деле применяются фигурные и прямые ножи. Прямое лезвие обеспечивает ровный срез, фигурная кромка разрешает получать оригинальные контуры.
- Даже профессиональный фуговальный станок с тупыми ножами не сможет нормально обработать заготовку.
Основные признаки плохой заточки режущей кромки:
- Поверхность строганной детали неровная.
- Материал после обработки имеет ворсистый вид.
- Сильный перегрев двигателя.
Стоит ли покупать универсальный деревообрабатывающий станок для дома: основные преимущества
Станок раз и навсегда меняет подход к работе с деревом. Такие устройства позволяют создавать уникальные деревянные предметы, не затрачивая множества усилий и времени. Деревообрабатывающие станки могут быть полезны не только на производстве – большом или маленьком, но и в домашней мастерской.
Среди преимуществ деревообрабатывающих станков можно выделить следующие:
- низкая утомляемость мастера при работе и, как следствие, большая скорость процесса и высокая продуктивность. Ведь при ручном труде усилий уходит куда больше, от усталости теряется концентрация внимания и работа идет медленнее;
- повышение производительности. За то же время на станке вы сделаете в семь раз больше, чем вручную, даже при условии использования электрического инструмента;
Устройство универсального деревообрабатывающего станка
- высокое качество изделий. Даже если у вас нет большого опыта в деревообработке, благодаря станку вы сразу добьетесь высокой точности работы. В случае обработки вручную вы двигаете инструментом по детали. На настольном деревообрабатывающем станке для дома двигается сама деталь. Это дает вам возможность лучше контролировать процесс, а также тщательно просматривать область разреза;
- высокая степень безопасности работы;
- в случае перегрева автоматически срабатывает защитное отключение оборудования, что значительно продлевает длительность службы станка;
- простота наладки и эксплуатации;
- комфортная работа благодаря низкому уровню шума;
- возможность подобрать подходящую модель по доступной цене, например, можно найти и купить деревообрабатывающий станок бу на авито.
Для того чтобы купить универсальный деревообрабатывающий станок и извлечь из покупки максимум пользы, необходимо сразу выбрать оптимально соответствующее вашим целям устройство.
Многие задумываются о том, чтобы смастерить подобный инструмент и ищут в сети тематические видео: деревообрабатывающий станок своими руками изготовить новичку самостоятельно довольно сложно. Тем не менее ниже вы можете ознакомиться с интересным материалом о самодельном деревообрабатывающем станке своими руками: видео-ролик сможет стать примером для сборки собственного устройства. Другие видео на эту тему в большом количестве можно найти в сети.
Полезный совет! Стоит учесть, что для изготовления качественного устройства необходим опыт, специальное оборудование и понимание множества нюансов. Если вы сомневаетесь в своих возможностях, стоит обратиться к готовым моделям от производителей.
⚙Фуговальный (строгальный) станок в Patriot WW 160 в ЛНР ⭐ Луганске, Краснодоне
Бензокосы, Триммеры и Мотокосы Патриот в ЛНР-ДНР, Луганске, Краснодоне
Бензновые триммеры, Бензокосы, Мотокосы на Донбассе, гарантия не менее года, официальная гарантия, цена ниже украинской, доставка по региону, преставительсво Париот в ЛДНР, поставки в Луганскую область Народных Республик Украины деталей и запчастей любой модели по истечении гарантийных сроков.Артик
Датчик ДЕНЬ-НОЧЬ Мощный 2000 Ватт Vito LIGHT-vt-279 B-10A
Датчик фотореле День-Ночь vito LIGHT-vt-279 B-10A на Донбассе, гарантия 12 месяцев, доставка по региону, возможность замены и возврата, обслуживание по истечении гарантии, официальное представительство в ЛДНР, сервисные центры в Народных Республиках Украины.
Мультиинструмент аккумуляторный, резак, мультитул в ЛНР, Луганске, Краснодоне
Аккумуляторный резак, мультитул, реноватор, мультиинструмент в ЛНР-ДНР, Луганске, Краснодоне, цена ниже украинской, купить в официальном представительстве Донбасса, доставка по Донбассу, поставки в Луганскую область Народных Республик Украины, гарантия в ЛДНР, бесплатные сервисные центры. Аккумулят
Наборы инструментов TOTAL
Наборы инструментов TOTAL в ЛНР-ДНР, Луганске, Краснодоне, низкая цена, официальные поставки, представительство на Донбассе, гарантия 12 месяцев, обмен и гарантийное обслуживание, доставка по ЛДНР, поставки в Луганскую область, Народных Республик Украины. Тотал — набор инструментов, данный бренд не
Инструменты TOTAL в ЛНР-ДНР, Луганске, Краснодоне
Купить инструменты TOTAL в ЛНР-ДНР, цены ниже украинских, проверенное качество, доставка по Донбассу, гарантия в ЛДНР, поставки в Луганскую и Донецкую область, полный пакет документов при покупке, обмен в случае ошибки покупателя или продавца цели назначения модели. TOTAL представляет собой совреме
Ленточная шлифмашина ELITECH МШЛ 1200 Э
Ленточная шлифовальная машина ELITECH МШЛ 1200Э в ЛНР-ДНР, цена ниже российской, гарантия 12 месяцев, доставка по Донбассу, бесплатные сервисные центры в ЛДНР, обслуживание по истечении гарантийных сроков, поставки деталей и запчастей в Луганскую область, Донецкую и другие регионы Народных Республи
Болгарки УШМ YAMATO в ЛНР-ДНР
Болгарки УШМ Ямато в ЛНР-ДНР, гарантия 12 месяцев, доставка по Донбассу, цены ниже российских, сервисные центры в ЛДНР, бесплатное сервисное обслуживание, ремонт по окончании гарантии, поставки деталей и запчастей в Луганскую область, Донецкую и другие регионы Народных Республик Украины. Болгарки Y
Станина или подставка для рубанка
Стол или станина для рубанка в ЛНР-ДНР, доставка по Донбассу, гарантия 12 месяцев, обмен при не возможности установить свой рубанок, поставки в Луганскую и Донецкую области транспортными компаниями, цены ниже российских, большой ассортимент и выбор конфигураций.Подставка для рубанка на Донбассе Сто
Аккумуляторные перфораторы Patriot
Купить аккумуляторные перфораторы Патриот в ЛНР-ДНР, доставка по Донбассу, гарантия 12 месяцев, цена ниже украинской, бесплатные сервисные центры в ЛДНР, поставки деталей, запчастей и аккумуляторов в Луганскую область и все Народные Республики Украины. Аккумуляторные перфораторы Патриот представляю
Садовый измельчитель Патриот в ЛНР-ДНР, Луганске, Краснодоне
Измельчитель для веток в ЛНР-ДНР, Луганске, Крснодоне, цена ниже украинской, цены соответствуют официальному сайту, доставка по Донбассу, гарантия 12 месяцев, бесплатное сервисное обслуживание, поставки деталей и запчастей в Луганскую область, ремонтные мастерские в ЛДНР. Садовые измельчители Патри
Разница между фуганком и строгальным станком
Все начинающие плотники задают основной вопрос: в чем разница между фуганком и строгальным станком?
Ответ прост, много! А фуганок существует? Нет!
Итак, в чем разница?
Каждая машина выполняет совершенно разные операции по наплавке.
Фуговальный станок выравнивает лицевую сторону или выравнивает и подрезает кромку, а строгальный станок — толщина древесины .
Если вам нужен один, другой или оба, можно легко ответить, зная, как они работают, что они делают и сколько подготовки деревянной поверхности вы платите своей лесозаготовке за вас. И, честно говоря, вы, вероятно, могли бы стать отличным мастером по дереву без любого станка. Они просто экономят время. Черт возьми, вы могли бы использовать ручные самолеты!
В конечном итоге вам необходимо преобразовать древесину в детали, которые можно использовать в ваших проектах. В этом вам помогут фуганок и рубанок.
Что делает и как работает фуговальный станок
Фуговальный станок используется для выравнивания лицевой поверхности деформированной, скрученной или искривленной доски.После того, как ваши доски выровняются, можно использовать фуганок для выпрямления и прямоугольной кромки (защитный кожух снят для фото).
Есть стол подачи и стол выхода. Таблицы выровнены в одной плоскости. Между столами установлена режущая головка с ножами, а круг ее резания (вершины ножей) выровнен заподлицо с разгрузочным столом.
Подающий стол опускается на глубину, равную количеству древесины, которую вы хотите удалить. Пропуская доску через работающую машину (с установленной защитой), вы удаляете древесину, а отрезанная часть доски затем опирается на разгрузочный стол.Забор используется как направляющая при выравнивании торца и как опора при стыковке кромок досок. Ограждение регулируется под разными углами, обычно до 45 градусов.
WWGOA предлагает обучающие видео по использованию фуганка. Также обязательно ознакомьтесь с нашим руководством, как освоить фуганок.
Что делает строгальный станок и как он работает
Рубанок используется для изготовления склеенной доски равной толщины от конца до конца. Механически он сложнее фуганка, но функционально проще.
Разглаженную доску помещают на стол строгального станка (станину) и вдавливают внутрь. Подающий ролик машины захватывает доску и протягивает ее сквозь вращающуюся головку фрезы над станиной, которая удаляет древесину. Расстояние между станиной и режущей головкой и является полученной толщиной.
У всех строгальных станков есть ограничения на количество древесины, которое они могут удалить за один проход, поэтому для достижения конечной толщины, вероятно, потребуется несколько проходов.
Хотите увидеть рубанок в действии? Посмотрите это уникальное видео, в котором показан строгальный станок по дереву изнутри.
Различные уровни подготовки поверхности на лесных складах
Ваш лесной склад не может выполнить ни одну, часть или всю необходимую подготовку поверхности для приобретаемых вами досок. Чем больше они делают, тем больше это стоит и тем меньше у вас контроля.
Вы можете довести это до крайности, дать им список вырезок, попросить их измерить все детали, но вы разоритесь и не получите удовольствия от работы с деревом. Я начну с того, что расскажу вам, как обе машины используются для обработки необработанных пиломатериалов, а затем приведу еще три сценария, в которых ваш лесной склад выполняет все большую часть работы за вас.
Грубый
Я покупаю пиломатериалы грубые (без наплавки) или пиломатериалы с твердой поверхностью, и именно так поступают почти все пиломатериалы, которые я покупаю сегодня. Это удаляет 1/16 дюйма и строгает древесину, чтобы можно было легко увидеть текстуру и цвет.
Детали, которые мне нужны для моих проектов, находятся «внутри» плат, которые я покупаю, и мне приходится обрабатывать доски, чтобы сделать свои детали. У меня гораздо больший контроль над формой и плоскостностью древесины, которую я использую, когда обрабатываю черновую доску непосредственно перед ее использованием в моем проекте.Одно можно сказать наверняка о древесине с наплавленной поверхностью, завтра она не будет той же формы и размера.
Для калибровки чернового пиломатериала требуется фуганок для выравнивания одной грани и строгальный станок для резки по толщине. Чтобы сократить ширину, вы используете фуганок, чтобы выровнять и выпрямить один край, а затем отрежьте ширину на настольной пиле. Я отрываю свои доски шириной 1/32 дюйма, а затем соединяю последние 1/32 дюйма.
Дополнительные полезные советы можно найти в моем простом руководстве: 9 шагов по калибровке необработанной пиломатериала.
Двусторонняя обработка поверхности (негабаритный) — S2S.
Пример: вы просите свой лесной склад покрыть ваши 4/4 доски толщиной 13/16 ″, хотя вы знаете, что в конечном итоге будете использовать их как доски толщиной 3/4 ″. Они обрабатывают доски с помощью строгального станка с двойной головкой, который одновременно режет обе стороны и неплохо справляется с выравниванием.
Выполнение такой наплавки может сэкономить вам много времени. Затем, непосредственно перед использованием досок в вашем проекте, вы «поцелуете» доски до 3/4 дюйма, чтобы очистить все шероховатые поверхности, оставшиеся после обработки на лесном складе, удалить любую грязь и окисление, которые могли накопиться с течением времени, и обеспечить свежая поверхность, критичная для приклеивания.Для этого типа наплавки вам понадобится строгальный станок для окончательной обработки толщины и фуганок для правки кромок.
Двусторонняя обработка поверхности (окончательная толщина) — S2S.
Все то же самое, что и выше, но на этот раз ваш лесной склад покрывает ваши доски до их окончательной толщины.
Теперь вам нужен фуганок для правки кромок.
S2S с продольной резкой по прямой линии — SLR.
Все то же, что и S2S, но на этот раз ваша лесозаготовительная площадка срезает одну кромку каждой доски ровно и по квадрату.
Теперь вы можете обойтись без какой-либо машины, но даже в этом случае фуганок для удаления следов пил и сглаживания кромок — это хорошо.
Думаете, у вас недостаточно большой строгальный станок? Ознакомьтесь с этими приемами использования небольшого строгального станка и посмотрите это видео о том, как получить максимальную отдачу от небольшого строгального станка.
Заключение
Помните, это не фуганок. Фуганок можно использовать, чтобы сделать поверхность доски ровной и ровной. Рубанок делает ваши доски однородными по толщине с двумя параллельными поверхностями.Операции на двух машинах не взаимозаменяемы.
Обе машины дают вам максимальный контроль над ровностью и гладкостью древесины, которую вы используете в своих проектах. Мой фуганок — монстр на 12 дюймов. широкий и 84 дюйма. длинный. Он действительно хорош для выравнивания длинных и широких досок, но может оказаться излишним, если ваши проекты будут небольшими. Мой строгальный станок 13 дюймов. широкий, что делает его идеальным дополнением к моему широкому фуговальному станку.
Все фото по автору
Фуговальные и комбинированные станки играют важную роль в цехе — от распиловки древесины для стыков до строгания
4-дюймовые настольные фуганки, такие как этот от Delta, лучше всего подходят для небольших работ и магазинов, в которых не так много места для фуганка.Основная функция станка — по сути, та, в честь которой он назван — это создание готовых к приклеиванию кромок на заготовках. Фуганок делает это так же, как ручной рубанок, срезая выступы на пиломатериале. С каждым проходом по лезвиям выступы постепенно удаляются, пока кромка не станет единой сплошной плоскостью.
Фуганок в основном используется в цехе для создания квадратных стыков с плоскими краями, что особенно полезно при изготовлении больших панелей. Однако фуганок делает это намного эффективнее ручного рубанка по трем основным причинам: он быстрее; создает точно выровненный край на большей площади; а забор фуганка делает эту кромку идеально перпендикулярной одной стороне приклада.
6-дюймовые стационарные фуганочные машины, такие как эта модель JET, являются стандартом для большинства фуганок на рынке, идеально подходят практически для любой работы. Можно привести аргумент, что настольная пила также может создавать квадратные кромки, но эти кромки редко клеятся готово. Точно так же маршрутизатор может также создать соединяемую кромку, но этот метод требует длительной настройки, чтобы получить правильную работу. Фуговальный станок превосходит обе стороны.
Вне стыка
Одним из основных применений вашего фуганка будет снятие деформированных или чашеобразных досок и их выравнивание.Поскольку для большинства способов обработки досок необходимо начинать с одной квадратной кромки, фуганок является первой логической остановкой при фрезеровании проектной древесины. Перед тем, как разрезать доску на настольной пиле, например, важно, чтобы одна кромка прилегала к упору пилы. Как только одна кромка на фуганке будет квадратной, вы сможете отрезать противоположную кромку параллельно первой, и это будет безопаснее. Точно так же, как настольная пила не может дать вам идеально параллельные кромки, если одна кромка еще не квадратная, строгальный станок не может дать вам идеальную поверхность, если противоположная поверхность уже не является правильной и плоской.Изогнутая или скрученная доска не будет правильно проходить через строгальный станок; свежесрезанная грань может быть параллельна противоположной стороне, но вы можете обнаружить, что она повторяет тот же поворот, что и другая сторона. Опять же, обратитесь к своему фуганку, чтобы получить ровную первую поверхность. Как и в случае стыковки кромок, при подаче лицевой стороны доски на фуганок сначала атакуются выступы изогнутой или скрученной доски, постепенно выравнивая поверхность. Затем, когда эта грань станет идеально плоской, вы можете отправиться к строгальному станку и получить вторую плоскую грань, идеально параллельную первой.
Станки Комбинированные станки, такие как этот от Rikon, добавляют 12-дюймовое строгальное полотно под станину для дополнительного использования в цехе. Объединение этих двух методов на фуганке превращает подготовку массы в мощный удар раз-два: вы получите это мертвое -плоская поверхность, за которой следует соединенный край, который находится под углом точно 90 градусов к поверхности. Любой другой метод подготовки массы, выполняемый после этого, будет соответствовать одной или обеим из этих двух поверхностей, обеспечивая точные результаты.
Больше, чем красивое лицо
Для строгания выходной стол устанавливается на одном уровне с лезвием, в то время как подающий стол поднимается или опускается, чтобы контролировать количество удаляемого материала.Если бы он на этом заканчивался, фуганок был бы незаменим в большинстве магазинов, но он также выполняет несколько других трюков. Нужен шпунтованный край? Вы можете получить его с помощью сверла на маршрутизаторе или установив сложенный набор лезвий дадо на настольную пилу — и то, и другое может занять много времени. Или вы можете быстро разрезать зубья, используя встроенный «выступ», который есть практически на каждом сделанном фуганке. Переместите ограждение в сторону кровати с выступом, точно настройте размещение в соответствии с толщиной ложи и требуемой глубиной паза, а затем просто заблокируйте его.Сделайте несколько проходов так же, как при стыковке кромок, чтобы быстро сформировать шпунт. Точно так же для скошенных кромок на складе просто наклоните фуганок. Несколько проходов легко и быстро создают кромки практически под любым углом. Конечно, вы можете сделать это и на настольной пиле, но эти края идеально гладкие и готовы к склеиванию, если это является целью — а это хорошая цель!
Высокоточный фуговальный станок для деревообработки
Повысьте эффективность вашего деревообрабатывающего бизнеса с помощью эффективных и жестких. фуговальный станок по дереву от Alibaba.com. Эти машины, известные своей чрезвычайно прочной и точной работой, идеально подходят для всех типов коммерческих и промышленных предприятий деревообрабатывающей промышленности. Разнообразные диапазоны. Фуговальный станок по дереву , представленный здесь, от ведущих производителей, предлагающих гарантии качества и множество послепродажных услуг. Получите эти гениальные. Фуганок по дереву для оптимального функционирования и выполнения различных операций по правке и обрезке древесины.
Исключительные категории из них. Фуговальный станок по дереву , доступный на Alibaba.com, построен с использованием модернизированных технологий, которые заботятся как о внешних, так и о внутренних узлах станков. Произведены, разработаны и изготовлены из жестких материалов для обеспечения прочной внешней оболочки и невероятно модернизированных встроенных функций. Фуганок по дереву — это энергосберегающие станки, которые идеально подходят для бизнеса и при этом являются экологически чистыми. Эти. Фуговальный станок также экономичен, прост в эксплуатации и оснащен высокоточными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Выберите из множества разновидностей. Фуганок по дереву , который доступен в различных цветах, характеристиках, мощностях и моделях в зависимости от ваших требований. Эти станки оснащены современными бесступенчатыми регуляторами скорости, мощными режущими двигателями, регулировками шпинделя и износостойкими рабочими поверхностями с гальваническим покрытием. Файл. Фуганок по дереву также имеет полностью закрытые защитные экраны для предотвращения попадания пыли и гранул и отличается эффективной скоростью подачи.Блестящий. Фуговальный станок по дереву — это малошумные варианты с дополнительными приспособлениями, обеспечивающими повышенную гладкость древесины.
Alibaba.com предлагает широкий выбор. фуговальный станок по дереву , который поможет вам покупать продукцию в рамках вашего бюджета. Эти продукты протестированы и сертифицированы ISO для обеспечения качества и безопасной работы. Вы также можете выбрать послепродажное обслуживание, которое может включать недорогое техническое обслуживание и установку на месте с видеоуроками.
Лучшие варианты фуганок для деревообработки
Фото: amazon.com
Столярные мастерские используют фуганки для сглаживания и выравнивания шероховатой поверхности и кромки пиломатериалов, делая их идеально квадратными. Думайте о фуганке как о мощной версии ручного строгального станка, только вместо того, чтобы прижимать инструмент к дереву с помощью фуганка, дерево наталкивается на инструмент.
Фуганок состоит из длинной плоской поверхности, разделенной пополам режущей головкой с чугунным направляющим упором. Когда древесина проходит через строгальный станок, лезвия режущей головки удаляют слой поверхности древесины, создавая гладкую и плоскую сторону, которая идеально совпадает с другими сторонами, что делает пиломатериал подходящим для отделки столярных работ.
Если вы ищете лучшего фуганка, продолжайте читать, чтобы узнать, какие характеристики вам следует учитывать при покупке одного из этих мощных инструментов, а также дать рекомендации.
- НАИЛУЧШИЙ В ЦЕЛОМ: PORTER-CABLE Настольный фуганок (PC160JT)
- RUNNER-UP: Shop Fox W1829 Настольный фуговальный станок, 6 дюймов
- НАИЛУЧШИЙ ЧЕРНОК ДЛЯ ВЕДРА: RIDGID 6 Amp 6 Amp Фуганок / 8 дюймов
- НАИЛУЧШИЕ 6 ДЮЙМОВ: Настольный фуговальный станок, 10 А (CMEW020)
- НАИЛУЧШИЕ 8 ДЮЙМОВ: Powermatic 1610086K Модель 60HH 8 дюймов 2 HP 1-фазный фуганок
- НАИЛУЧШИЙ 16 ДЮЙМОВ: JET — JJ-6HHDX 6-дюймовый фуговальный станок с длинной станиной и спиральной головкой
- ЛУЧШИЙ БОЛЬШОЙ СТОЙК: Wahuda Tools 50180cc-WHD (8 дюймов) Настольный фуганок
Фото: homedepot.com
Что следует учитывать при выборе лучшего фуганка
При покупке фуганка следует учитывать различные факторы, включая мощность, ширину лезвия, длину стола и портативность.
Тип
Обычно вы можете выбрать один из двух различных типов фуганок: шкафный и настольный. Фуганок в виде шкафа — это более крупный стационарный агрегат, а настольный фуганок меньше по размеру и устанавливается на вашу рабочую поверхность. Настольный фуганок — популярный вариант для домашних плотников, которым не нужна промышленная мощь более крупных и дорогих фуганок.Несмотря на то, что им не хватает мощности фуговального станка, настольные фуганки меньше и легче, что обеспечивает удобство хранения и переноски.
Независимо от того, выбираете ли вы настольную или шкафную модель, лучшие фуганки должны включать прочные регулируемые ограждения и ограждения, обеспечивающие точную резку. Эти ограждения также должны быть сделаны из металла для точных разрезов. Имейте в виду, что заборы на фуганках для шкафов на самом деле будут более прочными, чем на настольных фуганках, так как фуганки могут обрабатывать более длинные куски дерева.
Мощность
Мощность означает, насколько легко фуганок может резать древесину. Более мощный фуганок обычно оставляет на дереве более гладкую поверхность, чем менее мощная модель. Кроме того, мощные модели лучше справляются с резкой твердых пород древесины и более широкими пропилами.
Большинство 6-дюймовых фуганок оснащены двигателем мощностью 1 л.с., которого достаточно для обработки большинства хвойных, твердых пород и даже многих экзотических пород древесины. Для фуговальных станков с 8-дюймовыми лезвиями требуются двигатели с двигателями мощностью 2 лошадиные силы.Фуговальные машины высокого класса с лезвиями шириной до 16 дюймов оснащены двигателями мощностью до 3 лошадиных сил.
Материал
Хотя качество сборки важно для большинства электроинструментов, для фуговального станка оно имеет решающее значение. Назначение фуганка — сделать деревянную заготовку идеально гладкой и квадратной. Для этого нужен качественный материал, который не гнется и не прогнется. Ищите фуганки с прочными чугунными загрузочными столами и направляющими ограждениями, которые выдержат длительное использование.
Лезвия и глубина резания
Глубина резания определяет, сколько раз пользователю придется пропустить древесину через фуганок, чтобы сделать древесину гладкой и плоской.Ширина режущего лезвия варьируется от 6 дюймов до 16 дюймов. Чем шире лезвие, тем шире древесина, которую может разрезать фуганок.
Режущие головки имеют несколько лезвий. Настольные фуганки меньшего размера будут иметь два или три режущих лезвия, в то время как более крупный фуганок шкафного типа будет иметь до четырех лезвий. Фуговальные станки с тремя или четырьмя лезвиями обеспечивают более плавный рез, чем станки с меньшим количеством лезвий.
Большинство настольных фуганок могут резать на максимальную глубину до 1/8 дюйма, в то время как коммерческие фуганки имеют глубину до 1/2 дюйма.Чем больше глубина, тем меньше проходов нужно сделать, чтобы выровнять деформированную или неровную доску.
Мобильность
Из-за своей чугунной конструкции многие фуганки довольно тяжелые, что затрудняет их транспортировку на строительную площадку. Настольный строгальный станок предлагает самый легкий вариант для фуганка, но даже некоторые из них могут весить более 60 фунтов. Хотя настольные фуганки тяжелые, они достаточно малы, чтобы их можно было транспортировать на стройплощадку.
Однако, как только ваш столярный мастер найдет себе дом в вашей мастерской, вы не сможете легко его переместить.Эти массивные электроинструменты весят от 250 до 500 фунтов.
Опции ножей
Покупая фуганки, вы заметите, что некоторые модели имеют прямые лезвия, а другие — спиральные или спиральные режущие головки.
Прямые лезвия используют два или более рядов лезвий, идущих прямо поперек режущей головки. Настольные фуганки обычно используют этот тип режущей головки. Они создают гладкие пропилы, но, как правило, быстро изнашиваются, требуя замены или заточки.
В некоторых режущих головках используются лезвия винтовой или спиральной формы, что обеспечивает более гладкую поверхность древесины. В спиральной или спиральной режущей головке лезвия имеют спиралевидное образование вокруг режущего цилиндра, напоминающее нить ДНК.
В спиральной режущей головке каждое лезвие остается параллельным оси режущего цилиндра. У винтовой лопасти каждая лопасть повернута на 14 градусов относительно оси цилиндра. Это дает эффект создания очень гладкой поверхности.
Сбор пыли
Учитывая, что роль фуганка заключается в удалении значительного количества древесины для выравнивания и выравнивания досок, они создают огромное количество опилок. Система пылеулавливания жизненно важна для поддержания чистоты в мастерской и обеспечения пропускной способности воздуха.
Ищите соединители с большими портами для удаления опилок. Настольные стыковочные узлы меньшего размера оснащены 2-дюймовыми портами для сбора пыли, а большие стыковочные узлы в виде шкафа будут иметь порты для сбора пыли размером до 4 дюймов в диаметре.
Функции безопасности
Хотя фуговальные соединения являются одним из наиболее безопасных электроинструментов, которые вы можете использовать, поскольку лезвия во время резки закрыты деревянной ложей или выдвижным кожухом, они предлагают дополнительные функции безопасности.
Некоторые из них оснащены ручками для толкания, которые позволяют проводить древесину через лезвие, не используя голые руки. Они также оснащены большими выключателями, расположенными в легкодоступном месте, что позволяет быстро отключить питание отвала в случае аварии.
Дополнительные функции
Некоторые фуганки предлагают дополнительные функции, упрощающие их использование. Эти функции могут включать в себя большие ручки, которые позволяют быстро и легко регулировать высоту подающего стола и угол направляющего упора.
Наш лучший выбор
В следующий список фуговальных машин входят как настольные, так и настольные фуганки с 6-дюймовыми и 8-дюймовыми фрезерными головками. Эти модели оснащены мощными двигателями и прочной стальной и чугунной конструкцией от ведущих производителей на рынке.
Фото: amazon.com
Настольный фуговальный станок Porter-Cable с размером стола, возможностью регулировки скорости и двойной режущей головкой является одной из лучших моделей на рынке. Его мощный двигатель мощностью 1 л.с. позволяет регулировать скорость от 6000 до 11000 об / мин при скорости режущей головки от 12000 до 22000 резов в минуту, что позволяет оптимизировать пилу для размера и породы древесины.
Его большой стол, чуть более 32 дюймов в длину и 6 дюймов в ширину, может работать с более длинными кусками древесины.Чугунный направляющий упор обеспечивает надежную опору, а режущая головка обеспечивает идеальные кромки под углом 90 градусов. Режущая головка оснащена двумя ножами, которые легко заменяются с помощью фиксатора с домкратом. Большой выхлопной порт зацепляется за систему сбора пыли, защищая рабочую зону от мусора.
Фото: amazon.com
Мощность — неотъемлемая часть хорошего и плавного пропила, особенно при распиловке более твердой древесины. Фуговальный станок Shop Fox Benchtop отлично подходит для таких работ благодаря прочному 1.5-сильный двигатель, обеспечивающий скорость 10 000 об / мин и 20 000 резов в минуту. Благодаря своей прочной конструкции — он выполнен из чугуна — фуганок является хорошим вариантом для дома или профессиональных мастерских. Его режущая поверхность длиной 28,5 дюймов и лезвие шириной 6 дюймов могут обрабатывать пиломатериалы среднего размера.
Shop Fox позволяет точно настроить глубину пропила до 1/8-дюйма и имеет направляющий упор, который регулируется от 90 градусов до 45 градусов в любом направлении. Интегрированная вакуумная система и большой размер 2.5-дюймовый пылесборник обеспечивает максимальный сбор пыли, поддерживая чистоту вашей мастерской. Этот настольный фуганок предлагает портативные возможности. Просто имейте в виду, что вам понадобится помощь, чтобы переместить его в грузовик, так как он весит 80 фунтов.
Фото: homedepot.com
Если вам не хватает места в мастерской — или вашего бюджета — для фуганка и строгального станка, то эта модель от Ridgid может быть для вас. Этот фуганок корпусного типа предлагает варианты строгания, что делает его отличным выбором для выполнения двух задач. Он оснащен мощным двигателем мощностью 1 л.с. и лезвием, поддерживаемым прочным стальным корпусом, установленным на прочном чугунном основании, гарантируя, что этот фуганок будет устойчиво стоять во время резки.Он включает в себя 6-дюймовое полотно для строгальных и фуговальных работ. Встроенное место для хранения включает в себя место для хранения принадлежностей и инструментов для выравнивания лезвий.
Этот фуганок / строгальный станок также может обрабатывать более длинные детали благодаря своей длине стола 45 дюймов. Забор с двойным скосом включает упоры под углом 45, 90 и 135 градусов, а набор 4-дюймовых отверстий для пыли помогает поддерживать чистоту на рабочем месте. При длине 45,5 дюйма, высоте 31,25 дюйма и глубине 19 дюймов при весе 208 фунтов это отличный вариант, если у вас есть место для него в мастерской.
Фото: amazon.com
Этот впечатляющий настольный фуганок от Craftsman может понравиться многим. Он оснащен мощным двигателем на 10 А, способным выполнять до 22 000 резов в минуту, что обеспечивает достаточную мощность как для хвойных, так и для лиственных пород. Диапазон регулируемой скорости от 6000 до 11000 об / мин позволяет регулировать скорость полотна для достижения оптимальной производительности, а большой алюминиевый упор, который может наклоняться до 45 градусов, обеспечивает надежную поддержку во время резки.
Транспортировка фуганка к месту работы или даже с полки для хранения на верстак может быть трудной, поскольку некоторые модели весят до 80 фунтов.Настольный фуганок Craftsman имеет управляемый вес — всего 40 фунтов. Несмотря на небольшой вес, он может работать с досками шириной до 6 дюймов и имеет прочную рабочую поверхность длиной 30 дюймов.
Фото: amazon.com
Для профессиональной обработки древесины вам понадобится фуганок, достаточно большой, чтобы обрабатывать большие куски пиломатериалов. Этот фуганок Powermatic с рабочей поверхностью длиной 73 дюйма и шириной лезвия 8 дюймов является сверхмощным станком, предназначенным для коммерческого использования. Он оснащен мощным 2-сильным двигателем и четырехсторонней спиральной режущей головкой для обработки более широких разрезов, обеспечивая при этом гладкую и ровную поверхность.
Элементы управления упрощают управление этим фуговальным станком благодаря большим уровням регулировки стола подачи, ручке для точной настройки глубины лезвия и удобному маховику, который позволяет регулировать угол наклона упора. Выключатель питания на высоком креплении с большой кнопкой выключения повышает безопасность и удобство. Просто имейте в виду, что этот 500-фунтовый бегемот займет значительное место в вашей мастерской со своим длинным рабочим столом.
Фото: amazon.com
Фуговальные станки корпусного типа обеспечивают более высокий уровень производительности, чем их настольные собратья, что делает их подходящими для профессиональных мастерских и серьезных деревообработчиков.Этот фуганок от Jet — одна из самых прочных 6-дюймовых моделей, которые вы можете купить. Он оснащен винтовой фрезой с четырьмя лезвиями, которая равномерно удаляет древесину, сохраняя при этом ультра-гладкую поверхность. Он также предлагает 56-дюймовую рабочую поверхность из чугуна, позволяющую с легкостью фрезеровать более длинные куски пиломатериалов, а 4-дюймовый пылесборник сохраняет вашу мастерскую в чистоте.
Большие передние регулировочные колеса позволяют легко поднимать и опускать подающий стол и режущую головку. Большие кнопочные элементы управления удобно расположены над рабочим столом, что позволяет быстро запускать и останавливать машину, а двухсторонний наклонный упор может регулироваться до 45 градусов в любом направлении.Этот фуганок весит 260 фунтов.
Фото: amazon.com
Большинство настольных фуговальных станков оснащены 6-дюймовым двусторонним режущим полотном, которое подходит для большинства домашних плотников. Wahuda Tools поднимает его на ступеньку выше с этим 8-дюймовым спиральным четырехгранным лезвием. Благодаря более широкой режущей кромке и спиральной форме это лезвие снимает древесину более равномерно и оставляет более гладкую кромку, чем стандартные двусторонние фуговальные станки.
8-дюймовое лезвие не имеет большого значения, если рабочий стол слишком мал, чтобы выдержать большие куски дерева.Тем не менее, более длинная столешница снижает мобильность, необходимую для настольных фуганок. Wahuda решает эту дилемму с помощью выдвижных удлинителей, которые расширяют стол этого фуговального станка с 34 до 51 дюйма. Несмотря на то, что этот фуганок весит чуть менее 60 фунтов, что делает его мобильным для двух человек, он не снижает качество наряду с весом. 8-дюймовый фуганок Wahuda изготовлен из стали и чугуна.
Часто задаваемые вопросы о вашем новом фуганке
Если вы не знаете, как использовать фуганок, или хотите знать, чем фуганок отличается от строгального, прочтите ответы на эти и другие часто задаваемые вопросы по фуганку.
В. Как затачивать фуговальные полотна?
Хотя отправка фуганка на профессиональную заточку является вариантом, это может быть дорогостоящим и вывести фуганок из строя на несколько дней или недель. Вы также можете не быть довольны результатами, когда получите их обратно.
Если вы хотите заточить лезвия самостоятельно, вы можете использовать простой зажим, который позволит вам удерживать режущую головку на месте, позволяя затачивать лезвия, даже не устанавливая их.Хотя вы можете приобрести такое приспособление, вы также можете создать его, используя небольшой кусок твердой древесины, который вставляется в зазор между столом и резаком, и дюбель, который блокирует лезвие, предотвращая вращение резака. Создав или купив приспособление для лезвий для фуганка, вы можете заточить лезвия самостоятельно:
- Закройте края выходного стола толстой лентой, чтобы они не повредились в процессе заточки.
- После того, как вы зафиксируете лезвие на месте с помощью приспособления, вам нужно будет переместить режущую головку на нужную глубину для заточки.Положите кусок дерева на разделочный стол и опустите разгрузочный стол до тех пор, пока лезвие не коснется дерева.
- Используя алмазный точильный камень с зернистостью 600, начните заточку лезвия, поместив камень на лезвие, а затем потянув его обратно в направлении разгрузочного стола.
- Продолжайте, пока не создадите небольшой скос по длине лезвия. Используйте увеличительное стекло, чтобы изучить лезвие.
- Переключитесь на камень с зернистостью 1200 и повторите описанный выше процесс.
- После заточки лезвия снимите зажимное приспособление, перейдите к следующему лезвию, замените зажимное приспособление и повторяйте процесс, пока не будете заточены все лезвия.
В. Как использовать фуганок?
Следуйте приведенным ниже инструкциям, чтобы правильно использовать фуганок:
- Начните с использования угольника, чтобы убедиться, что стык между выходным столом и направляющим упором составляет ровно 90 градусов. Задача фуганка — получить кромку идеально квадратной формы.Если это соединение не под углом 90 градусов, это будет невозможно.
- Установите регулятор глубины на желаемое значение.
- Поместите деревянную заготовку на подающий стол коронной стороной вверх, затем включите фуганок. Обязательно сначала обрежьте лицо, а затем края.
- Прижимая деревянную заготовку к ограждению, протолкните пиломатериал через резак с помощью толкателей.
Затем вырежьте вторую грань, а затем оба края. - Если все сделано правильно, у вас должен получиться кусок пиломатериала идеально квадратной формы с четырьмя гладкими сторонами.
В. Чем отличается строгальный станок от фуганка?
Хотя фуганок и фуговальный станок удаляют древесину со сторон деревянной заготовки, фуганок предназначен для снятия изогнутых или неровных пиломатериалов и получения прямых и прямоугольных. Рубанок удаляет большее количество древесины, берет толстую доску и строгает ее до желаемой толщины. Чтобы использовать рубанок, одна сторона доски уже должна быть плоской.
SOONTOOLS Фуговально-строгальный станок 10 «| Toolots
описание продукта
Детали:
Настройка фуговального станка на строгальный
Для изменения конфигурации станка фуганок на строгальный (см. Рисунок 2):
1.Освободите оба фиксатора стола шкафа (A), повернув ручки к оператору, а затем отодвинувшись от машины.
2. Поднимите стол (C) за ручку (B).
Стол тяжелый. Будьте осторожны при повышении . Несоблюдение может привести к серьезным травмам.
Поднятый стол должен находиться в вертикальном положении, как показано на C, Рис. 3. Защелка (E, Рис. 3) должна быть задействована, чтобы предотвратить случайное падение стола вперед.
3. Установите желоб для пыли (D, H Рис. 3) вправо. Будьте предельно осторожны, чтобы избежать контакта с ножами фрезерной головки.
Примечание. Стол строгального станка, возможно, придется опустить, чтобы оставить зазор, необходимый для размещения желоба для пыли.
Настройка строгального станка на фуганок
См. Рисунок 3: Для изменения конфигурации станка со строгального станка
на фуганок:
1. Потяните ручку разблокировки (F) и переместите лоток для пыли (D, G) влево. Он должен располагаться, как показано на D, Рис.2.
Стол тяжелый. Будьте осторожны при опускании . Несоблюдение может привести к серьезным травмам.
2. Освободите защелку (E) и переместите стол вперед, используя ручку наклона (B). Он должен располагаться, как показано на C, рис. 2.
3. Зафиксируйте стол (C), нажав на фиксирующие ручки (A) в направлении машины и повернув ее вниз (в сторону от оператора).
Мощность
После подключения вилки подходящего номинала вставьте шнур питания в розетку.Нажмите зеленую кнопку включения (A, рис. 4), чтобы начать. Для остановки нажмите красную кнопку выключения (B, рис. 4).
Органы управления и регулировки строгального станка
Ссылаясь на рисунок 5:
Подача питания
При установке рукоятки механической подачи строгального станка (D) в верхнее положение включается механическая подача строгального станка (см. Стрелку). Установка ручки в нижнее положение отключает подачу питания.
Поверните фиксатор стола (E) по часовой стрелке, чтобы заблокировать маховик регулировки высоты (F), и зафиксируйте стол строгального станка (C) в выбранном положении.Поверните замок стола
Регулировка высоты стола
Высота стола строгального станка установлена следующим образом:
1. Откройте замок стола (E).
2. Поверните маховик регулировки высоты (F) по часовой стрелке, чтобы поднять стол строгального станка (C), и против часовой стрелки, чтобы опустить.
3. Закройте замок стола (E). Каждый оборот маховика (F) дает
Перемещение стола вверх или вниз на 4 мм (C). Шкала в столбце маховика показывает величину вращения маховика.Стрелка (B) указывает положение стола относительно режущей головки на шкале (A), расположенной сбоку корпуса.
Как работает фуговальный станок? Изучите механизм, стоящий за этим!
Фуговальный станок по дереву — один из многих станков, с которыми плотник чаще всего сталкивается при работе над рядом проектов. Каким бы простым ни был столярный станок, он очень полезен как новичкам, так и профессионалам деревообработки. Более серьезные проекты требуют более эффективных станков, одним из которых является фуганок.Вот почему в этом обсуждении того, как работает фуганок, мы рассмотрим все функции фуганка.
Хотя это обсуждение будет очень полезно для плотников, оно не ограничивается ими. Вы также можете использовать эту деталь, чтобы расширить свои знания о функциях и компонентах фуганка по дереву. Это также может быть руководство по эксплуатации, дополняющее руководство пользователя, прилагаемое к каждому фуговально-фуговальному станку.
Что такое фуганок?
Фуговальный станок является третьим станком после настольной пилы и строгального станка, которые составляют троицу правки заготовок.Однако из этих трех станков для правки заготовок фуганок является наименее понятным с точки зрения функций среди деревообработчиков. Как деревообрабатывающий инструмент, фуганок очень прост в использовании, что включает в себя правку и выравнивание заготовки. Причина, по которой некоторые плотники неправильно понимают эту машину, вероятно, в том, насколько она неприятна. Однако при правильной настройке и максимальном использовании он, как известно, является одним из многих эффективных и точных деревообрабатывающих станков.
Здесь возникает вопрос, как фуганок по дереву выпрямляет и выравнивает заготовку? Это очень просто, и скоро мы пройдем через процесс, в котором эта машина будет работать эффективно.
Как работает фуговальный станок?
Как плотник или производитель мебели, вы не можете знать, как работает фуганок, не ознакомившись с его компонентами. Таким образом, чтобы максимально эффективно использовать фуганок как деревообрабатывающий станок, необходимо ознакомиться с его компонентами. Это расширяет ваше общее представление о машине и помогает вам ее использовать.
Итак, как работает фуганок?
Фуговальный станок поставляется с вращающейся режущей головкой, двумя или тремя тонкими и острыми лезвиями, расположенными между двумя выровненными и небольшими столами.Количество лезвий, которыми комплектуется фуганок, зависит от его размера. Чтобы выпрямить или сплющить заготовку, ее проталкивают над первым столом, который называется податчиком. Затем он также проталкивается мимо режущей головки фуговального станка ко второму столу, который называется выходом.
В то время как подающий стол имеет регулируемую высоту в зависимости от количества материала, снимаемого с резака, на выходе этого не происходит. Вместо этого выходное отверстие имеет ту же высоту, что и режущая головка фуговального станка.Затем доску пропускают через забор, чтобы выровнять или скосить края. Для этого необходимо установить ограждение так, чтобы оно было перпендикулярно столам и ножу. Упор фуганка также регулируется и может наклоняться во время работы.
Сведения о компонентах Детали
Фуговальный станок не является сложным станком, поэтому его деталь очень проста. Какими бы простыми ни были их функции. К наиболее функциональным частям фуговального станка относятся подающий стол, разгрузочный стол, режущая головка, упор и ограждение.Чтобы использовать этот инструмент без риска, необходимо пройти обучение технике безопасности. Давайте кратко рассмотрим эти части и посмотрим, что они делают.
- Подающий стол: Это первая из двух таблиц, которыми располагает фуганок. Стол подачи — это тот стол, который первым принимает заготовку или доску. По мере того, как доска кладется на нее, она постепенно проталкивается через нее. У этого стола нет фиксированной высоты; его высоту можно отрегулировать в соответствии с количеством материала, срезаемого фрезой.
- Разгрузочный стол: Выходной стол — это второй стол, которым обладает фуговальный станок. Он имеет очень толстый слой и примерно такой же высоты, как и режущая головка. Это таблица, в которой представлены результаты выпрямления или сплющивания заготовки. Это после того, как он должен пройти через подачу и режущую головку.
- Режущая головка: Режущая головка фуговального станка используется для удаления любых выступов, образующих контур древесины. Поскольку идея фуганка для дерева заключается в выпрямлении древесины, режущая головка — это то, что помогает отталкивать ненужные материалы от заготовки.Когда это будет сделано, кусок дерева проталкивается к разгрузочному столу.
- Забор: Забор фуганка регулируется и может наклоняться при правке или выравнивании древесины. Он также используется для придания дереву прямоугольной формы и скоса по краям. Перпендикулярное размещение ограждения со столом и ножом — всегда лучший способ его размещения.
- Защитный кожух: Защитный кожух фуговального станка — это та часть станка с обеих сторон, которая помогает обеспечить прочность и надежность соединения деревянных деталей.Это полезно, чтобы доска не соскочила или не стояла на фуганке, если она движется через машину.
Каким образом все работает для достижения результата?
Увидев, что такое фуганок и различные компоненты, которыми он обладает, давайте быстро посмотрим, как он работает для достижения результата. Для этого мы рассмотрим несколько приемов использования фуганка.
- Держать соединение под уклон. При использовании фуганка для кромок вы всегда должны соединять под уклон, чтобы палка не вырвалась.Как только кормовой материал перестанет вращаться ножом, вы обязательно получите более точные результаты. Избегайте соединения торцевых волокон, потому что они легко расколются.
- Всегда проверяйте, правильно ли выровнен выход. Существует множество опасностей, связанных с неправильным выравниванием разгрузочного устройства. Это опасно для выполняемой работы и для вас как плотника. Выходное отверстие не должно быть слишком высоким или слишком низким, чтобы избежать вогнутых поверхностей или тяжелых порезов.
- Сначала начните со стыковки поверхностей с помощью фуганка.Когда вы начинаете соединять древесину, сначала соединяя поверхность, вы можете получить квадрат с соединенным краем на лицевой стороне доски. Когда он опущен, поместите соединяемую поверхность напротив ограждения, чтобы волокна стекали вниз по стыку и выровняли другие края. Таким образом вы сможете получить ровную поверхность и хорошую режущую кромку.
- Идеально соедините деревянные кромки. Это сделано для того, чтобы избежать мелких пробелов из-за возникновения квадратного ограждения. Для этого вам понадобится хорошая поверхность доски для стыковки.Соедините одну доску с хорошей поверхностью другой доски без ограждения, затем соедините хорошую поверхность другой доски с забором. Он хорошо впишется, после чего вам потребуется скрепить его клеем.
- Завершите, приплюснув чашку. При этом начинать нужно с вогнутой стороны. Лицом соедините эту сторону, пропустив ее через рубанок, чтобы переделать выпуклую сторону. Сделайте из себя нажимной блок, чтобы делать это лучше и быстрее.
Как деревообрабатывающий фуговальный станок работает в разных ситуациях?
Стандартный деревообрабатывающий фуганок в разное время служит разным работникам по дереву для разных целей.Ваше понимание функции плотника по дереву как плотника определяет то, как вы его используете. Вероятно, поэтому профессионалы и новички по-разному понимают использование основных инструментов для деревообработки. Это то, что делает знание цели, для которой вам нужен фуганок, прежде чем приложить все усилия, чтобы получить его.
Когда вы знаете, какую работу нужно выполнить, и уверены, что фуганок по дереву поможет вам выполнить эту задачу, вы уже на полпути. Давайте посмотрим, чем может служить деревообрабатывающий фуган.
1. Выпрямление изогнутой доски
Выпрямление изогнутой доски — одна из многих функций фуганка по дереву. Фуганок помогает с относительной легкостью получить хорошо сплющенную и выпрямленную доску, если вы знаете, как это делать. Для этого придется немного изменить технику работы. В отличие от того, что обычно можно сделать с помощью фуганка, здесь вы должны соединить кромку, где лук обращен вверх, а не лежит на столе. Это значительно облегчит вам выпрямление лука.
В качестве альтернативы, если вам все равно придется соединять кромку с дугой вниз, потребуется большое давление. Здесь необходимо максимально сосредоточить внимание на подающем столе, поскольку доска проходит через него с большим давлением на режущую головку фуговального станка. Чем сильнее давление на подающий стол, тем больше вероятность того, что процесс не будет повторяться долгое время. Вам нужно будет продолжать пропускать доску через режущую головку к подающему столу, пока она не будет выпрямлена.
2. Выравнивание второй кромки
Иногда, когда вы закончили правку заготовки, может возникнуть необходимость выровнять больше кромок. С фуганком для деревообработки это абсолютно возможно. Все, что вам нужно сделать, это выровнять вторую кромку перпендикулярно первому стыку. Перед тем, как сделать это, убедитесь, что вы проверили ограждение и убедитесь, что оно на месте и прилегает как к столу подачи, так и к столу разгрузки. Вы также можете убедиться, что упор фуганка находится под углом 90 градусов, учитывая, что он вызывает скос.
Под углом к столу под углом 90 градусов вам очень легко использовать забор, чтобы скруглить больше краев. Это происходит так же, как и при первоначальной стыковке кромок, с постоянным добавлением небольшого давления к забору. Чтобы повторить это для другого края, снова прижмите вторую соединенную кромку к упору и протяните заготовку от подающего стола к фрезе. Будьте осторожны со своими руками, потому что лезвие острое, и вам нужно соблюдать свою безопасность. Продолжайте пропускать доску через устройство подачи над резаком, пока не получите идеальный край, ровный и ровный по отношению к упору.
3. Снятие фаски на заборе до 45 градусов
Это дополнительный эксперимент, который вы можете попробовать, пока вы менее заняты в своей деревообрабатывающей мастерской, используя фуганок. Все, что вам здесь нужно, — это проверить, сможете ли вы скосить фаску фуговального заборчика до 45 градусов. Если у вас есть такая возможность, вы сможете использовать фуганок для других задач, например, для соединения стыковых стыков со скосом. Вы также сможете отметить определенные точки на угловом заборе, среди прочего.
Неважно, новичок вы или профессиональный плотник, вы определенно спрашивали в тот или иной момент: «Как работает фуганка по дереву?» Да, это обсуждение только что дало вам основы того, как фуганок по дереву.Это очень важно знать, потому что это дает вам преимущество перед другими плотниками, особенно при выполнении более серьезных задач.
Однако при использовании фуганка по дереву очень важно соблюдать ряд мер предосторожности. Эти меры предосторожности помогут обезопасить вас при использовании фуганка. Они также помогут вам комфортно и эффективно работать с фуганком по дереву. В число мер предосторожности для фуговальных станков входит
- Используйте защитные очки, перчатки и необходимые средства защиты органов слуха.
- Закрепите все замки и винты фуговального станка перед его использованием.
- Снимите фуганок перед выполнением любых регулировок.
- Используйте защелки и держите пальцы подальше от повреждений, особенно при работе с узкими предметами.
Убедитесь, что при использовании фуганка для дерева вы не просто следуете инструкциям по его использованию. Вы также должны убедиться, что соблюдаете эти меры безопасности при работе с фуганками. Эти меры так же важны, как и знание того, как пользоваться фуговальным станком.
Учебное пособие по инструменту: Фрезерные станки — Деревообработка | Блог | Видео | Планы
Столетия назад наши предки деревообрабатывающей промышленности проводили много времени с ручными рубанками, такими как фуганок №8, чтобы извлекать из пиломатериалов скручивающую, чашечную, луковую и угловую части. Ручные рубанки позволяли делать доски плоскими, прямыми, квадратными и гладкими, и выполнение этой работы вручную было единственным реальным вариантом, который у них был. Эти возможности, конечно, не изменились, и в наши дни вы все еще можете заготавливать пиломатериалы таким способом.Хорошая практика с набором ручных рубанков даст отличные результаты.
Но если вы хотите изготавливать плоские грани, кромки и квадратные опорные поверхности за меньшее время, фуганок выполнит эту работу с минимальными навыками и усилиями. Для большинства из нас это более практичный подход к обработке необработанных пиломатериалов. И я готов поспорить, что если бы у наших предшественников была возможность использовать фуганок, многие из них были бы счастливы обменять свои ручные рубанки на более мощную альтернативу.Вот небольшое исследование этой самой полезной машины.
Что можно и чего нельзя
Фуганок предназначен для правки и квадратного сечения; это его основные задачи. Подготовка черновой заготовки обычно включает сначала соединение контрольной грани, а затем выравнивание смежной кромки. Фуганок — это не точный станок для придания толщины — это работа строгального станка — и он не может удерживать две грани или кромки параллельно друг другу. На фуговальном станке также можно вырезать зазубрины, конусы и фаски, но, как правило, лучше использовать другие инструменты.Так что биография навыков фуганка на самом деле довольно коротка. Но то, что он делает хорошо, имеет решающее значение для деревообработки.
Как работает фуговальный станок
ПЛОСКИЕ ГРАНИЦЫ: доски подаются через режущую головку со стороны подачи на сторону выхода в повторяющихся проходах. Длина режущей головки определяет ширину пиломатериала, которую может разместить фуганок.
Если вы перевернете ручной рубанок вверх ногами и повернете его ручку вправо, вы на пути к пониманию того, как работает фуганок.Его железная рама состоит из трех больших компонентов: отливки центрального основания и двух подвижных столов. Подающий стол справа (на ручном рубанке, часть подошвы перед лезвием) поддерживает заготовки, когда они подаются во вращающуюся режущую головку станка, а выводной стол слева (остальная часть подошвы ручного рубанка). за лезвием) удерживает приклад в стабильном положении на выходе из режущей головки.
ПЛОСКИЕ ГРАНИЦЫ: доски подаются через режущую головку со стороны подачи на сторону выхода в повторяющихся проходах.Длина режущей головки определяет ширину пиломатериала, которую может разместить фуганок.
Между столами подачи и разгрузки и цилиндрической режущей головкой существует динамическая взаимосвязь. Когда фуганок правильно настроен, поверхность его разгрузочного стола находится точно заподлицо с ножами фуганка или режущими пластинами в их самой высокой точке вращения (называемой верхней мертвой точкой — ВМТ). Таким образом, доски, выходящие из фрезерной головки, продолжат поддерживаться на той же высоте, на которой они были фрезерованы, что обеспечивает ровность.С другой стороны, подающий стол должен быть отрегулирован ниже ВМТ режущей головки, чтобы произошло наплавление. Эту глубину резания можно установить от тысячных долей дюйма до 1/8 дюйма или более, в зависимости от того, сколько материала вы хотите удалить за каждый проход.
Независимо от глубины резания важно, чтобы подающий и выходной столы были параллельны друг другу по ширине и длине. Если они не будут совместно строгать, машина не сможет обработать поверхность доски плоской.
Если контрольная грань плоская, край также будет квадратным относительно этой грани.Затем доску можно аккуратно разрезать до окончательной ширины, чтобы ее второй край стал параллельным стыкуемому краю.
Чугунный упор фуганка, расположенный рядом со столами, можно отрегулировать поперек столов для работы с узким прикладом или для того, чтобы обнажить только часть фрезерной головки. Его также можно наклонить под прямым углом для соединения угловых кромок. Тем не менее, забор обычно держится под углом 90 °, поэтому станок может выполнять свою основную задачу по выравниванию граней к краям.
Выходной стол фуговального станка имеет ступенчатую кромку для выполнения операций выравнивания.Вы можете изменить пропорции фальца в зависимости от положения упора и глубины пропила машины.
Расположенная под подпружиненным поворотным кожухом фрезерная головка фуговального станка вращается со скоростью от 5 000 до 6 000 об / мин, обеспечивая плавные пропилы и минимальный разрыв древесины. Один или два приводных ремня передают мощность от двигателя машины, скрываясь внутри закрытой стойки. Стационарные фуганки используют бесшумные, долговечные асинхронные двигатели. Настольные модели имеют более шумные универсальные двигатели, похожие на дисковые пилы и фрезерные станки с питанием от сети.
Стационарные фуганки имеют внутри стойки асинхронные двигатели, которые приводят в движение режущую головку. Длинный ремень или два передает мощность снизу.
По мере выравнивания поверхностей накапливающийся мусор падает вниз по пандусу внутри стойки и выходит наружу через отверстие для пыли диаметром 4 дюйма. Фуговальные станки в мгновение ока создают гору древесной стружки и пыли — уступают только строгальному станку или токарному станку. Таким образом, для обеспечения чистоты в цехе и получения более чистого воздуха их необходимо подключать к пылесборнику с помощью как можно более короткого шланга или воздуховода.
Если вам повезло, и у вас есть просторная деревянная мастерская, ваш фуганок может все время оставаться на одном месте. Но когда его нужно переместить — а это рано или поздно придет, — вы оцените наличие под ним колесиков, которые помогут катать его сотни фунтов. Некоторые машины оснащены роликами, встроенными в подставку. Или вы можете добавить мобильную базу послепродажного обслуживания к любому фуганку.
Опции фрезерной головки
Гибридная версия прямых ножей, эта функция быстрой настройки от JET содержит кулачковые регуляторы, которые помогают выровнять три обоюдоострых ножа режущей головки более легко, чем обычные ножи.
Вплоть до начала 2000-х годов режущие головки на всех фуганках, кроме промышленных, имели одинаковую базовую конструкцию: три или четыре однолезвийных стальных ножа с прямым лезвием, которые находились в карманах на фрезерной головке. Вы все еще можете найти эти фрезерные головки на некоторых фуганках. Пока эти ножи острые, дизайн работает нормально. Но, как только ножи порежутся или затупятся, их обслуживание становится трудным. Это потому, что переустановка и установка новых ножей может потребовать терпения Иова и точности швейцарского часовщика.Каждый нож должен быть установлен перпендикулярно фуговальным столам от конца до конца и на одинаковой высоте друг с другом. Комбинации пружин, установочных винтов с углублением и планок с несколькими винтами, удерживающими ножи на месте, только усугубляют проблему установки. Если вы не делаете это часто, установка традиционных ножей фуганка представляет собой большую проблему.
Техническое обслуживание и производительность фрезерных головок
сделали качественный скачок вперед, когда производители стали предлагать винтовые (также часто называемые спиральными) фрезерные головки со сменными пластинами в качестве опции.В отличие от головки прямого ножа, спиральные головки оснащены рядами твердосплавных пластин с четырьмя острыми кромками. Карманы в режущей головке автоматически устанавливают их в правильную ВМТ, а один винт со звездообразной головкой удерживает каждую пластину на месте. Когда пластина зазубривается или тупит, у нее появляются еще три острых края, к которым можно получить доступ так же легко, как ослабить винт и повернуть твердый сплав. Замена вставок также дешевая.
Цилиндрические фрезерные головки с четырехгранными твердосплавными пластинами с автоматической индексацией остаются острыми дольше, чем стальные ножи, и просты в обслуживании.Их режущая геометрия также помогает уменьшить разрыв на сложной древесной текстуре.
Каждый ряд фрез располагается под углом к древесине, а не прямо поперек, чтобы создать режущее действие, которое позволяет резать фигурные и сцепленные волокна более чисто. Хотя покупка фуганка с винтовым механизмом будет стоить сотни долларов или больше, чем обычная модель с прямым ножом, это вложение, которое вы оцените — как для технического обслуживания, так и для стыковки фигурного или сложного волокна.Это усовершенствование, которое в какой-то момент наверняка сделает устаревшими режущие головки с прямым ножом на новых фуговальных станках, возможно, раньше, чем позже.
Размеры машин, стили
Настольные фуганки по экономичной цене могут удовлетворить потребности магазинов с ограниченным пространством и при этом предложить до 6 дюймов ширины. Однако их столы довольно короткие, что может снизить точность при правке более длинных заготовок.
Если вам нужен фуганок, то стиль фрезерной головки — одно из важных соображений.Еще одно решение, с которым вы столкнетесь, — это максимальная ширина реза. Фуговальные станки производятся с длинами фрезерных головок 6 ″, 8 ″, 10 ″, 12 ″ и даже 16 ″. Размер определяет, насколько широкую поверхность доски вы можете соединить за один проход. Очевидно, что более длинные режущие головки обеспечивают большую производительность и могут избавить вас от необходимости обрезать более узкую заготовку для ее выравнивания. По мере увеличения длины фрезерной головки до определенной точки увеличивается и общая длина стола станка. Таким образом, в то время как фуганок 6 дюймов может предложить стол длиной 50+ дюймов, модель 8 дюймов обычно обеспечивает длину стола на несколько футов больше.Более длинные столы являются большим преимуществом, когда вам нужно разгладить более длинную заготовку.
Контрапунктом здесь, что неудивительно, является стоимость. По мере увеличения размеров машин их ценники тоже растут. Например, 8-дюймовый фуганок со спиральной головкой может стоить около 1500 долларов, а 12-дюймовый станок с такой же фрезерной головкой может обойтись вам в 4000 долларов. Принимая во внимание эти цифры, периодическое надрезание и повторное склеивание может быть справедливым компромиссом для покупки фуганка, в котором больше, чем вам действительно нужно. Хороший компромисс между емкостью и стоимостью — размер 8 дюймов.Я пользуюсь одним из них 15 лет и редко нуждаюсь в большем.
Приемные и разгрузочные столы клиновых фуговальных станков перемещаются вверх и вниз по наклонным, «ласточкинским» путям в центральной отливке основания машины. Столы поддерживаются только по их внутренним краям.
Фуганки также производятся в двух вариантах исполнения стола: клиновидный и параллелограммный. У клино-фуговальных станков есть столы, которые скользят вверх и вниз по наклонным участкам отливки с ласточкиным хвостом. Если центральная отливка станка выглядит как треугольник, то фуганок клиновидный.Его столы подачи и разгрузки установлены и удерживаются на месте только по их внутренним краям.
Фуганки с параллелограммами имеют два поворотных рычага (не показаны) под столом подачи и вывода, чтобы поддерживать и перемещать их вверх и вниз. Некоторые эксперты утверждают, что этот стиль лучше держит свои настройки, чем клин.
Напротив, столы на фуганке с параллелограммом поднимаются и опускаются на поворотных распорках в центральной отливке. Каждый стол снабжен двумя распорками по длине. Некоторые эксперты предполагают, что фуганки-параллелограммы лучше способны поддерживать компланарность стола благодаря дополнительной поддержке, которую обеспечивают эти распорки.Но клиновидные фуганки, которые используются осторожно и правильно настроены, хорошо служат деревообработчикам до тех пор, пока они производятся. Как правило, они также более доступны. Независимо от дизайна, если вы покупаете фуганок у известного производителя, любой стиль будет вам хорошо служить.
Установка фуговального станка
Выходной стол фуговального станка должен быть установлен и зафиксирован в верхней мертвой точке вращения режущей головки. Проверьте это, поместив линейку на разгрузочный стол и над режущей головкой.
Помимо опускания подающего стола, чтобы установить желаемую глубину резания, вам может потребоваться всего несколько регулировок, чтобы подготовить машину к работе. Во-первых, совершенно необходимо, чтобы выходной стол фуговального станка был заподлицо с ВМТ режущей головки. Для проверки поднесите линейку к разгрузочному столу так, чтобы она выходила за режущую головку. Когда машина отключена от сети, поверните режущую головку; ножи или вставки должны просто «целовать» линейку, касаясь, но не поднимая ее.Слегка отрегулируйте выходной столик вверх или вниз, чтобы поднять его по мере необходимости. После установления ВМТ вам не придется проверять ее снова, если вы не перемещаете машину, не ударяете по разгрузочному столу или не роняете на него что-нибудь тяжелое.
Для стыковки кромок и квадратов вам также необходимо отрегулировать ограждение так, чтобы оно было перпендикулярно столам. Для этого поднесите точную комбинацию или угольник инженера к упору и столу сразу за режущей головкой на стороне выхода. Отрегулируйте упор так, чтобы между лезвием угольника и лицевой стороной упора не было зазора, и затяните установку стола.
Если упор фуганка не перпендикулярен его столам, он не может выровнять край заготовки по соседней грани. Регулярно проверяйте эту настройку с помощью надежного квадрата.
Упор также необходимо сдвинуть в сторону, чтобы он выставлял достаточную часть режущей головки, чтобы присоединиться к имеющейся ширине материала. Большую часть времени я оставляю забор моего фуганка повернутым назад, насколько это возможно; Таким образом, я всегда готов работать на машине с широким материалом. Обязательно проверяйте прямоугольность ограждения каждый раз, когда вы перемещаете ограждение внутрь или наружу — любой «люфт» в его механизме может снова нарушить прямоугольность ограждения относительно стола.
Как насчет «правильной» глубины резания? В некоторой степени это вопрос личных предпочтений. Чем глубже вы установите подающий стол, тем больше материала снимет машина. На необработанном пиломатериале глубина пропила 1/16 дюйма быстро снимет оксидированный грубый внешний слой древесины. Он также устранит дефекты пиломатериалов, такие как выпуклость или изгиб, за меньшее количество проходов. Но глубокие порезы также могут привести к большему надрыву переплетенных или фигурных волокон. Таким образом, вам может потребоваться поэкспериментировать с глубиной пропила, которая лучше всего подходит для конкретной бумаги, которую вы собираетесь использовать.
Хотя подающий стол можно опустить примерно до 1/2 дюйма, не превышайте глубину резания 1/8 дюйма для обычных операций торцевого и краевого соединения.
Обычно я оставляю свой набор фуганка для проходов глубиной около 1/32 дюйма, независимо от состояния материала или породы, которую я покрываю. Мне нужно сделать больше проходов, чтобы получить ровную поверхность, но разрыв будет незначительным, при условии, что я подаю древесину «по направлению волокон», а не против нее. Однако, что бы вы ни выбрали, никогда не превышайте глубину резания 1/8 дюйма при обычных операциях правки и прямоугольной формы — это увеличивает риск отдачи и вырванного зерна.
Играйте с умом: НИКОГДА не делайте ничего из этого!
Фуганки — неподходящие инструменты для обработки торцевых волокон. Сильный разрыв заднего угла почти неизбежен, а режущая головка может схватить древесину и отбросить ее назад. Не делай этого.
Аналогичным образом, никогда не подвергайте свои руки риску, соединяя заготовку тоньше 1/2 дюйма, меньше 3 дюймов или короче 12 дюймов.
Язык тела
Обе руки играют роль в перемещении штанги над фуговальным станком.Для подобных операций соединения лиц используйте подушечки, а не пальцы.
Использование фуганка немного похоже на обучение танцевальному шагу и требует некоторой практики. Независимо от того, выполняете ли вы стыковку граней или кромок, вы будете стоять рядом со станком на стороне подачи и подавать материал в режущую головку, плотно прижимая его к подающему столу и упору. Ваша левая рука направляет заготовку сверху, а правая рука подает ее вперед сзади.
Когда приклад начинает проходить через режущую головку, можно безопасно и уместно переместить левую руку к разгрузочному столу, чтобы продолжать направлять ее.Это может означать, что вы сделаете шаг или два вперед рядом с машиной, поэтому важно сориентироваться, чтобы при необходимости можно было двигаться вместе с деревом. Это особенно важно при соединении длинномерных или тяжелых пиломатериалов.
Прежде всего, сохраняйте равновесие и устойчивость. Пропустите материал через машину плавным непрерывным движением, чтобы обеспечить ровную и гладкую фрезеровку поверхностей и краев.